国外110钢级奥氏体合金油管质量分析
2016-12-18 05:22:17王冬林祝光辉王耀光王长安杨专钊杨红兵雷凌云
焊管 2016年7期
王冬林,祝光辉,王耀光,王长安,杨专钊,杨红兵,闫 凯,雷凌云
(1.中国石油集团石油管工程技术研究院 石油管工程重点实验室,西安710077;2.长庆油田苏里格南作业公司,西安710000)
国外110钢级奥氏体合金油管质量分析
王冬林1,祝光辉2,王耀光1,王长安1,杨专钊1,杨红兵1,闫 凯1,雷凌云1
(1.中国石油集团石油管工程技术研究院 石油管工程重点实验室,西安710077;2.长庆油田苏里格南作业公司,西安710000)
为了了解国外某110钢级奥氏体合金油管的质量控制情况,对比了国内外奥氏体合金油管的生产工艺,从化学成分、力学性能、金相组织、耐腐蚀性能等几个方面对国外奥氏体合金油管的质量性能进行了分析,统计出了该奥氏体合金油管的质量控制情况,得出该奥氏体合金油管的性能远高于ISO 13680标准的PSL1水平,并从力学性能、螺纹加工粘刀、外观质量3个方面分析了奥氏体合金油管在制造过程中容易出现的缺陷,提出了相应的处理和预防措施。
奥氏体合金油管;质量控制;缺陷
随着石油和天然气能源开采的日益增加,常规工况环境较好的油田已经不能满足日益增长的石油需求。大量高酸性油气田被开采,而高酸性油气田工况环境极其恶劣,Cl-、CO2、H2S含量较高,普通常规的不锈钢管已经无法满足此类油气田的开发需求[1],因此世界各国开始生产奥氏体合金油套管以满足开采需要。奥氏体合金不仅在诸多工业腐蚀环境中具有独特的抗腐蚀性能,甚至具有抗高温腐蚀性能[2-3],而且具有强度高、塑韧性好,可冶炼、铸造、冷热变形、加工成型和焊接等性能,被广泛用于石化、能源、海洋、航天航空等领域[4]。国外各生产厂商在奥氏体合金油套管方面已经生产研究了20余年,关于此类耐蚀合金油套管的生产工艺已经较为成熟,油田现场使用效果满意。因此,本研究主要针对国外某工厂生产的奥氏体合金油管,从化学成分、力学性能、金相组织、耐腐蚀性能等几个方面进行分析,统计出该工厂对奥氏体合金油管的质量控制情况,找出奥氏体合金油管制造缺陷,并提出了相应的处理和预防措施。
1 奥氏体合金油管生产工艺
奥氏体合金油管和常规耐蚀油管生产工艺有很大不同,其主要成型工艺为锻造、热挤压、冷轧等,而常规耐蚀油管成型工艺为热轧、热处理等。图1为国外某公司奥氏体合金油管主要生产工艺流程图。由图1可看出,该工艺和国内奥氏体合金主要生产工艺基本一样,其中热挤压、冷轧、固溶处理、螺纹加工为重点工序,这些工序的控制将直接影响奥氏体合金油管使用性能[5]。
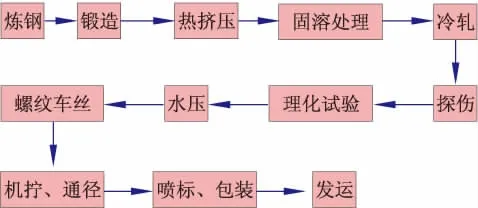
图1 国外某公司奥氏体合金油管主要生产工艺流程图
2 国外奥氏体合金油管性能分析
2.1 化学成分
对国外某公司生产的110钢级奥氏体合金油管的化学成分选取200组数据进行统计分析,分析结果见表1。

表1 国外某公司奥氏体合金油管化学成分 %
由表1可以看出,该公司奥氏体合金油管化学成分远远超过了技术要求范围,奥氏体为铁基奥氏体,而国内奥氏体合金油管一般采用的成分为镍基奥氏体,而且该工厂对各主要元素C、Ni、Cr、Mo和S等控制比技术要求严格很多,各主要元素平均值均控制在技术要求中值附近,并且标准差与技术要求合格范围区间的1/2相比,几乎可以忽略不计。在奥氏体合金中,C元素是为了生成稳定的晶界碳化物,防止高温下的晶界滑移提高合金的持久强度;Cr元素是稳定合金表面的最重要元素,它在基体材料的表面形成抗氧化和抗腐蚀的保护层[6];而Mn元素作用是增加奥氏体钢的稳定性,降低淬火的临界冷却温度;Ni元素可以保证钢具有较高的强度、韧性、淬透性和优良的耐腐蚀性。因此,该奥氏体合金油管的主要元素控制得相当精细,能有效的保证油管后续性能,与此同时,将对影响耐腐蚀性能的有害元素S控制得低于0.01%,使油管耐蚀性能能够得到更好的保证。
2.2 力学性能
2.2.1 拉伸性能
对国外110钢级奥氏体合金油管进行拉伸试验,并选取200组数据进行统计分析,结果见表2。

表2 国外某公司奥氏体合金油管拉伸试验统计分析结果
由表2可知,该奥氏体合金油管的屈服强度与技术要求相差不大,而且屈服强度标准差也仅为15.06 MPa,屈服强度控制能力极强;抗拉强度的平均值比技术要求的最小值大100 MPa;延伸率的控制达到技术要求最小值的2倍。因此,该奥氏体合金油管抗拉强度和延伸率控制能力均远远超过技术要求。总体来说,拉伸性能完全满足生产供货需要。
2.2.2 冲击值和硬度
对该国外生产的110钢级奥氏体合金油管进行冲击和硬度试验,各选取200组数据进行试验统计分析,结果见表3。

