
回转类工作台质量控制
2017-02-27 01:05张红奇韩学文
中国铸造装备与技术 2017年1期
张红奇,韩学文
(共享装备股份有限公司,宁夏银川 750021)
回转类工作台质量控制
张红奇,韩学文
(共享装备股份有限公司,宁夏银川 750021)
从工艺设计以及现场过程控制等方面介绍了回转类工作台铸件的生产过程。分析了出现尺寸问题、夹砂、呛火缺陷的原因。采取优化工艺设计,改进出气方式,制作专用卡板,有效地解决了铸件的尺寸控制及夹砂、呛火等缺陷。
回转类工作台;夹砂;呛火;尺寸控制
在小型铸件中,回转类工作台形状较为复杂,尺寸、外观质量要求较高,加工基准面的稳定性对于顾客来说尤为重要,而且导轨面及其他加工面不能有任何缺陷。本文通过工艺优化及现场生产过程中的改进等方法,有效的控制了铸件尺寸,降低了气孔、夹砂类缺陷废品率,满足了生产需求。
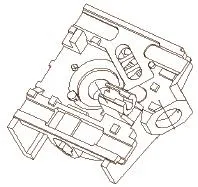
图1 铸件形状
1 原工艺方案的具体出芯方式及存在的问题
1.1 原工艺方案存在的问题
图1为铸件示意图,图2为原工艺示意图。原工艺共设计5块砂芯,分别标记为1#、2#、3#、4#、5#。1#砂芯将铸件侧面的整个面都带出,由于造芯时刮砂面挂不平、芯盒卡不紧等操作因素引起的砂芯尺寸的变化会导致1#芯向型腔内侧或外侧的偏移,也就影响到了铸件的尺寸。而这个侧面往往被当作加工基准面来使用,势必给加工造成一定的影响,甚至会出现加工黑皮及装配干涉,给铸件的使用带来不利的影响。

图2 原工艺共设计5块砂芯
机床件中钳口部位是十分重要的部位,既要满足加工量均匀,又要求不能出现缩松、夹砂、气孔等缺陷。工艺设计中钳口部位在上部型腔中,一方面为了防止缩松,需要在钳口部位增加冒口来起到补缩的作用,另一方面需要使用铸造用胶来固定钳口芯子。
在实际的生产过程中,冒口直接放置在钳口上面,一方面砂子及杂物很容易从冒口掉入到型腔中造成钳口部位夹砂,另一方面在铸件清理时钳口容易机损(钳口部位皮厚在15~25 mm之间)。同时过多使用的胶干燥不彻底在浇注过程中会产生大量的气体,很容易造成钳口部位的气孔缺陷(图3、图4)。
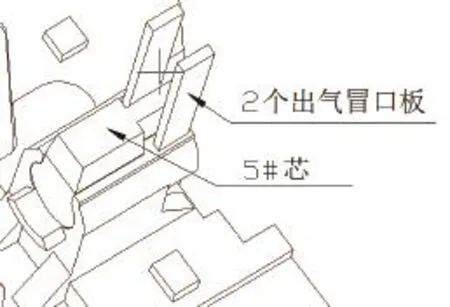
图3 原工艺钳口结构

图4 夹砂缺陷(左)和呛气孔缺陷(右)修磨后
2 新工艺改进
2.1 去除1#芯
图5为改进后的工艺。将1#芯去除后将1#芯所带的铸件结构由模型带出,新增6#芯,这样就保证了铸件外观面大部分由模型形成,既保证了加工基准面的稳定性,又减少了披缝,降低了后序的清理强度,提高了铸件的外观质量。

