
成捆圆钢端面自动贴标系统设计
2016-12-19 02:32张付祥蔡立强李伟峰黄风山
河北科技大学学报 2016年6期
张付祥,蔡立强,李伟峰,黄风山
(河北科技大学机械工程学院,河北石家庄 050018)
成捆圆钢端面自动贴标系统设计
张付祥,蔡立强,李伟峰,黄风山
(河北科技大学机械工程学院,河北石家庄 050018)
为实现钢铁企业成捆圆钢端面贴标的自动化,在分析圆钢生产工艺的基础上设计出一套成捆圆钢端面自动贴标系统。该系统包括机器视觉定位单元、供标单元、供压单元、自动贴标单元、激光测距单元和上位机通信控制单元等,采用机器视觉定位单元进行圆钢端面中心的平面定位,通过自动贴标单元实现成捆圆钢端面的自动贴标。在实验室条件下对系统进行测试,结果表明,该自动贴标系统可有效地解决人工贴标中存在的错贴、漏贴等问题,实现成捆圆钢端面高效、稳定的自动贴标。该系统可用于钢铁企业中成捆圆钢端面的自动化贴标。
工业机器人技术;成捆圆钢;自动贴标;贴标机器人;机器视觉;定位
自动贴标装置就是利用黏合剂把纸或金属箔标签粘贴在规定的包装容器上的设备。目前,市场上自动贴标装置品种繁多,样式各异[1-3],但其主要是应用在体积小、质量轻的中小型物料上,针对质量和体积都比较大(如成捆圆钢)时,当前的贴标装置则不太适用。近年来,工业机器人依靠其工作效率高、重复定位好、工作稳定、可靠等优点得以迅猛的发展[4-6],以工业贴标机器人代替传统的手工贴标可极大地提高贴标的质量和效率。机器视觉就是用机器代替人眼来做测量和判断,用机器视觉检测方法可以提高生产效率和生产的自动化程度[7-8],而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。利用机器视觉对圆钢中心进行自动定位[9-13],利用贴标机器人进行标签的提取与粘贴,可有效地解决人工贴标中存在的错贴、漏贴等问题,实现圆钢端面快速、稳定、高效地自动化贴标[14-16]。
1 成捆圆钢端面贴标工艺分析及方案的确定
1.1 成捆圆钢端面贴标工艺分析
目前,成捆圆钢标记主要是在储钢库房中,其标记的方式主要是通过人工将打印好的不干胶标签粘贴在成捆圆钢端面上。以石家庄钢铁有限责任公司为例,成捆圆钢端面贴标的主要工艺参数如下:
圆钢的直径范围:30~110 mm,最常见40~70 mm;
圆钢捆的直径:一般小于360 mm;
圆钢长度:4~12 m;
圆钢捆的质量:2.5 t左右;
圆钢根数:依据成捆圆钢质量、圆钢长度以及直径算出;
圆钢端面温度:常温;
圆钢捆中各圆钢端面轴向最大距离:50 mm;
标签的形式和尺寸:圆形标签共有25,40,50,90 mm 4种规格;
标签内容:主要为QS标识和圆钢的信息;
标签材质:不干胶标签;
标签粘贴形式:单面。
1.2 成捆圆钢贴标方案
成捆圆钢自动贴标系统通过厂内局域网与厂内的MES系统或ERP系统进行数据通信,接收厂内待贴标圆钢的产品信息以及上传贴标日志,并进行一系列如标签打印、圆钢端面中心定位、取标、贴标等动作,最终将不干胶标签粘贴到指定的圆钢端面中心,并达到一定的粘贴精度和强度要求。贴标方案直接影响着自动贴标的运行方式和贴标的效果。依圆钢贴标的实际需求确定贴标的工序流程如图1所示。

图1 自动贴标流程图Fig.1 Flow chart of automatic labeling
