放热焊接钢轨温度分布及预热保温研究
2017-01-06 06:19黄尊地常宁冯振富余启智
铁道科学与工程学报 2016年12期
黄尊地,常宁,冯振富,余启智
(五邑大学 轨道交通学院,广东 江门 529020)
放热焊接钢轨温度分布及预热保温研究
黄尊地,常宁,冯振富,余启智
(五邑大学 轨道交通学院,广东 江门 529020)
轨道交通线路施工过程中,有很多导线接头需要焊接在钢轨上。放热焊接时温度处理不好导致钢轨中马氏体的存在,使钢轨结构脆化以及韧性变差,影响行车安全。通过试验和仿真对比验证分析,建立钢轨有限元计算模型,从不同的预热工况下分析焊接钢轨的温度分布情况以及马氏体温度点的影响范围,最后提出放热焊接钢轨的预热和保温措施,为轨道交通线路现场施工提供理论依据。
放热焊接;钢轨;温度分布;预热;保温
轨道交通线路施工中,铺设的钢轨都是由基本轨构成,基本轨的长度为12.5 m或25 m,那么线路上就会有很多的钢轨接头;同时,为了保证通信信号和回流等,也会有很多的导电接头等。钢轨专用放热焊接,主要用于轨道的均流、回流、轨间跳线、轨旁设备等与钢轨连接,具有良好的导电性能、牢靠的连接效果、持久的耐震动特性等优点,但同时存在预热困难、焊接温度分布不明确、焊接过程中易产生对钢轨机械性能不利的马氏体和贝氏体[1-3]等金相组织等缺点。马氏体的存在使钢轨结构脆化以及韧性变差,导致钢轨承受载荷及冲击的能力下降,寿命缩短,同时对行车安全性有所影响。国内外学者对放热焊接过程中的相关问题进行了研究,并提出了一些建议对策等[4-8],但文献中对焊接过程中温度的整体分布以及对马氏体预防的预热保温范围要求没有进行系统的研究。鉴于以上问题,本文建立钢轨的有限元模型[9-12],通过实物实验验证,得到合理的有限元网格和正确的仿真计算方法,分别从不同的预热工况下分析焊接钢轨的温度分布以及马氏体温度点的影响范围,最后提出放热焊接钢轨的预热和保温措施,为轨道交通现场施工提供理论依据。
1 仿真计算模型
为了保证运输安全及延长维修周期,轨道交通线路常用的钢轨类型为60 kg/m钢轨,采用工字形断面,由轨头、轨腰和轨底组成,其断面尺寸和有限元计算模型如图1所示。

(a)断面尺寸图;(b)有限元模型图1 60 kg/m钢轨计算模型Fig.1 Model of 60 kg/m rail
为了保证钢轨计算模型网格划分的合理性和温度分布仿真的准确性,本文首先建立400 mm长60钢轨,与实物验证模型一致。结合单元类型和材料参数,设置网格最小离散尺寸为5 mm,划分后得出单元模型如图2所示,其中节点数为33 704个,单元数为26 883个。后期分析时为了保证与现场工况一致,钢轨长度为1 000 mm,保证温度场充分发展。
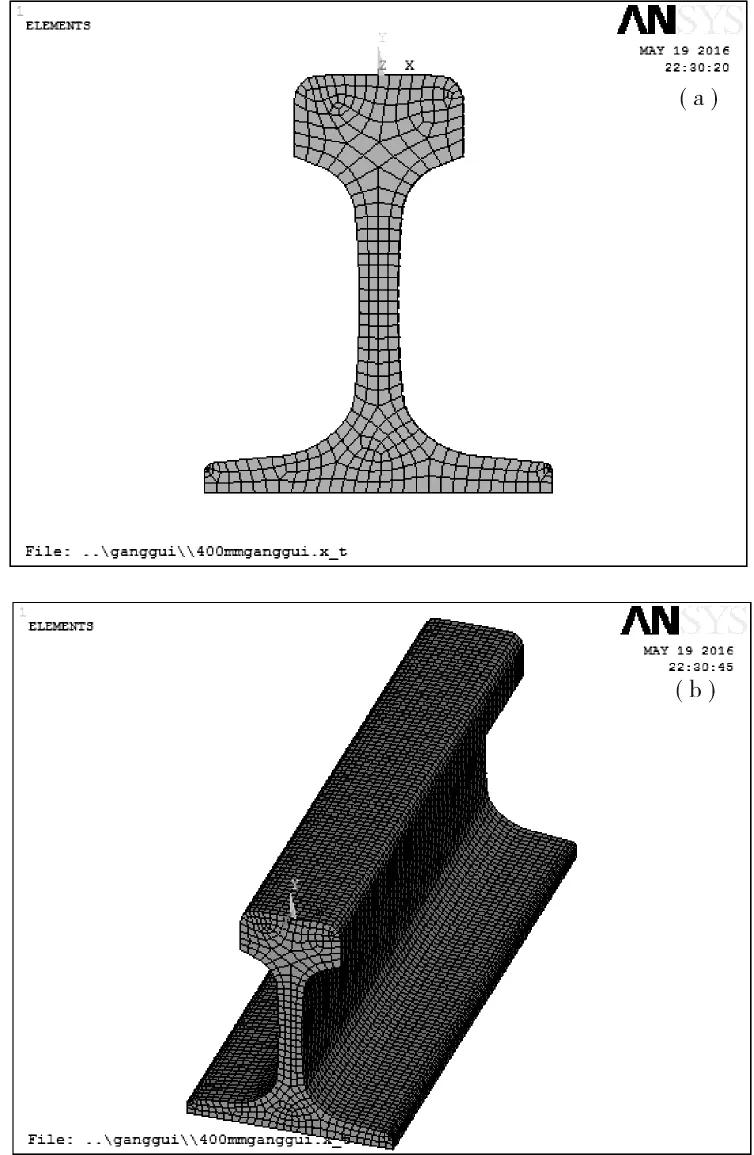
(a)钢轨截面网格图;(b)整体网格图图2 计算模型网格图Fig.2 Grid of calculation model
进行焊接温度场仿真分析需要确定的热物理参数,有导热系数、密度、比热容以及焊件的初始温度等。本文使用60 kg/m钢轨的热物理性能参数见表1。

