
智能制造环境下的数控系统发展需求*
2017-05-15 12:50李炳燃叶佩青
航空制造技术 2017年6期
李炳燃 ,张 辉 ,叶佩青
(1.清华大学机械工程系,北京 100084; 2.清华大学摩擦学国家重点实验室,北京 100084;3.清华大学精密超精密制造装备与控制北京市重点实验室,北京 100084)
2013年德国在汉诺威机床展览会上提出工业4.0概念的核心思想——“智能+网络化”,其可以将装备、存储系统和生产设施融入到信息物理系统(Cyper Physical Systems,CPS)中,同时将工业互联网应用到制造业领域,从而实现生产型制造向服务型制造的转变。与此相适应,中国制造2025也提出了“实现智能化制造,建立智能化生产线,采用智能化管理运营模式”的核心规划内容。工业4.0和中国制造2025核心规划的提出,都昭示着第四次工业革命的到来。由此可以看出,第四次工业革命强调信息化与工业化的融合,其前提是制造装备及其控制的智能化,而数控机床和数控系统是实现智能化生产的核心要素。因此,数控系统的智能化发展将成为必然趋势,本文将从数控系统的信息共享、工艺数据平台和新一代数控所实现的智能化功能等方面阐述其智能化需求。
网络化数控对信息的描述和共享
当代高档数控系统依托于计算机技术、网络技术的发展,其体系结构和运行模式都发生了巨大的变化,数控系统正从过去的封闭式走向开放式,从过去的单机运行走向网络化数控[1-4]。这就要求新一代数控系统在信息描述层拥有一定智能化,标准的开放式数据接口使得不同系统具有对信息模型统一的描述;基于总线的伺服执行部件与传感部件使数控系统内部达到高速信息互通。
1 标准的开放式数据接口
在智能制造中,数控系统应该具备从制造系统中获取零件的加工要求,并将最终的加工结果反馈给制造系统,以实现数控系统与制造系统的信息互通。
但到目前为止,在数控系统与制造系统交互的数据接口仍大量采用ISO-6983(G&M)标准代码。G&M代码仅仅规定了工件的加工轨迹信息和少量开关状态,造成CAD、CAPP、CAM中大量有关工件本身描述的信息以及加工工艺规划的信息无法传递到数控系统,数控系统成为制造系统中一个相对孤立的单元。采用G&M代码作为信息交互的数控系统是一个被动执行者,无法成为一个智能决策者[5],这便从根本上限制了数控系统的智能化。因此,关于数控系统与制造系统上游单元的数据接口信息丰富化和开放化是数控系统智能化的关键问题。2001年ISO14649被正式提出并得到了广泛的研究,该标准和ISO10303无缝衔接,解决CAD/CAM到CNC系统的信息丢失和单向传输问题,因此也被称为STEP-NC[6-7]。直至今日,该标准已经成为CNC编程的新型数据标准,各国研究机构都在该标准的前提下进行扩展和补充。
STEP-NC最主要的特点是采用高层信息来表示完整的产品数据,回应了制造对象的特征及技术要求,而不是如G&M代码那样只告诉数控系统做什么。STEP-NC通过描述任务信息(钻孔、粗磨、抛光等),将高层信息传递给车间现场,如关于加工对象的几何信息、技术要求以及拓扑信息。同时,在车间现场所做的加工修改也会被记录并反馈给设计和规划部门,从而更好地实现数控系统与制造系统的双向信息交互。采用STEP-NC,可以描述从毛坯到零件的全部信息,实现了从CAD/CAM和CNC系统的无障碍信息交互,实现了数控系统与制造系统上游单元的无缝衔接,为数控系统的智能化提供了基本条件。