2 成捆圆钢贴标系统的搭建
2.1 成捆圆钢贴标的原理
本自动贴标系统初步应用在圆钢探伤车间,成捆圆钢在探伤完成并打好捆后通过输送链输送到贴标工位,安装在贴标工位的位置传感器检测成捆圆钢的到位信号后将信号上传至上位机通信控制单元,上位机通信控制单元与系统中的其他单元建立联系并对各单元进行相关的初始化。机器视觉单元采集成捆圆钢的端面图像并将相关的信息上传至上位机通信控制单元,上位机通信控制单元对成捆圆钢端面的图像进行处理,确定圆钢圆心的像面坐标,并将其转换为贴标机器人世界坐标系坐标,进而初步确定贴标机器人的贴标位姿。在确定贴标位姿后,上位机通信控制单元利用贴标机器人的运动学反解计算出贴标机器人各关节的转角,通过以太网将数据传送给贴标机器人并控制其进行自动贴标。同时,上位机通信控制单元与供压单元和供标打印单元进行通信,进而完成正负压的实时供给和标签的实时打印。贴标机器人开始贴标运动后,安装在其末端的激光测距仪会实时采集机器人末端与圆钢端面的距离,并将数据上传至上位机通信控制单元。上位机通信控制单元在获取距离信息后对贴标机器人的贴标位姿进行实时数据更新并对贴标机器人的运动进行微调,以确保贴标的稳定、准确以及安全。
当对成捆圆钢进行批量贴标时,成捆圆钢自动贴标系统会重复上述的通信及动作,以实现成捆圆钢的自动贴标。成捆圆钢自动贴标系统通信控制的基本原理如图2所示。

图2 自动贴标系统通信控制原理Fig.2 Communication control principle of the automatic labeling system
2.2 成捆圆钢自动贴标系统整体结构设计

图3 成捆圆钢端面自动贴标系统结构图Fig.3 Structure of automatic labeling system on the end surfaces of bundles of round steels
成捆圆钢自动贴标系统由上位机通信控制单元、供压单元、供标单元、自动贴标单元、激光测距单元和机器视觉定位单元组成。其中,上位机通信控制单元是整个系统的控制核心部分,其对上可通过厂内的局域网与厂内的控制系统进行交互,实现数据的流通;对下可通过各种接口与自动贴标系统中的其他单元进行相关的通信,实现对各单元的控制。成捆圆钢自动贴标系统中的各单元通过上位机通信控制系统的协调控制共同实现了成捆圆钢端面的识别、圆钢的中心定位、标签的实时打印、正负压的实时变换、标签的提取与粘贴等一系列的贴标动作,自动贴标系统总体结构图如图3所示。
2.2.1 机器视觉定位单元

图4 各坐标系之间的关系Fig.4 Relationship between the different coordinate systems
机器视觉定位单元主要是用来实现对成捆圆钢端面中心定位,其硬件主要包括闪光灯、CCD传感器和标定板等。在首次图像采集前需要使用标定板对CCD传感器进行标定[17-20],以便求取成像平面坐标系与图像坐标之间的比例系数,光轴中心点的图像平面坐标,镜头畸变系数等CCD摄像机内部参数,以及像面坐标系与外部参考坐标系之间的变换关系的CCD摄像机外部参数。通过对CCD摄像机内外参数的确定,最终找出空间物体的三维坐标与CCD摄像机二维像面坐标之间的关系。CCD摄像机像面坐标系与世界坐标系及机器人基座坐标系的关系如图4所示。