表1 60 kg/m钢轨热物理性能参数Table 1 Thermal physical properties of 60 kg/m rail
2 试验验证分析
钢轨表面加热试验是采用长400 mm的60 kg/m钢轨,利用红外测温仪测温的方法,对钢轨表面持续一定的时间浇开水(100 ℃),测量出在距离加热点背面一侧沿钢轨纵向上的温度分布情况,并画出温度分布曲线。
实验所用红外测温仪型号为GM500型,该测温仪使用工业级传感器和定位激光,测量稳定、反应灵敏。测量物体温度时,只需要1 s即可获得被测物体的表面温度,操作简单,快捷方便。同时测温仪也不会损坏被测物体。由于不同材料有不同的反射率,所以在测量前必须先调节测量的反射率,才能测量出比较准确的温度值。本实验测量钢轨的温度使用的反射率为0.97。
试验装置见图3,其验证试验过程为:
1)先把模具、模夹装配完好把模具、模夹卡在钢轨焊接处,调节模夹的调节螺丝并夹紧,保持模具的水平,用密封装置把模具成型小孔堵上,防止漏水;
2)由于钢轨加热侧有夹具,所以以钢轨加热点背面为起点,往钢轨纵向标记尺寸,分别为0,20,40,60,80,100和120 mm;
3)用红外测温仪记录室温下钢轨的温度,然后打开模具上盖,开始往模具里面浇开水,持续时间5~10 min尽量保证加热点温度为100 ℃;
4)迅速用红外测温仪测量各个标记点的温度值并记录;
5)为保证数据测量的重复性和准确性,待钢轨冷却至常温,重复试验3次。

图3 钢轨温度分布验证试验Fig.3 Verification test of rail temperature distribution

(a) 试验数据;(b) 仿真数据图4 仿真和试验数据对比Fig.4 Comparison of simulation and test data
整理试验数据和仿真数据,其对比分析结果如图4所示。从2个温度曲线图可以看出,钢轨加热试验结果与有限元数值模拟结果接近,试验数据偏小一些,可能是试验过程中的热量损失导致,但整体变化规律和分布范围一致,所以,本文建立的钢轨放热焊接有限元模型和仿真计算是准确可信的。
3 仿真结果讨论
实际施工过程中钢轨放热焊焊接的操作过程与试验验证的操作流程基本一样,不同的是焊接时温度达到1 500 ℃。仿真真实现场过程设置的参数为:长1 000 mm的60 kg/m轨道结构,室温25 ℃,温度载荷1 500 °C。边界条件设置如下:
1)施加温度载荷。在模具焊接点与钢轨接触的轨腰上施加温度载荷为1 500 °C。
2)施加初始温度。钢轨放热焊焊接过程为瞬态热分析过程,需要施加初始温度。初始温度定义为室温25 °C,焊点附近预热温度分别为25,150,200,300和500 ℃。
3)设置求解选项。在热的瞬态分析中,可以使用几个载荷步来完成阶跃或者渐变的边界条件;而对于随时间变化有改变的边界条件,可以只使用一个载荷步来定义时间点。
4)设置温度偏移量。由于ANSYS软件默认当前使用的温度值为华氏温度,应该定义一个温度偏移量将其转化为绝对温度。设置温度偏移量实际上是单位的换算,摄氏温度与绝对温度的偏移量为273。