到目前为止,国际标准化组织已经基本完成了通用加工数据、铣削和车削等常见加工数据标准的制定,国内外正在积极开展相关的应用研究。数控系统中关注的是基于STEP-NC标准的工艺规划和加工程序生成。和以往仅仅在数控系统中增加了STEP-NC到G代码解释功能不同的是,智能数控系统希望在系统中开发独立的STEP-NC工艺规划和刀具轨迹生成功能模块,同时开发根据零件特性与加工环境进行自主决策及对加工过程进行优化的能力,如图1[7]所示,类型3将是未来智能数控系统的基本构成。
STEP-NC仅解决了零件制造信息的传递问题,在制造过程中也需要将其加工状态信息实时与制造系统上游保持交互。如:设备综合效率(OEE)、刀具磨损信息、工件数量与质量信息、机床运行状态信息、机床能耗状态、报警与故障信息等。通过对这些信息的采集、分析,可以优化工件的加工过程、预测机床能耗和刀具寿命等。云制造平台下,信息共享是实现低成本、高附加值、高柔性生产的必然选择。数控系统要在新的智能化信息制造平台下发挥作用,就要以通讯和资源共享手段与外部的其他控制系统进行联接,实现远程监测、在线诊断等统一化管理功能。
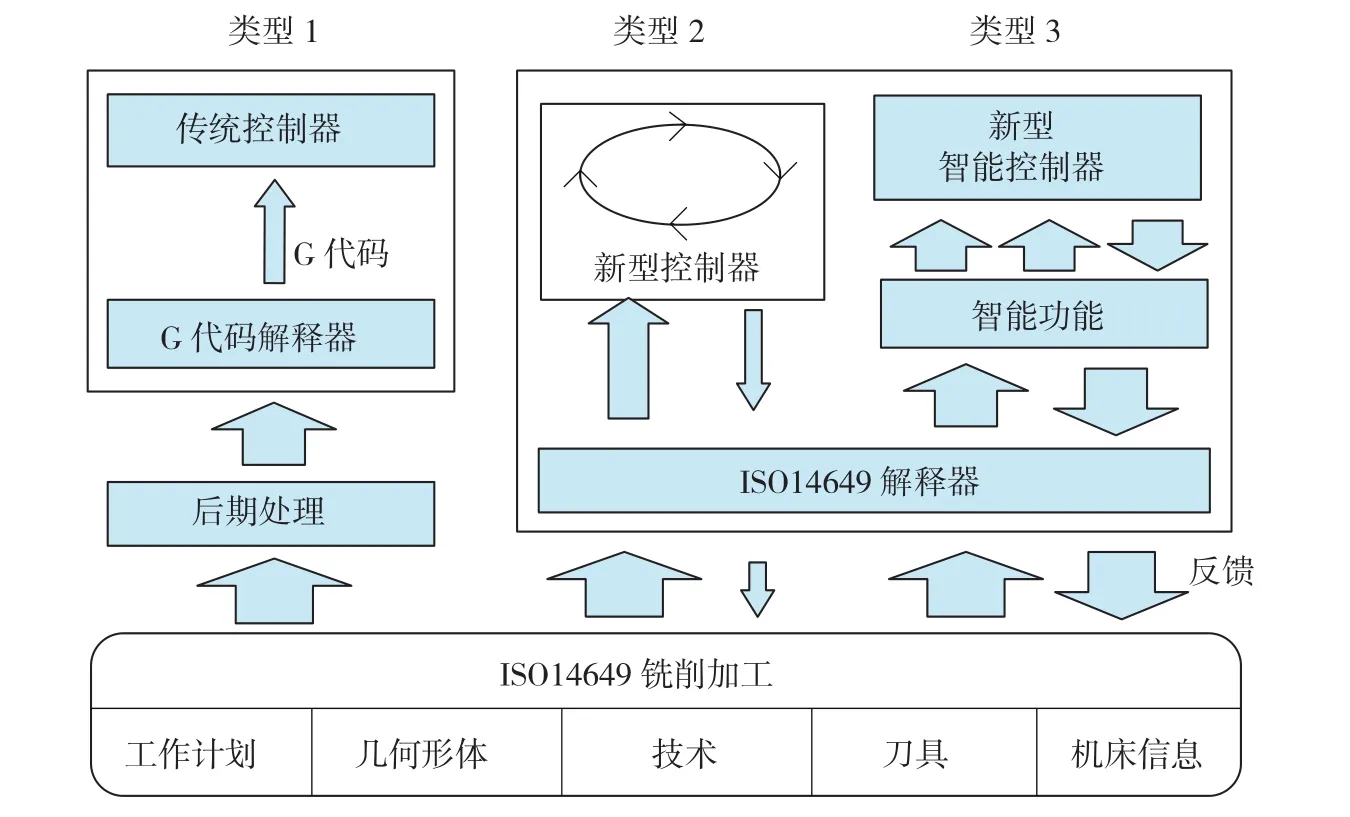
图1 3种STEP-NC数控系统类型Fig.1 Three types of STEP-NC CNC system
北京航空航天大学刘强教授等通过互联网技术实现了共享数据平台、高性能开放式数控系统、机床在线监测系统、机床参数优化系统、机床能耗分析系统和机床工具自诊断系统的信息共享,为实现机床的在线监测、智能工艺规划、参数优化和机床自诊断等功能提供了数据交互桥梁[8-9]。同时在工厂层面,信息技术的发展强有力地推动了数控系统的网络化进程。随着企业信息化进程的推进,生产过程中将实现跨车间、跨工厂、跨地域甚至跨国域的制造信息交换和信息共享[10-11]。数控系统制造商也开始提供基于网络化的服务:如日本山崎马扎克(Mazak)公司的智能生产控制中心(Cyber Production Center, CPC);日本大隈机床公司(Okuma)推出的信息技术广场(IT plaza,IT广场);德国西门子公司(Siemens)的开放制造环境(Open Manufacturing Environment,OME)等。由此可见,具备智能化功能的数控系统必须依赖开放的网络化信息共享平台的支持[2]。
2 数控系统与伺服、传感信息互通
仅实现数控系统与制造系统的信息互通是不够的,数控系统更需要与其末端检执行单元实现双向信息交互。当前对机床高速高精加工要求越来越高,但是大部分数控系统与伺服系统之间仍采用脉冲信号方式驱动,这远远达不到高速高精的需求,一些针对数控系统优化的现场总线成为信息互通的最优途径。现场总线不仅简化了系统结构,而且实现了信息共享,是实现高速高精位置控制和信息化的必然条件[12-13]。
伺服总线根据其需求应具有以下特点:(1)实时性。既要有确定性的通讯机制,又要具备在相同时间有确定性动作的能力,这保证了插补数据向伺服系统的传输实时性;(2)同步性。由于插补到伺服的数据传递过程是将各轴位移数据分解,即要求在运动执行过程中各轴运动保持严格的同步性,这一功能需要伺服总线具有低同步误差和信号抖动;(3)短周期。小数据的优化传输,通用以太网有最小包(大于64字节)的传输限制,而插补数据往往是离散后的小数据短周期传输;(4)高可靠性。伺服总线需要在每时每刻都保证数据的正确性,而现有的互联网技术达不到这种实时高可靠的要求[14-15]。与此同时,该总线还要具备兼容弱实时、非实时部分的一些传感器、机床IO等操作,所以伺服总线需要针对这些问题和特点进行针对性设计。