机器视觉定位单元在完成标定后即可对成捆圆钢的端面进行平面图像采集,然后对采集到的RGB图像进行灰度化处理,并利用滤波方法对图像进行噪声消除,提高图像的质量,并对图像灰度进行调整,增强图像的对比度,使图像变得清晰。利用高帽算法对图像进行增强,把圆钢端面的图像与背景图像分离开来,使目标物的图像更加清晰。之后对圆钢的像素点进行统计并去除干扰点,再对图像进行分割,对分割后的图像进行边缘检测[21-22],提取出一种细化后的阶梯图像作为圆钢端面边缘检测后的图像,最终利用质心法求取圆钢端面中心的平面坐标。
2.2.2 自动贴标单元
自动贴标单元主要包括贴标机器人、连接器和带有一定滑动行程的真空吸盘等。贴标机器人选用的是Universal Robots公司的6自由度工业机器人UR5,其各连杆的D-H参数如表1所示。为应对成捆圆钢端面的不平整,在贴标机器人的末端安装有一定滑动行程的真空吸盘,可在一定范围内对圆钢端面的轴向位置进行补偿,可简化贴标机器人的运动。

表1 UR5机器人的D-H参数
利用贴标机器人各连杆的D-H参数可求得贴标机器人各连杆坐标系之间的变换矩阵,并利用齐次坐标变换的方法建立起贴标机器人的运动学方程,结合UR5机器人的D-H参数可得贴标机器人的运动学方程:
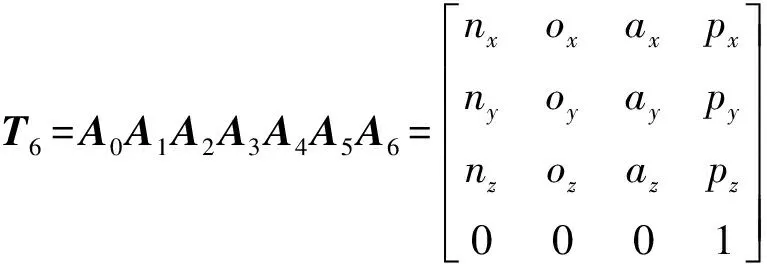
其中:A0是机器人坐标系与基础坐标系之间的变换矩阵:A1—A6分别代表UR5机器人第1至第6连杆之间的变换矩阵。用si和ci分别代表sinθi和cosθi,则可得变换矩阵A0—A6的表达式为



用c23表示cos(θ2+θ3),s23表示sin(θ2+θ3),s234表示sin(θ2+θ3+θ4),c234表示cos(θ2+θ3+θ4),下文同理;x,y,z表示贴标机器人在基础坐标系中的坐标值,则贴标机器人在基础坐标系上各位姿的表达式为
nx=s6s234c1-c6s1s5-c1c234c5c6,
ny=s6c234+c5c6c234,
nz=-c1c6s5+c5c6s1c234-s1s6s234,
ox=s6s1s5+c1c5s6c234+c1c6s234,
oy=c6c234-c5s6s234,
oz=c1s5s6-c5s1s6c234-c6s1s234,
ax=s5c1c234-s1c5,
ay=-s5s234,
az=-s1s5c234-c1c5,
px=x-d4s1-a2c1c2-d6c5s1-d5c1s234+d6s5c1c234-a3c1c23,
py=y+a2s2+a3s23-d6s5s234-d5c234+d1,
pz=z-d4c1-d6c1c5+a2c2s1+d5s1s234-d6s1s5c234+a3s1c23。
在正解的基础上采用解析法[23]中的分离变量法[24]求取UR5机器人的反向运动学的解析解为




2.2.3 供压单元

图5 供压单元示意图Fig.5 Diagram of the pressure unit
