一种机加工用通用柔性虎钳的设计与开发*
2022-07-25 03:00申宾德陈佰旺
机械研究与应用 2022年3期
申宾德,陈佰旺
(武威职业学院,甘肃 武威 733000)
0 引 言
平口虎钳是铣床、刨床、钻床等机床的常用夹具之一,与机床工作台配合,对加工毛坯件起定位和夹紧的作用,广泛应用于平面、台阶、沟槽和角度等表面形状的加工。在长期使用过程中,平口虎钳存在着钳口开合时间长,夹持力大且不稳定,装夹对象局限性大等许多缺点,需要加以改进。随着先进制造业的不断发展,机械零件的轮廓形状越来越复杂,精度也越来越高,而机床的装夹问题一直影响着零部件质量的高低。另外,为应对加工制造业的信息化、自动化、专业化等市场竞争的需求,工装夹具的设计及制造显得尤为重要。此设计通过对平口虎钳移动、夹紧方式,钳口铁等关键部件的改进,使其工作过程安全可靠,极大地改善了劳动强度,提高了工作效率,具有很好的推广价值和再利用意义。
1 传统平口虎钳的特点及运动分析
目前国内外夹具设计及制造主要面向的是高端复杂的组合专用夹具,价格高,不太适应中小企业的需求,对小批量生产带来了困难,而传统的平口虎钳虽在装备制造业中广泛应用,尤其是在铣、刨、钻等机床的加工中,由于存在着众多的不便,有待于提高其性能和效率。虎钳的工作原理主要通过螺旋传动来实现工件的夹紧,具有夹持可靠、夹紧力大的优点。在实际生产当中,由于零件的外形各异、大小不同,常常需要频繁地打开或闭合固定钳口与活动钳口,受螺旋传动螺距和头数的影响,往往在转动夹紧螺杆上花费较长的时间,才能使待加工零件夹紧或松开,操作费时费力,劳动强度高,效率低下,且对精密零部件外形有一定的损伤等缺陷[1],此外,现有虎钳大多为平口,钳口自适应性差,无法适用于复杂形状零件的装夹,如图1所示。

图1 传统平口虎钳示意图
2 机加工用平口虎钳缺点及解决思路
2.1 活动钳口座及其改进
传统的平口虎钳其活动钳口与固定钳口的开合,主要通过螺旋传动来实现,为了增大夹紧力,多采用普通粗牙螺纹或矩形螺纹的螺旋传动装置,为了减小钳口的开合时间,常采用较大导程的螺旋副,大导程的螺旋副对应着大的螺旋升角,丝杆转动一圈,活动钳口前后移动的位移量就大,操作人员费力,这样会出现装夹行程长,效率低,装夹费力,强度大等问题。为解决此问题,将活动钳口座改造成可调钳口座和活动钳口(后面详细说明)两部分,其中可调钳口座与虎钳体底座用走马槽配合连接,装夹时先按照待夹持零件的大小,水平快速移动可调钳口座至合适的位置(具备与待夹持零件有微调的间隙),锁紧可调钳口座上的偏心锁紧装置。这既满足该虎钳能适应多种尺寸大小的零件,又大大缩小夹具的装夹时间,提高了工作效率[2]。
2.2 活动钳口钳口铁及其改进
传统的平口虎钳的钳口与钳口铁之间为刚性连接,且钳口铁与夹持工件的接触面是平面,在装夹零件的时候由于钳口铁的功能单一,所以装夹的零件有一定的局限性。为解决这个问题,将活动钳口的钳口铁改造成两个类似于1/4圆盘的旋转钳口块,该旋转钳口铁与活动钳口用铰制孔螺栓连接,钳口块在转动的时候,利用径向半径的不一致性而实现了不规则零件的安装与夹紧,如圆形件、凸轮件和不规则多边形等。这样实现了平口虎钳的自调节功能,达到了柔性装夹的目的。
2.3 活动钳口运动方式及其改进
传统的平口虎钳大多采用大螺距的螺旋传动,由于螺旋副间存在着大的间隙,在旋合过程中将产生较大的窜动,而活动钳口座与虎钳体底座之间多采用大面积的滑动摩擦,同样存在着大的间隙,这样在水平移动过程中,加剧了螺旋传动在纵向方向上的不稳定性,多次装夹一致性差。此时,如果继续施力来夹紧工件时,靠近活动钳口一侧的工件有可能会被下压或抬高,工件表面也因为过大的夹持力而导致压伤。为解决这个问题,除了将活动钳口座改造成小间隙的可调钳口座以外,将活动钳口改造成与可调钳口座用导向销小间隙配合连接的微调装置,小螺距的螺旋传动使得螺旋副间的间隙更小,这样不仅实现了省力的目的,还减小了整个装夹过程中的不稳定,对零件表面的损伤小。