国内外各公司纷纷推出数字接口协议和标准,如:日本FANUC公司推出串行伺服总线(FSSB),德国西门子推出Profibus、ProfiNet总线,日本三菱推出CC-link总线,德国倍福(BECKHOFF)公司推出EtherCAT总线,日本安川推出的MECHATROLINK总线,国内大连光阳推出GLINK总线,华中数控推出EtherCNC总线等。各大数控与伺服产品公司都在其中高端产品中应用到了实时总线技术,可见其在数控系统信息交互环节中的重要性。
当前机床伺服系统作为单独的位置控制系统,与数控系统“沟通”并不紧密。为满足高速和高精度位置控制需求,数控系统要在轨迹规划与速度规划时充分考虑当前伺服系统的性能。而当前绝大部分中低档伺服系统是基于脉冲信号方式驱动的,这种伺服系统无法实现在线参数读取与设置,从而导致数控系统无法综合伺服参数来进行合理的规划。基于总线的伺服系统通过实时高速通讯,提升了伺服驱动输入指令的控制精度,同时基于双向通信的总线可将伺服运行状态反馈给NC系统,例如智能伺服所辨识的运动部件参数,可通过总线共享至NC,为智能轨迹规划提供参数,也可实现在线伺服参数修改等非总线伺服系统实现不了的功能。这些通讯通道都是智能数控与智能伺服所必须的条件。
现有伺服总线协议标准并没有统一,各公司推出的总线协议也不对外公开,性能指标上各有优劣。同时伺服驱动器的很多功能也没有对上层数控系统开放,系统既不能充分利用伺服系统的内部信息,也不能充分控制伺服的动作,致使两套系统无法结合以发挥最佳性能,这些问题将是基于高速总线数控系统有待优化的。
大数据下工艺数据的信息挖掘与应用
针对制造业的加工过程来说,有些过程可以用现有的基础理论来计算、模拟,而有些工艺和经验则是需要凭借长期积累和实践才能掌握的。随着大数据时代的到来,机器学习等已经在大数据时代得到了广泛的应用,其中包括:搜索引擎、推荐系统、语音识别、智能翻译等领域,这些领域都有一个共同的特点——依赖于复杂、高维度、多变特征的大数据。从这些真实、凌乱、无模式和复杂的大数据中挖掘人类感兴趣的知识[16]。制造业的一些工艺方案和工艺参数是否可以通过机器来自主学习掌握?机器学习等人工智能方法是否可以在工件加工中过程中得以应用?以下将针对大数据下的制造信息挖掘与学习展开介绍。
如今在满足信息化条件的数控系统可轻松得到从设计到产品的所有生产加工数据,系统在具备标准的网络化数据接口的前提下,即可轻松捕获、记录并上传机床的各类数据;数据平台对搜集来的各类数据进行分类、甄别和存储;通过智能算法来挖掘海量数据中的信息,并依靠机器学习等人工智能算法,使机器掌握零件的加工方法,这些通过机器学习总结的加工经验将为新零件的加工提供有效建议。同时,这些信息将为智能工艺规划和智能工艺参数整定提供可靠依据。
1 工艺数据重要性
众所周知,在具有相同加工条件的情况下,零件加工的工艺流程和工艺参数直接决定了零件加工的质量和效率。以往的研究仅能针对指定的加工要求做针对性的优化,基于现有理论和加工经验,工程师们总结出了机械加工工艺手册,列举了一般情况下的加工工艺流程;又如针对工艺参数的选择方面,相关书籍例如《机械切削工艺参数速查手册》、《实用机械加工手册》等都是针对特定情况下加工某些特定零件的推荐加工参数,其查询效率和被加工零件种类的全面性难以保证。若想达到较满意的加工效果,还需要工程师和机床操作技术人员长期的加工经验,考虑机床、母材、刀具等的综合情况,来调整零件的加工工艺和工艺参数。
数控系统在加工过程中可以通过技术方法来监测并记录上述的所有加工信息,其即可记录加工的工艺与参数,又可检测加工的质量、效率。具备了上述网络化的数控系统可将这些信息记录到工艺大数据平台中。但这些原始数据关系复杂,且可能存在错误数据,无法直接用于分析和推理,所以需要一种依赖于现有加工数据自主挖掘信息的大数据挖掘系统。
2 工艺数据的收集与管理