供压单元主要包括气压源、电磁换向阀、正压连接管路、负压连接管路、真空发生器和气动三通接头等。电磁换向阀通过连接管路与气压源、真空发生器以及气动三通接头相连,可控制整体气路的通断以及高压气体的流向。当电磁换向阀处于断开状态时,供压单元与整套系统的气路处于断开状态,不为整套系统提供气压;当电磁换向阀换向使气压源与正压连接管路连通时,气压源的高压气体会直接通过气动三通接头输出至整个系统,为整套贴标系统提供正气压;当电磁换向阀换向使气压源与负压连接管路连通时,气压源的高压气体则通过真空发生器变为负压,负压通过气动三通管路输出至整套系统,为贴标系统提供负压。这样供压单元就实现了整套系统的正负压的输出,供压单元的结构示意图如图5所示。
3 成捆圆钢自动贴标系统电气控制系统设计
3.1 通信系统设计
成捆圆钢自动贴标系统的通信控制核心是上位机通信控制单元。上位机通信控制单元对上可通过网络与厂内的MES系统或ERP系统进行数据通信,下载或上传相关的数据,实现数据的交互;对下可以通过相关的接口与各单元进行通信,调控各单元的动作,最终实现信息的流通与交互。
在自动贴标系统开始运行时,上位机通信控制单元首先通过厂内的局域网与厂内的数据库建立联系,下载成捆圆钢的相关数据并将其保存在自己的内存中,之后上位机通信控制单元与成捆圆钢自动贴标系统中的其他各单元建立通信,并对各单元进行初始化[25]。成捆圆钢输送到位后,检测成捆圆钢到位信号的位置传感器通过I/O接口将信息传递给数据采集卡并最终将其传送给上位机通信控制单元,上位机通信控制单元与机器视觉定位单元通过USB接口建立通信,实现对成捆圆钢端面的数据采集与处理,并最终确定每根圆钢中心的平面坐标。上位机通信控制单元在获取成捆圆钢中心的平面坐标后会初步设定一个安全的圆钢端面轴向距离,并结合圆钢的姿态初步给出贴标机器人的贴标位姿。上位机通信控制单元会对贴标位姿进行反解,并通过以太网控制贴标机器人进行自动贴标。贴标机器人在贴标时,安装在其末端的激光测距仪会通过RS232总线接口将贴标机器人末端距圆钢端面的轴向距离实时反馈给上位机通信控制单元,上位机通信控制单元通过激光测距仪反馈的轴向距离实时地更新贴标位姿以及贴标机器人各关节的转角,最终实现圆钢端面的准确定位。
贴标机器人在自动贴标时,上位机通信控制单元还会与供压单元和供标单元进行实时的通信,以实现正负压的实时供给以及标签的实时打印,最终实现成捆圆钢的自动贴标。贴标完成后,上位机通信控制单元会与厂内的MES系统或ERP系统建立通信,上传贴标日志,以方便管理者查阅。贴标系统的通信系统构架如图6所示。
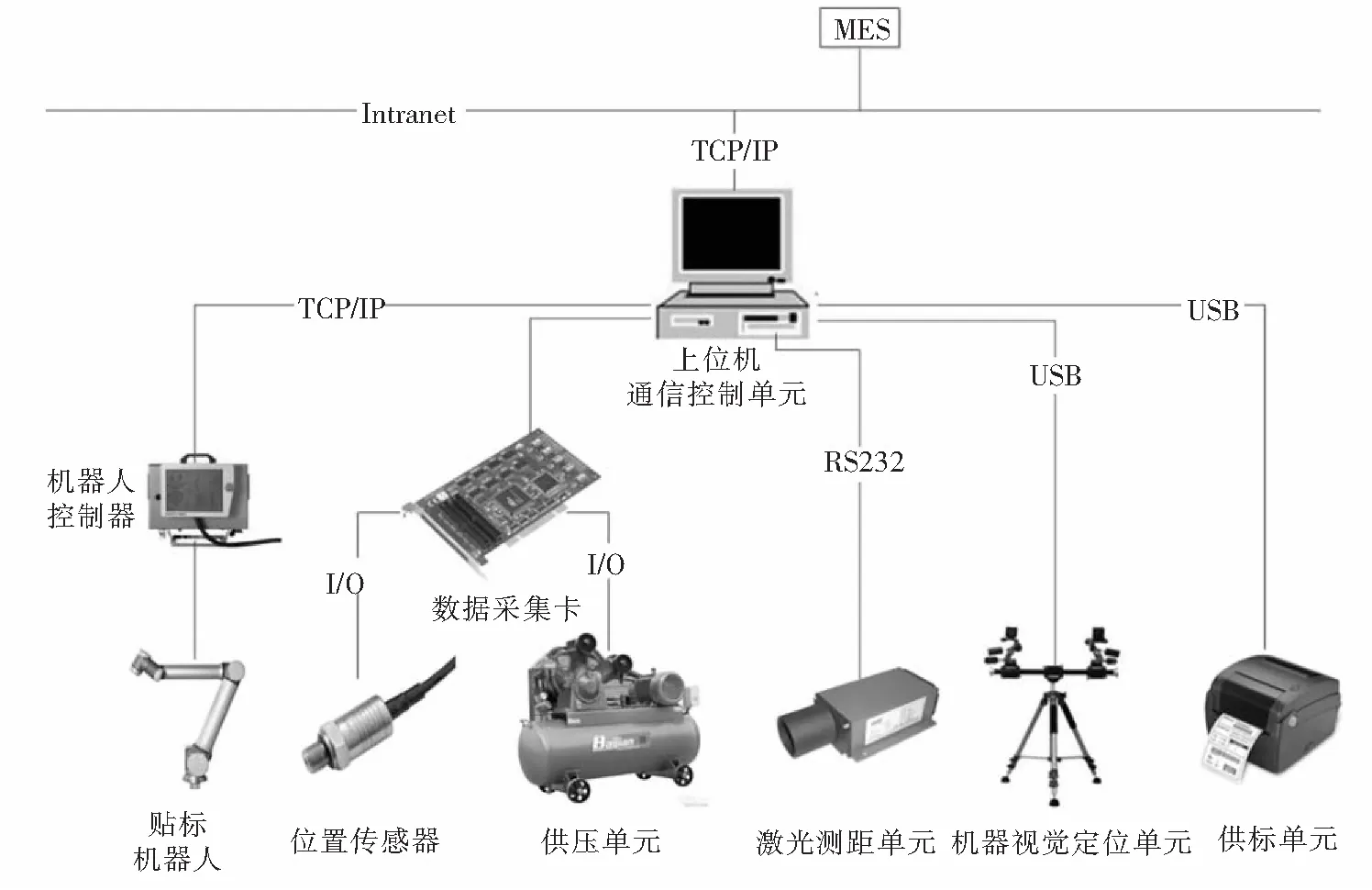
图6 自动贴标系统通信架构Fig.6 Communication structure of the automatic labeling system
3.2 控制系统设计
成捆圆钢控制系统的硬件主要是工控机,工控机通过与各单元建立通信以实现对各单元的控制。本控制系统采用顺序控制方式,按照预先的程序进行循环工作。在贴标开始时,上位机通信控制单元首先执行通信程序,向厂内的MES系统或ERP系统发送相关的数据申请,获取并下载成捆圆钢的相关数据。之后上位机通信控制单元执行相关的控制程序,控制机器视觉定位单元对成捆圆钢端面进行图像采集、处理以及中心定位,并调用贴标机器人反解程序将数据转换为贴标机器人的各关节转角,并控制贴标机器人进行自动贴标。