5)求解。ANSYS软件中有不同的求解器,选择求解器的核心是根据需要求解节点的自由度数目和计算时间进行选择。
仿真计算结果分别如图5~9所示。

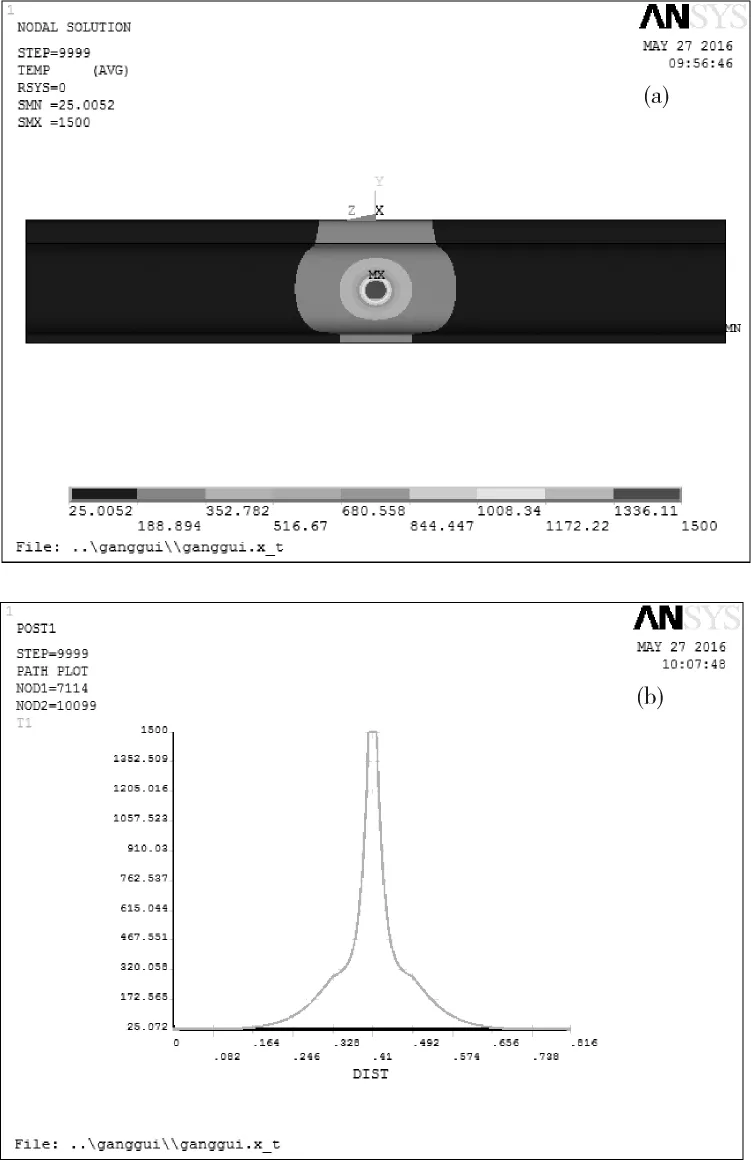
(a)温度云图;(b)温度分布图5 预热温度为25 ℃时焊接钢轨温度分布Fig.5 Temperature distribution of welded rail when preheat temperature is 25 ℃
从以上5种工况的仿真结果可以看出,预热温度为25 °C时温度场的分布范围最小,预热温度为500 °C时温度场分布范围最大。预热的温度越高,焊后钢轨的温度场范围就越广,无疑会增加焊后保温的难度。同时,焊接后钢轨从高温快速降温的过程中,马氏体的生成温度点在150 °C左右,所以焊接后钢轨温度达到150 °C以上的区域为保温范围,具体如下:
1)预热温度为25 °C时,由焊接放热所引起的温度变化范围大概在以焊接点处为中心,钢轨纵向
(a)温度云图;(b)温度分布图6 预热温度为150 ℃时焊接钢轨温度分布Fig.6 Temperature distribution of welded rail when preheat temperature is 150 ℃

(a)温度云图;(b)温度分布图7 预热温度为200℃时焊接钢轨温度分布Fig.7 Temperature distribution of welded rail when preheat temperature is 200 ℃

(a)温度云图;(b)温度分布图8 预热温度为300 ℃时焊接钢轨温度分布Fig.8 Temperature distribution of welded rail when preheat temperature is 300 ℃

(a)温度云图;(b)温度分布图9 预热温度为500 ℃时焊接钢轨温度分布Fig.9 Temperature distribution of welded rail when preheat temperature is 500 ℃
方向0.4 m的范围内,温度达到150 °C以上的范围为0.17 m;
2)预热温度为150 °C时,由焊接放热所引起的温度变化范围大概在以焊接点处为中心,钢轨纵向方向上0.5 m的范围内,温度达到150 °C以上的范围为0.26 m;
3)预热温度为200 °C时,由焊接放热所引起的温度变化范围大概在以焊接点处为中心,钢轨纵向方向上0.55 m的范围内,温度达到150 °C以上的范围为0.30 m;
4)预热温度为300 °C时,由焊接放热所引起的温度变化范围大概在以焊接点处为中心,钢轨纵向方向上0.6 m的范围内,温度达到150 °C以上的范围为0.34 m;
5)预热温度为500 °C时,由焊接放热所引起的温度变化范围大概在以焊接点处为中心,钢轨纵向方向上0.7 m的范围内,温度达到150 °C以上的范围为0.40 m。