利用现有大数据挖掘与管理方法,对收集的有用加工信息进行提取,并最终给出针对某类加工特征的参数优化建议,这些建议将指导下一件产品加工。大数据平台又可将本次加工信息与之前的信息进行对比,评估所提供的加工建议是否合理。
文献[17]提出了建立“制造工艺大数据”收集激励机制和甄别平台,支撑高端数控发展的思想。该思想强调首先开发工艺数据收集工具如手机APP 等工具,通过激励机制将一线工人掌握的加工数据通过工艺APP 上传到云端服务器;然后经过专业甄别和优化,建立工艺参数数据库(见图2);文献[18]描述了整个制造系统中数据的收集与综合应用,并对数据收集方法做了相关综述和研究。可见数据收集在制造智能化过程中有较大的作用。
3 基于机器学习的工艺经验提炼
具备了信息收集与存储系统,工艺数据平台从而拥有了具有自我标注的闭环反馈学习途径,满足了大数据时代实现机器学习和其他人工智能的算法需求。
人工智能平台下的机器学习依赖的是原始数据,而不是由人工试验测得的标准加工方案或标准参数手册。通过人工智能算法对搜集来的加工数据进行分析和自我标注,并将这些带有标注信息的加工数据应用到新一次工件的加工中,这些新产品在加工过程中又会产生新的加工数据和加工结果,人工智能平台通过对前后两次的加工结果、不同机床不同加工条件等多维度的比较分析中,总结出多维的机器学习经验,应用于对新一次加工的帮助和指导。文献[19]综述了专家系统的发展过程,数控系统的专家系统也正向着数据和网络化发展。文献[20]等分别描述了人工智能在航空制造领域和汽车生产中的应用。在机器学习和大数据挖掘兴起的当今,利用人工智能对制造数据所包含的信息进行提取、挖掘和学习,将为生产制造提供很多具有现实意义的指导。
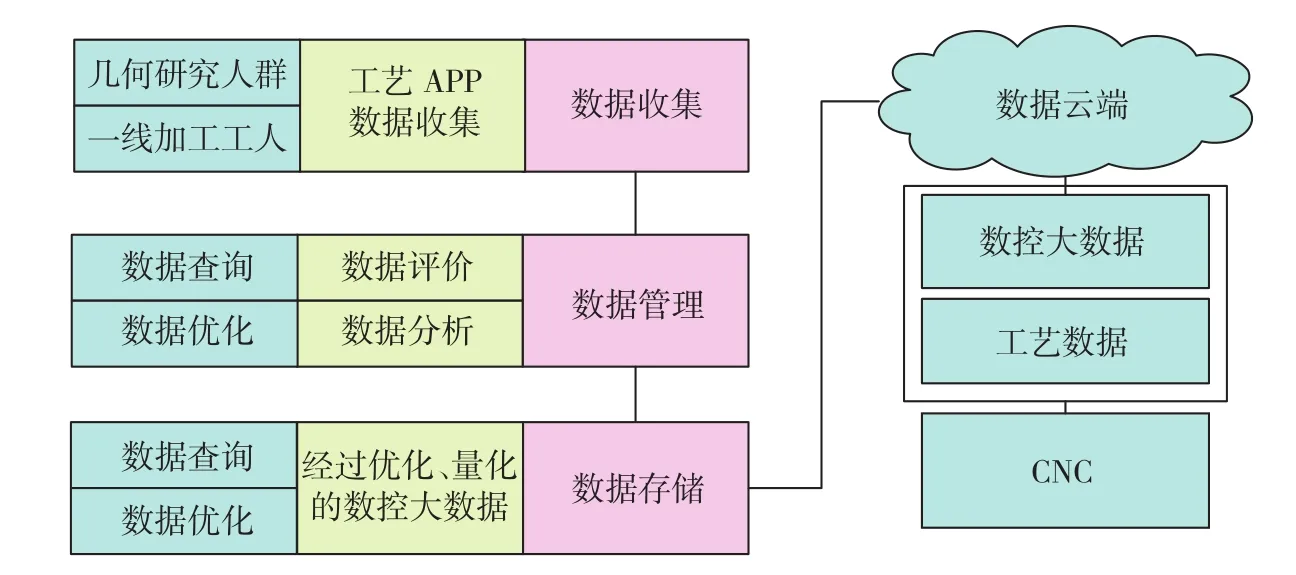
图2 具有大数据支持的数据收集系统Fig.2 Data collection system with big data support
数控系统的智能化
具备了网络化的数控系统配合大数据平台知识库的支撑,数控系统内部即可实现真正的智能工艺规划。系统自身可解析工件的加工要求,结合自身的机床参数,智能匹配大数据平台中最优工艺流程和最优加工参数,从而在无专业CAM设计人员与经验工人的情况下,实现零件的傻瓜式加工。系统在加工过程中记录的加工参数和加工结果又可作为原始数据上传至大数据平台。
1 智能化功能
对数控行业来说,传统数控系统被动地接受指令,系统自身并不知道加工零件特征,也无法感知当前加工状态。相反,基于网络化的数控可保证各模块及时准确获取所需信息;大数据平台为工艺参数选取提供数据支持;云计算为高复杂性机器学习、数据挖掘算法提供了保证。随着互联网技术、传感技术和计算技术的发展,数控系统有望实现更高层次的智能化功能,包括自动加载工件,自动规划并优化刀具路径;精确感知加工状态并反馈感知结果,优化工艺路线;自适应控制和在机监测等[21]。因此,数控系统智能化功能将主要表现在:工艺规划策略和工艺参数、控制参数智能化调整和决策。
2 加工工艺智能规划
在网络和大数据平台的支撑下,数控系统自身将具备分析与决策的主动权。数控系统中的工艺规划主要包括工艺路线和工艺参数规划,基于STEP-NC数据模型侧重描述加工目标,即被加工零件的制造特征和技术要求。与传统CAD-CAPP/CAMCNC模式不同,STEP-CN趋向于决策和控制一体化的自制系统,所以基于STEP-NC的数控系统是体现机床智能化的典型代表。