图7 自动贴标系统控制界面Fig.7 Control interface of the automatic labeling system
在贴标过程中,上位机通信控制单元需要与供压单元、激光测距单元和供标单元建立通信,协调各单元的工作速度使各单元同步,共同完成自动贴标过程,是整个系统控制的核心,控制界面如图7所示。
4 自动贴标效果展示
为了验证成捆圆钢自动贴标系统的自动贴标效果,本团队在实验室的条件下对整套系统进行了测试。在确定机器视觉单元和自动贴标单元的相对位姿后,对CCD摄像机进行了标定并求取CCD摄像机的内外参数,之后随机摆放一捆圆钢,利用机器视觉定位系统对圆钢端面进行图像采集、处理以及中心定位,利用贴标机器人进行自动贴标,贴标过程及贴标效果如图8—图10所示。

图8 成捆圆钢端面结构
Fig.8 Structure of end surfaces of a bundle of round steels
图9 自动贴标展示
Fig.9 Automatic labeling
图10 贴标效果展示
Fig.10 Labeling effect
5 结 语
通过分析现有的成捆圆钢生产工艺,设计出了一套由供压单元、机器视觉定位单元、供标单元、激光测距单元、自动贴标单元和上位机通信控制单元组成的成捆圆钢端面自动贴标系统。该系统通过机器视觉进行定位,通过贴标机器人进行自动贴标,可在无人干预的情况下进行自动贴标,提高了成捆圆钢贴标的精度和准确率。成捆圆钢端面自动贴标系统能够对钢厂生产出的不同型号的圆钢进行自动贴标,其控制方式简单,人机界面友好,操作方便,贴标范围大,机械结构稳定,出错概率低,能够有效地提高贴标质量和效率,提高钢厂的市场竞争力。
[1] 张芙蓉. 全自动粘贴式贴标机[J]. 轻工机械, 1997(3): 33-35. ZHANG Furong. Automatic paste type labeling machine [J]. Light Industry Machinery, 1997(3): 33-35.
[2] 孙静. 全自动气动贴标机的研究与开发[D]. 南京:南京理工大学, 2004. SUN Jing. The Research and Development of the Automatic Pneumatic Labeling Machine [D]. Nanjing: Nanjing University of Science and Technology, 2004.
[3] 李凌, 呼咏, 梁宁, 等. 自动试管贴标机的设计与研究[J]. 包装工程, 2014, 35(9): 85-88. LI Ling, HU Yong, LIANG Ning, et al. Design and research of an automatic tube labeling machine [J]. Packaging Engineering, 2014, 35(9): 85-88.
[4] 谭民, 王硕. 机器人技术研究进展[J]. 自动化学报, 2013, 39(7): 963-972. TAN Min, WANG Shuo. Research progress on robotics [J]. Acta Automatica Sinica, 2013, 39(7): 963-972.