3 柔性虎钳设计
3.1 装夹过程及工作原理
虎钳底座安装在机床等水平工作台上,利用待夹持工件的特点,通过可调钳口座与虎钳底座的走马槽小间隙配合,快速水平调整可调钳口座在虎钳底座的位置,等活动钳口与待夹持工件粗接触时,并紧固可调钳口座上的偏心锁紧装置。根据零件外形特点,适当调整旋转钳口块的旋转位置,然后旋转控制活动钳口水平移动的丝杆,使活动钳口带动旋转钳口块在适应不同工件外形的情况下均匀、平稳的移动,夹持好零件,如图2所示。

图2 通用柔性虎钳示意图1.固定钳口 2.活动钳口 3.可调钳口 4.旋转钳口块 5.调节丝杆 6.偏心锁紧装置 7.固定钳口铁
3.2 活动钳口的快速微调设计
可调钳口座固定以后,其与活动钳口通过一个导向销连接在一起,可调钳口座两侧分别增加两个调节旋转丝杆,通过旋转丝杆带动活动钳口与柔性钳口块一起在导向销的作用下水平微量移动[3]。活动钳口上嵌镶有与导向销紧密配合的销套,销与套之间选用小间隙配合,这样既缩短了装夹时旋转、驱动丝杆的时间,同时也有效避免了活动钳口在水平移动过程中因导向间隙过大,而导致的活动钳口上下的窜动,防止装夹零件的下压或抬高[4],如图3所示。
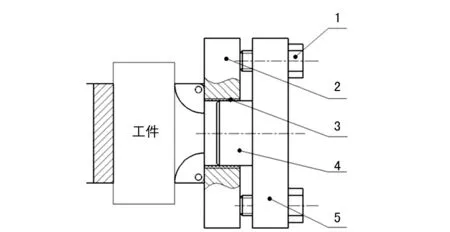
图3 活动钳口的快速微调工作示意图1.旋转丝杆 2.活动钳口 3.销套 4.导向销 5.可调钳口座
3.3 柔性钳口块的自适应设计
柔性钳口块设计成1/4圆盘的旋转钳口块,用两个铰制孔螺栓连接在活动钳口的两端,代替原来平口虎钳的活动钳口铁,柔性钳口块可在0°~90°之间转动,利用其径向半径的变化,适应曲面、多边形等不规则零件轮廓的夹持需要,实现了柔性钳口的自适应性,钳口功能大大提升,如图4所示。
随着装备制造企业的创新驱动和制造工艺的多样化需求,此通用柔性虎钳的设计改造,不仅凸显了再制造技术的一个方向,更是传统制造技术革新的必然要求。设计过程中,可调钳口座与虎钳体底座之间采用具有锁紧功能的平动连接,大大缩短了夹具的装夹时间,提高了工作效率;活动钳口与可调钳口座之间采用导向销作用下的微调装置,实现了省力的目的,减小了装夹的不稳定性和对零件的损伤程度;利用钳口快在旋转时径向半径的变化,实现了虎钳的自调节功能,达到了柔性装夹的目的。此设计在使用过程中,通用功能大大加强,装夹过程安全、快速、可靠,在多品种、小批量生产中取得良好的应用效果,具有一定的市场占有率和保持度。
4 结 语
该通用柔性虎钳的设计,利用柔性钳口块的自调节功能,适用于不规则曲面的装夹,活动钳口的快速移动设计,缩短了零件的装夹时间,提高了生产效率,采用微调装置,避免了大间隙配合对零件装夹的稳定性,省力且减小了对零件表面的破坏,易于实现和维护,具有很好的实用价值和广泛的应用前景。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
有色金属材料与工程(2021年4期)2021-11-27
智能制造(2021年4期)2021-11-04
芜湖职业技术学院学报(2021年3期)2021-10-20
延边大学学报(自然科学版)(2021年2期)2021-07-29
装备维修技术(2020年4期)2020-11-23
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
科学与财富(2020年7期)2020-05-19