山东大学刘日良、张承瑞等[22]将基于STEP-NC的工艺规划分为离线规划、在线规划和实时规划3类。其中,离线规划是由CAPP/CAM完成的,在线规划和实时规划则是由数控系统完成。在线规划过程中,数控系统可根据机床自身的参数特性,对STEP-NC数据中的加工要求进行参数细化。对于不同数控系统,由于性能和参数不同,可能获得不同的在线规划结果,这些加工策略与加工参数是当前加工条件下的最优方案。实时规划则是根据机床当前的运行状态,实时地对刀具轨迹和加工参数进行调整(见图 3)[22]。
市场上已有一些智能化数控功能的宣传,例如海德汉智能机床中的振颤控制(ACC)、自适应控制(AFC)、摆线铣削、关联轴误差补偿(CTC)[23]等技术。这些实时层的智能化参数调整脱离了工件的制造特征,是一套相对独立的智能化参数微调系统。由于数控系统本身对模型制造特征的认知及分析能力不足,致使系统并不知道何时应该启用何种控制策略,因此该类智能化模块与上述基于STEP-NC智能化实时参数规划还有一定本质性的区别。
近几年,有学者对基于STEPNC的闭环制造工艺进行了相关研究,由于STEP-NC数据具有机床与CAx之间的双向数据传输特性,其依赖于全新OntoSTEP-NC数据结构,并可将加工过程中的信息反馈至CAx系统[24-25]。CAx系统可分析工艺策略、参数和当前参数的加工过程、加工结果等,并根据分析结果动态调整加工策略与加工参数。这样便形成了从加工策略到加工过程的闭环反馈,通过其动态调整达到生产质量和效率的最优,真正意义上实现了决策的智能化。
3 控制参数智能调整
由于单轴的位置控制已满足不了机床高精度的需求,自Koren[26]提出交叉耦合控制(CCC)后,轮廓误差跟踪控制技术逐年兴起,这种控制方式可充分考虑轨迹的全局信息,对以减小轮廓误差为目标的各轴进行动态调整。但在现有轮廓误差控制方法绝大部分是针对运动控制器本身的研究中,运动控制器需要已知轨迹的全局信息,而在传统数控系统中,位置环的输入参数是经过插补后的离散点。因此,驱动器无法获得轨迹的全局信息。有学者针对这种特殊情况设计了适用于数控系统的交叉耦合位置控制器,但无法达到最优效果。其本质是数控系统与伺服驱动器相互通讯能力以及计算能力不足导致的;近些年学者提出五轴机床高速状态下轮廓误差跟踪控制算法[27]。而当代处理器处理速度、GPU多核并行计算速度、高速网络总线通信带宽每年都在成倍增长,智能制造下的网络化、云计算等技术将使CNC与伺服驱动器之间的“沟通”和“思考”不再会有障碍,复杂轮廓误差控制算法将会在基于网络化的数控系统中应用与实现。
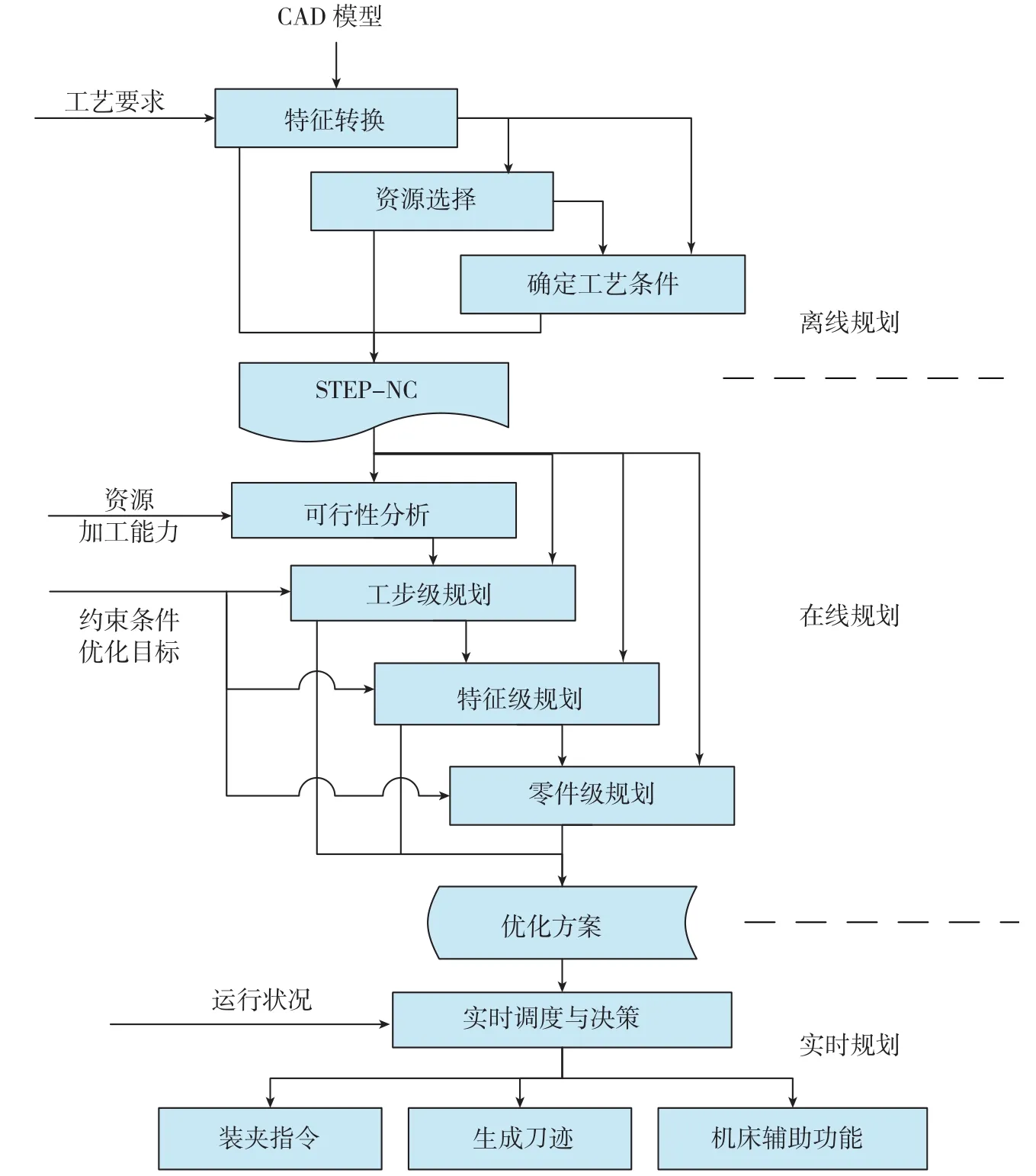
图3 STEP-NC条件下的分层规划Fig.3 Hierarchical process planning structure under STEP-NC
4 智能感知加工状态并反馈决策
为了进一步提高数控系统的加工效率和加工精度,数控系统自身应该具有一定的感知当前加工状态并决策控制参数的能力。外界加工条件的改变会影响工件的加工精度,例如,切削过程中由于共振等导致主轴的颤振或是由于温升导致的尺寸变化等。为解决这些问题,一些学者将测量与传感系统集成到数控系统中,数控系统可根据传感器反馈回来的数据动态调整控制参数。文献[28]采用传感器监测机床主轴位移、温度、切削力等参数,对机床主轴刚度特性进行研究,并依照传感器数据提升了端铣的效率和精度。日本马扎克MAZAK公司智能机床的振动智能模块,通过机床加速度传感器反馈回的振动信息,采用主动振动控制技术,动态调整加工参数,使机床振动减至最小,这些误差补偿技术都依赖于传感器与控制系统的结合,文献[29]采用实时监测系统对刀具的工作状态进行监测,实现了刀具寿命预测、可视化诊断等功能。