[5] 骆敏舟, 方健, 赵江海. 工业机器人的技术发展及其应用[J]. 机械制造与自动化, 2015, 44(1): 1-4. LUO Minzhou, FANG Jian, ZHAO Jianghai. The development and the application of the industrial robot technology [J]. Machine Building & Automation, 2015, 44(1): 1-4.
[6] 计时鸣, 黄希欢. 工业机器人技术的发展与应用综述[J]. 机电工程, 2015, 32(1): 1-13. JI Shiming, HUANG Xihuan. Review of development and application of industrial robot technology [J]. Journal of Mechanical & Electrical Engineering, 2015, 32(1): 1-13.
[7] 章国红, 辛斌杰. 图像处理技术在纱线毛羽检测方面的应用[J]. 河北科技大学学报, 2016, 37(1): 76-82. ZHANG Guohong, XIN Binjie. Application of image processing technology in yarn hairiness detection [J]. Journal of Hebei University of Science and Technology, 2016, 37(1): 76-82.
[8] 方珩, 辛斌杰, 刘晓霞, 等. 一种新型纱线毛羽图像特征识别算法的研究[J]. 河北科技大学学报, 2015, 36(1): 63-72. FANG Heng, XIN Binjie, LIU Xiaoxia, et al. Research of a novel method for measuring yarn hairiness based on image recognition [J]. Journal of Hebei University of Science and Technology, 2015, 36(1): 63-72.
[9] 张五一, 赵强松, 王东云. 机器视觉的现状及发展趋势[J]. 中原工学院学报, 2008, 19(1): 9-12. ZHANG Wuyi, ZHAO Qiangsong, WANG Dongyun. Actualities and developing trend of machine vision [J]. Journal of Zhongyuan University of Technology, 2008, 19(1): 9-12.
[10]ROUMELIOTIS S I, JOHNSON A E, MONTGOMERY J F. Augmenting inertial navigation with image-based motion estimation [C]// Proc of the IEEE International Conference on Robotics and Autonation. Washington: [s.n.], 2002: 4326-4333.
[11]REMBE C, MULLER R S. Measurement system for full three-dimensionalal motion characterization of MEMS [J]. Journal of Microelectromechanical Systems, 2002, 11(5): 479-488.
[12]HASHIMOTO M, OBA M, TOMIIE T. Mobile robot localization using color signboard [J]. Mechatronics, 1999(9): 633-656.
[13]HELMICK D M, YANG C, CLOUSE D S, et al. Slip compensation for a mars rover [C]// IEEE/RSJ International Conference on Intelligent Robots and Systems. Edmonton: [s.n.], 2005: 1419-1426.
[14]魏会芳, 孙首群, 徐海慧. 钢卷自动贴标机的设计与研究[J]. 机械工程与自动化, 2015(2): 126-128. WEI Huifang, SUN Shouqun, XU Haihui. Design and research of automated labeling machine for steel coil [J]. Mechanical Engineering & Automation, 2015(2):126-128.
[15]林铭强. 选择自动贴标机的六大原因[J]. 中国物流与采购, 2013(13): 56. LIN Mingqiang. The six reasons for choose automatic labeling machine [J]. China Logistics & Purchasing, 2013(13): 56.
[16]吴学礼, 刘浩南, 许晴. 机器人手臂控制系统的设计与研究[J]. 河北科技大学学报, 2014,35(4): 361-365. WU Xueli, LIU Haonan, XU Qing. Design and research of robot arm control system [J]. Journal of Hebei University of Science and Technology, 2014, 35(4): 361-365.
[17]王政, 胡志雄. 基于张正友标定算法的内参数线性与非线性解算[J]. 郑州师范教育, 2013,2(2): 63-66. WANG Zheng, HU Zhixiong. Linear and nonlinear solving methods of camera intrinsic parameters based on Zhang’s algorithm [J]. Journal of Zhengzhou Normal Education, 2013, 2(2): 63-66.
[18]崔鹏飞. 基于BP神经网络的摄像机标定方法[D]. 哈尔滨:哈尔滨工业大学, 2013. CUI Pengfei. Research of the Camera Calibration Methods Based on Neural Network [D]. Harbin: Harbin Institute of Technology, 2013.
[19]张铖伟, 王彪, 徐贵力. 摄像机标定方法研究[J]. 计算机技术与发展, 2010, 20(11): 174-179. ZHANG Chengwei, WANG Biao, XU Guili. A study on classification of camera calibration methods [J]. Computer Technology and Development, 2010, 20(11): 174-179.