图5 新工艺出芯方式 (新增6#芯)
2.2 设计为搭接式的出气结构
出气扁冒口或鸭嘴冒口不直接与铸件接触,而是先在钳口两侧顶面靠近砂芯芯头部位制作长50~60 mm,宽3~5 mm 的通道片,然后让通道片沿芯头侧面延伸至芯头顶面,最后在芯头顶部设计与两侧通道片相贯穿的冒口垫。这样设计后:①由于与铸件接触部位的通道片厚度尺寸能控制在3~5 mm,极大地降低了后序清理过程中的机损风险;②后序清理过程中不需要再借助切割工具,提高了工作效率,降低了生产成本;③冒口放置在砂芯芯头顶部,生产过程中从冒口掉入的杂物或砂子不会直接掉入型腔内(图6)。
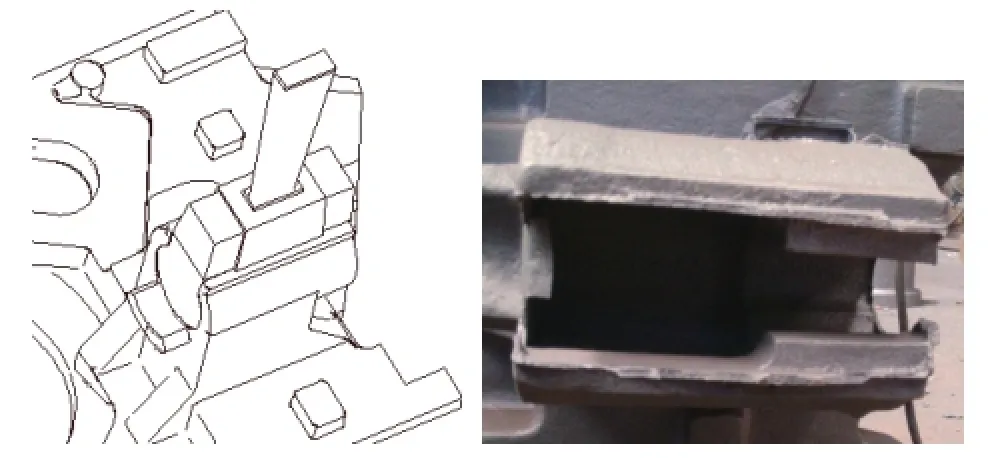
图6 新工艺钳口结构和铸件钳口清理状态
3 结束语
采用优化后的铸造工艺生产出的回转工作台铸件,产品质量得到了很大的提升,有效地解决了尺寸超差、掉砂、呛火等质量问题,减少了后序清理的工作量。这种工艺不仅为制造同类铸件提供了成功的经验,而且增加了公司的经济效益。
[1] 曹文龙.铸造工艺学[M].北京:机械工业出版社,1989.
[2] 王文清. 李魁盛. 铸造工艺学[M].北京:机械工业出版社,2002.12.
[3] 贾志宏.傅明喜. 金属材料液态成型工艺[M]. 北京:化学工业出版社,2008.1
Quality control of rotation workbench
ZHANG HongQi, HAN XueWen
(KOCEL Machinery Co.,Ltd.,Yinchuan 750021,Ningxia,China)
In this article,the production process of Rotary table is introduced from technological design and process control. Reasons for the dimension,sand inclusion and boiling are analyzed and the defects were resolved by optimize technological design,improve gas system and make gauge.
rotary table; sand inclusion; boiling; dimension control
TG245;
A;
1006-9658(2017)01-0049-02
10.3969/j.issn.1006-9658.2017.01.015
2016-07-12
稿件编号:1607-1433
张红奇(1985—),男,工程师,主要从事铸造工艺设计及现场质量改进工作.
猜你喜欢
机械研究与应用(2022年3期)2022-07-25
铸造设备与工艺(2022年1期)2022-04-26
重型机械(2022年1期)2022-03-02
一重技术(2021年5期)2022-01-18
大型铸锻件(2021年3期)2021-04-30
中国钢铁业(2020年9期)2020-12-16
装备维修技术(2020年8期)2020-11-20
中国铸造装备与技术(2019年1期)2019-02-14
铸造设备与工艺(2017年6期)2018-01-28
汽车电器(2014年4期)2014-04-25