针对机床高精加工方面,莫斯科自动化研究所的PUSH认为,热误差占机床总误差的25%~75%左右。王海同等[30]对近些年热误差补偿的算法进行了综述,分别讨论了经验热误差建模方法和理论热误差建模方法国内外的研究现状,分析了各个模型的优缺点,提出当今热误差补偿建模技术的不足。瑞士米克朗公司对切削热与加工精度的关系进行了长期跟踪研究,并得到了很多现场试验数据和经验值,提出智能热补偿系统(ITC),通过布置在机床多处的温度传感器采集温度数据,借助基于结构的热位移补偿技术对加工参数进行动态调整,从而提高了高精度机床对温度的适应范围。
对进给率的动态调整和对主轴的颤振抑制,都是在高精度要求的前提下最大化机床的加工效率,而温度误差补偿则提高了机床对环境的适应能力,基于控制算法的误差补偿技术也需要在数控系统中进行集成。高速高精永远是机床的发展方向,智能化机床应该利用自己所能感知到的信息,分析出机床当前的工作状态,动态调整各加工参数,使其在工作精度和工作效率的综合结果上达到最优。
结束语
(1)标准化的信息接口对数控系统的发展与智能化具有重要的意义,基于STEP-NC的数据接口是CNC未来发展的必然趋势,通过标准的接口实现CAx顶层设计和CNC底层加工的双向信息互通。
(2)机床加工过程中的状态监测、数据记录和信息共享是机床实现智能化的基础。数控系统在加工过程中对其自身加工数据的采集和记录,为制造大数据平台下的数据挖掘提供了数据来源。
(3)基于“制造工艺大数据”平台的智能工艺规划为数控系统的工艺规划提供了参考和依据,有望成为智能数控系统的必备功能模块。
(4)在数控系统网络化和信息共享的基础上,有望实现智能工艺规划和在线工艺参数调整等功能,用于在有限条件下针对性优化机床加工精度和效率。
(5)在数控系统对内部数据分析的基础上,通过接入外部传感器,丰富其对加工过程的感知能力,针对性优化加工参数或加工工艺,更有利于提高机床高速高精的性能。
[1]王太勇, 乔志峰, 韩志国, 等.高档数控装备的发展趋势[J].中国机械工程,2011,22(10): 1247-1252.
WANG Taiyong, QIAO Zhifeng, HAN Zhiguo, et al.Development trends of high-end NC equipment[J].China Mechanical Engineering,2011, 22(10): 1247-1252.
[2]陆小虎.开放式数控系统网络化平台关键技术研究与应用[D].沈阳:中国科学院研究生院, 2015.
LU Xiaohu.Research and application on key technologies of network platform for open CNC system [D].Shenyang: University of Chinese Academy of Sciences, 2015.
[3]李茂月.开放式智能数控系统及其在线控制相关技术研究[D].哈尔滨:哈尔滨工业大学, 2012.
LI Maoyue.Research on related technologies of an open architecture intelligent CNC system and online control[D].Harbin: Harbin Institute of Technology, 2012.
[4]M A Ñ É I, G A G N O L V,BOUZGARROU B C, et al.Stability-based spindle speed control during flexible workpiece high-speed milling[J].International Journal of Machine Tools and Manufacture, 2008, 48(2):184-194.