[20]陈小天. 摄像机标定技术研究[D]. 长沙:国防科学技术大学, 2003. CHEN Xiaotian. Research on Technique of Camera Calibration [D]. Changsha: National University of Defense Technology, 2003.
[21]李保章, 崔彦平, 李荣廷. 视觉测量中基元特征亚像素提取方法的研究[J]. 河北科技大学学报, 2012, 33(2): 146-149. LI Baozhang, CUI Yanping, LI Rongting. Extraction of feature primitives of computer vision [J]. Journal of Hebei University of Science and Technology, 2012, 33(2): 146-149.
[22]王晋,潘宏侠,赵润鹏.基于多尺度小波的图像增强算法[J].河北工业科技,2011,28(6):369-371. WANG Jin,PAN Hongxia, ZHAO Runpeng.Image enhancement algorithm based on multi-scale wavelet[J].Hebei Journal of Industrial Science and Technology,2011,28(6):369-371.
[23]王雪松, 许世范, 郝继飞. MOTOMAN机械手逆运动方程新的推导方法及求解[J]. 中国矿业大学学报, 2001, 30(1): 75-78. WANG Xuesong, XU Shifan, HAO Jifei. New inferential method and efficient solutions for inverse kinematics equations of robot MOTOMAN [J]. Journal of China University of Mining & Technology, 2001, 30(1): 75-78.
[24]张付祥, 史文军. 双臂液压钻车的逆运动学求解[J]. 机械设计与制造, 2015(8): 147-149. ZHANG Fuxiang, SHI Wenjun. Inverse kinematics solver of a 2-arm hydraulic drill carriage [J]. Machinery Design & Manufacture, 2015(8): 147-149.
[25]郑庆元, 任志军, 李亚, 等. 自动贴标机系统设计[J]. 数字技术与应用, 2015(8): 157. ZHENG Qingyuan, REN Zhijun, LI Ya, et al. The design of automatic labeling machine system [J]. Digital Technology and Application, 2015(8): 157.
Design of automatic labeling system on the end surfaces of bundles of round steels
ZHANG Fuxiang, CAI Liqiang, LI Weifeng, HUANG Fengshan
(School of Mechanical Engineering, Hebei University of Science and Technology, Shijiazhuang, Hebei 050018, China)
To achieve automatic labeling on the end surfaces of bundles of round steels for the steel plants, on the basis of the analysis of round steel production process, a set of automatic system for labeling on the round steel end surfaces of bundles is designed. The system includes the robot visual location unit, the label supply unit, the pressure supply unit, the automatic labeling unit, the laser ranging unit, and the host computer communication control unit, etc.. In the system, the robot visual location unit provides the round steel center location, and the automatic labeling unit implements automatic labeling on the round steel. The system is tested under lab condition, which shows the system can effectively solve the artificial labeling problems such as fault paste and leakage paste of workers, and realize efficient and stable automatic labeling. The system can be used in sleel plants for automatic labeling on the end surfaces of bundles of round steels.
industrial robot technology; round steels of bundles; automatic labeling; labeling robots; machine vision; location
1008-1542(2016)06-0601-08
10.7535/hbkd.2016yx06012
2016-05-21;
2016-06-13;责任编辑:冯 民
河北省科技攻关项目(13210116D)
张付祥(1973—),男,河北青县人,副教授,博士,主要从事机电控制与机器人方面的研究。
E-mail: zhangfx@hebust.edu.cn
TP242.2
A
张付祥,蔡立强,李伟峰,等.成捆圆钢端面自动贴标系统设计[J].河北科技大学学报,2016,37(6):601-608. ZHANG Fuxiang, CAI Liqiang, LI Weifeng, et al.Design of automatic labeling system on the end surfaces of bundles of round steels[J].Journal of Hebei University of Science and Technology,2016,37(6):601-608.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
哈尔滨轴承(2021年1期)2021-07-21
科技创新与应用(2019年26期)2019-10-24
科学导报·学术(2019年19期)2019-09-10
时代金融(2019年7期)2019-04-23
读写算·高年级(2017年3期)2017-03-21
制造技术与机床(2015年10期)2015-04-09
天津农业科学(2014年4期)2014-05-23
天津冶金(2014年4期)2014-02-28
天津冶金(2014年4期)2014-02-28