4 预热保温措施
1)从各种预热温度工况下的温度分布情况可以看出,预热温度的高低对焊接温度场覆盖的范围以及马氏体生成温度点以上范围影响较大,且预热温度越高对技术和成本的投入则越多。本文中对钢轨进行焊前预热的目的是清除钢轨焊接部位表面的水分以及杂质,所以对预热的温度和范围要求不是很高,结合成本和技术分析,只要焊前对钢轨焊接部位附近0.2~0.25 m的范围进行预热至150 °C以下,或100 °C即可。
2)由于已经确定焊前预热的温度为150 °C以下,则可以从150 °C预热的路径图来确定焊后需要保温的范围。根据路径图可以得出,距离钢轨焊接点处左右0.13 m范围内钢轨的温度在150 °C以上,所以保温的范围为以钢轨焊接点为中心向钢轨纵向两边各0.13 m的区域内。由于保温时是在钢轨焊接背面一侧进行,所以保温的范围要比温度达到150 °C以上的范围大一些,建议在焊接点中心向钢轨两侧正负0.15 m的区域内。
3)钢轨在焊后降温的过程中,马氏体生成的温度点在150 °C左右,所以在钢轨温度降到该温度之前要对钢轨进行保温。由于实际施过程工温度控制比较难,建议保温的温度为200~250 °C范围,时间根据施工具体要求尽量延长。
5 结论
1)通过试验数据和仿真数据的对比分析,钢轨有限元模型的网格划分和仿真计算结果可信;
2)随着预热温度的升高,放热焊接所引起钢轨的温度变化范围扩大,同时由温度快速下降产生马氏体的150 °C温度点以上的范围变大;
3)建议焊前对钢轨焊接部位附近0.2~0.25 m的范围进行预热,温度在150 °C以下较好,或100 °C即可,清除钢轨焊接部位表面的水分以及杂质;
4)保温的范围建议在焊接点中心钢轨背面的两侧正负0.15 m的区域内,保温的温度为200~250 °C范围,为了减缓钢轨温度的快速下降,保温时间尽量持续在10~15 min。
[1] 陈朝阳,周清跃,张银花,等. 试验用贝氏体钢轨钢连续冷却曲线的测定及组织特征[J]. 铁道学报,2005, 27(3):35-39. CHEN Zhaoyang,ZHOU Qingyue,ZHANG Yinhua,et al.Determination of CCT curves and characteristics of microstructure of testing bainitic rail steels[J]. Journal of the China Railway Society,2005, 27(3):35-39.
[2] 刘丰收,张银花,陈朝阳,等. 基于焊接的UIC900A及U75V钢轨钢的连续冷却特性[J]. 中国铁道科学,2005, 26(6):63-68. LIU Fengshou,ZHANG Yinhua,CHEN Zhaoyang,et al. Characteristics of continuous cooling of UIC900A and U75V rail steel for welding[J]. China Railway Science, 2005, 26(6):63-68.