[5]李鹏.基于STEP-NC的开放式智能数控系统架构及其关键技术研究[D].济南:山东大学, 2011.
LI Peng.Research on open intelligent CNC architecture and key technology based on STEPNC[D].Jinan: Shandong University, 2011.
[6]富宏亚, 胡泊, 韩德东.STEP-NC数控技术研究进展[J].计算机集成制造系统,2014, 20(3): 569-578.
FU Hongya, HU Po, HAN Dedong.Progress on STEP-NC numerical control technology[J].Computer Integrated Manufacturing Systems,2014, 20(3): 569-578.
[7]周刚.基于STEP-NC的数控系统体系结构及其关键技术研究[D].杭州:浙江大学, 2008.
ZHOU Gang.Research on architecture and key technologies of STEP-NC based NC system[D].Hangzhou: Zhejiang University, 2008.
[8]LI Y, LIU Q, XIONG J, et al.Research on data-sharing and intelligent CNC machining system[C]//IEEE.Proceedings of ICMA.Beijing:Institute of Electrical and Electronics Engineers Inc., 2015: 625-630.
[9]LI Y, LIU Q, TONG R, et al.Shared and service-oriented CNC machining system for intelligent manufacturing process[J].Chinese Journal of Mechanical Engineering, 2015, 28(6):1100-1108.
[10]李伯虎, 张霖, 王时龙, 等.云制造——面向服务的网络化制造新模式[J].计算机集成制造系统, 2010,16(1): 1-7.
LI Bohu, ZHANG Lin, WANG Shilong, et al.Cloud manufacturing: a new service-oriented networked manufacturing model[J].Computer Integrated Manufacturing Systems, 2010,16(1): 1-7.
[11]MOLINA A, RODRIGUEZ C A, AHUETT H, et al.Next-generation manufacturing systems: key research issues in developing and integrating reconfigurable and intelligent machines[J].International Journal of Computer Integrated Manufacturing, 2005, 18(7):525-536.
[12]任清荣.基于以太网的数控系统数字接口技术研究[D].武汉:华中科技大学,2008.
REN Qingrong.Study on digital interface technology of NC system based on ethernet[D].Wuhan: Huazhong University of Seience and Teehnology, 2008.
[13]白玉成.交流伺服系统控制策略及现场总线接口技术[D].武汉:华中科技大学,2009.
BAI Yucheng.Control strategies of AC servo system and filed bus interface technology[D].Wuhan: Huazhong University of Seience and Teehnology, 2009.
[14]RAHMANI B.Internet-based control of industrial automation systems[J].Journal of Intelligent & Robotic Systems, 2016, 83(1): 71-83.
[15]王科.网络化STEP-NC控制器关键技术研究[D].济南: 山东大学, 2012.
WANG Ke.Research on the key technology of networked STEP-NC controller[D].Jinan:Shandong University, 2012.
[16]何清, 李宁, 罗文娟, 等.大数据下的机器学习算法综述[J].模式识别与人工智能, 2014,27(4): 327-336.
HE Qing, LI Ning, LUO Wenjuan, et al.A survey of machine learning algorithms for big data[J].Pattern Recognition and Artificial Intelligence, 2014,27(4): 327-336.
[17]叶佩青, 张勇, 张辉.数控技术发展状况及策略综述[J].机械工程学报, 2015,51(21): 113-120.
YE Peiqing, ZHANG Yong, ZHANG Hui.Review on the development and strategies of CNC technology[J].Journal of Mechanical Engineering,2015, 51(21): 113-120.
[18]孟永胜.装备制造业产品制造数据集成管理研究与应用[D].大连:大连理工大学, 2006.
MENG Yongsheng.Product manufacturing data integrated management in equipment manufacturing[D].Dalian: Dalian University of Technology, 2006.
[19]张煜东, 吴乐南, 王水花.专家系统发展综述[J].计算机工程与应用, 2010(19):43-47.
ZHANG Yudong, WU Lenan, WANG Shuihua.Review on the development of expert system[J].Computer Engineering and Applications, 2010(19): 43-47.
[20]吕瑞强, 侯志霞.人工智能与智能制造[J].航空制造技术, 2015(13): 60-64.
LÜ Ruiqiang, HOU Zhixia.Artificial intelligence and intelligent manufacture[J].Aeronautical Manufacturing Technology,2015(13): 60-64.
[21]XU X W, NEWMAN S T.Making CNC machine tools more open, interoperable and intelligent—a review of the technologies[J].Computers in Industry, 2006, 57(2): 141-152.
[22]刘日良, 张承瑞, 张元才, 等.面向STEP-NC控制器的数控加工工艺规划模型[J].中国机械工程, 2004, 15(4): 45-49.
LIU Riliang, ZHANG Chengrui, ZHANG Yuancai, et al.Process planning model and heuristics for CNC machining based on STEP-NC[J].China Mechanical Engineering, 2004, 15(4): 45-49.
[23]张兴全.智能化的海德汉数控系统[J].金属加工(冷加工), 2014(2): 9-12.
ZHANG Xingquan.Intelligent Heidenhain numerical control system[J].MW Metal Cutting,2014(2): 9-12.
[24]DANJOU C, LE D J, EYNARD B.Closed-loop manufacturing process based on STEP-NC[J].International Journal on Interactive Design and Manufacturing (IJIDeM), 2015(2):1-13.
[25]HU P, HAN Z, FU H, et al.Architecture and implementation of closedloop machining system based on open STEPNC controller[J].The International Journal of Advanced Manufacturing Technology, 2016,83(5-8): 1361-1375.
[26]KOREN Y.Cross-coupled biaxial computer control for manufacturing systems[J].Journal of Dynamic Systems, Measurement, and Control, 1980, 102(4): 265-272.
[27]KHOSHDARREGI M R, TAPPE S,ALTINTAS Y.Integrated five-axis trajectory shaping and contour error compensation for high-speed CNC machine tools[J].IEEE/ASME Transactions on Mechatronics, 2014, 19(6):1859-1871.
[28]SARHAN A A D, MATSUBARA A.Investigation about the characterization of machine tool spindle stiffness for intelligent CNC end milling[J].Robotics and Computer-Integrated Manufacturing, 2015, 34: 133-139.
[29]MARTINOV G M, GRIGORYEV A S, NIKISHECHKIN P A.Real-time diagnosis and forecasting algorithms of the tool wear in the CNC systems[C].Beijing, China: Springer Verlag,2015: 115-126.
[30]王海同, 李铁民, 王立平, 等.机床热误差建模研究综述[J].机械工程学报,2015, 51(9): 119-128.
WANG Haitong, LI Tiemin, WANG Liping, et al.Review on thermal error modeling of machine tools[J].Journal of Mechanical Engineering, 2015, 51(9): 119-128.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
制造技术与机床(2019年2期)2019-03-06
电子制作(2018年11期)2018-08-04
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年9期)2017-11-27
空间控制技术与应用(2015年2期)2015-06-05