[3] 张银花,周清跃,陈朝阳,等. 钢轨闪光焊焊接接头轨面横向裂纹成因分析[J]. 中国铁道科学,2006, 27(1):59-63. ZHANG Yinhua,ZHOU Qingyue,CHEN Zhaoyang,et al. Research on transversal cracks in the tread of flash welding joints of rails[J]. China Railway Science,2006, 27(1):59-63.
[4] Wang J, Ueda Y, Murakawa H, et al. Improvement in numerical accuracy and stability of 3-D FEM analysis in welding[J]. Welding Journal, 1996, 75(4):129-134.
[5] Perret W, Schwenk C, Rethmeier M. Comparison of analytical and numerical welding temperature field calculation [J]. Computation Materials Science, 2010, 47(4):1005-1015.
[6] Jerzy Winczek. Analytical solution to transient temperature field in a half-infinite body caused by moving volumetric heat source[J]. International Journal of Heat and Mass Transfer, 2010, 53(25-26):5774-5781.
[7] 韩钰,聂京凯,冯卫民,等. 接地装置连接用放热焊粉研制及接头性能研究[J]. 电力建设,2011,32(1):91-93. HAN Yu,NIE Jingkai,FENG Weimin,et al. Development of exothermic welding solder and study on the properties of welded joints for grounding connection[J]. Electric Power Construction,2011,32(1):91-93.
[8] 郁坚. 接地线采用放热焊接的质量分析及建议[J]. 电力与能源,2011,32(5):427-430. YU Jian. Earth wire using exothermic welding quality analysis and advice[J].Electricity and Energy,2011,32(5):427-430.
[9] 周洋,向俊,余翠英,等. 温度载荷作用下高速铁路无砟轨道伤损反演分析[J]. 铁道科学与工程学报,2016, 13(1):1-8. ZHOU Yang, XIANG Jun, YU Cuiying,et al. Inversion analysis of damage of ballastless track in high-speed railway under temperature loads[J]. Journal of Railway Science and Engineering, 2016, 13(1):1-8.
[10] 刘柯,戴公连,朱乾坤. 简支铁路箱粱与轨道结构温度场仿真分析[J]. 铁道科学与工程学报,2016, 13(4):613-618. LIU Ke,DAI Gonglian, ZHU Qiankun. Simulation analysis of temperature field of simply-supported railway box girder and track structure[J]. Journal of Railway Science and Engineering, 2016, 13(4):613-618.
[12] 孙长青,张洪才,刘劲涛,等. 基于有限元法分析焊接参数对其温度场的影响[J]. 焊接学报,2014, 43(4):16-18. SUN Changqing,ZHANG Hongcai, LIU Jintao,et al. Analysis of effect of welding parameters on temperature field based on finite element method [J]. Welding Technology, 2014, 43(4):16-18.
Research on temperature distribution, preheating and heat preservation of rail under exothermic welding
HUANG Zundi,CHANG Ning,FENG Zhenfu,YU Qizhi
(School of Rail Transportation,Wuyi University,Jiangmen 529020,China)
In the construction process of Rail transit lines, a lot of wire connectors will be welded on the rail. When heat treatment can not be handled properly, Martensite will exist in the rail, and that will make the rail structure embrittlement and poor toughness. At last, it will affect the safety of the vehicle. In this paper, experiment and simulation analysis are compared for mutual proof. After finite element model of rail has been built, temperature distribution of welded rail and the influence range of Martensite temperature point are got from different preheating condition. In this paper, the exothermic welding rail preheating and heat preservation measures are proposed. These findings can provide a theoretical basis for the rail transit line construction.
exothermic welding; rail; temperature distribution; preheating; heat preservation
2016-07-22
江门市基础与理论科学研究类计划项目(江科[2014]145号)
黄尊地(1987-),男,山东济宁人,博士研究生,讲师,从事轨道交通车辆研究;E-mail:wyuhzd@163.com
U213.46
A
1672-7029(2016)12-2490-06
猜你喜欢
山东冶金(2022年1期)2022-04-19
舰船科学技术(2021年12期)2021-03-29
装备制造技术(2020年1期)2020-12-25
电子制作(2019年19期)2019-11-23
热处理技术与装备(2019年4期)2019-09-13
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年8期)2017-11-27
海军航空大学学报(2015年1期)2015-11-11
中国铁道科学(2015年5期)2015-06-21
中国铁道科学(2015年4期)2015-06-21