表3 国外某公司奥氏体合金油管冲击和硬度试验统计分析结果
由表3可以看出,该奥氏体合金油管冲击性能远远满足技术要求;硬度平均值低于技术要求最大值5.2HRC,标准差仅为0.66HRC,硬度值控制达到技术要求,硬度变化平均值仅为技术要求最大值的1/3,标准差仅为0.49,因此,硬度控制远高于技术要求。总体来说,冲击和硬度性能能够满足生产供货需要。
2.3 金相组织
图2为冷轧前荒管纵截面基体组织,从图2可以看出,该组织为典型的奥氏体组织,并且经金相观察无持续析出相,金属间化合相、氮化物和碳化物总量也不超过1%,σ相也不超过0.5%,完全满足技术要求。

图2 荒管纵截面基体组织 500×
2.4 耐腐蚀性能
国内某油田现场工况:地层温度90~110℃、地层压力49~65 MPa、井口流动温度40~61℃、井口流动压力 20~40 MPa、硫化氢含量 11%~17%、二氧化碳含量5.5%~15.6%、最大氯根含量0.1 mg/L、最小pH值3.0、井口关井压力40 MPa。现场腐蚀环境非常恶劣,使用国外奥氏体合金油管3年来,一切运行正常,能够满足安全生产的需要。
3 奥氏体合金油管制造缺陷及分析
3.1 力学性能不合格
在奥氏体合金油管制造过程中,经常出现力学性能不合格,尤其是屈服强度难以保证。可以通过控制奥氏体合金油管的冷轧变形量来保证其力学性能,当冷轧变形量不足时,特别是对于110钢级接箍产品,极易导致屈服强度不达标的情况。实践证明,生产110钢级奥氏体合金油管时,冷加工变形量应该以30%~35%为宜[7],在此范围内能生产出力学性能优良的奥氏体合金油管。
3.2 螺纹加工粘刀
与普通钢材相比,奥氏体合金油管具有较高的硬度和优良的韧性。在切削加工时,奥氏体合金油管切削力为普通钢管的2.5~4.0倍,并且切削温度很高,会造成刀具严重磨损。奥氏体合金油管的现场使用对螺纹扣型的气密性要求很高,因此一般工厂通过采用气密性特殊扣来保证螺纹连接质量。在实际螺纹加工时,经常容易出现粘刀缺陷,特别是接箍内螺纹更不易加工。某接箍粘刀缺陷如图3所示。
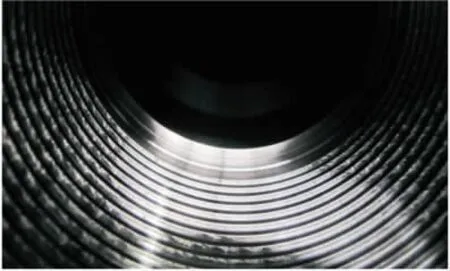
图3 严重粘刀缺陷的接箍
由图3可看出,粘刀缺陷一般出现在整个螺纹牙侧面,将对螺纹连接气密性造成严重影响。因此,奥氏体合金油管的螺纹加工刀具及切削工艺的选择尤为重要。实践证明,奥氏体合金油管加工宜选用TiAlN涂层高温合金刀具,该刀具对奥氏体合金油管螺纹的车削最为有效[8],切削速度优选 90~140 m/min, 切削深度 0.03~0.1 mm[9]。
3.3 外观质量缺陷
冷轧后光管外观检查时,容易在内、外表面出现折叠、裂纹等表面缺陷,严重影响成品管的抗腐蚀性能。图4为光管内外表面缺陷照片,由图4可看出,该类缺陷主要表现为沿管子长度方向上延伸,经过对该类缺陷进行渗透检测、金相组织分析可以得知,该类缺陷一般在冷轧过程形成,而非淬火形成,并且深度一般不超过0.5 mm,因此,如果该类缺陷出现面积大,要对光管进行抛丸处理,如果仅是个别该缺陷,要进行修磨,如果缺陷修磨造成壁厚超标,应该进行切除或者判废处理。
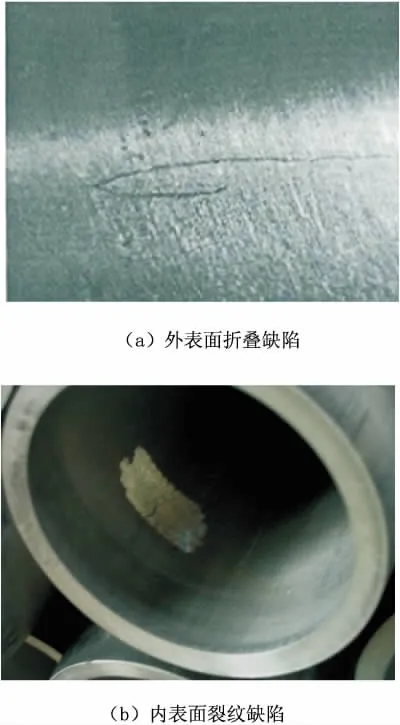
图4 光管内外表面缺陷照片
4 结 论
(1)通过对国外某110钢级奥氏体合金油管的化学成分、力学性能、金相组织、耐腐蚀性4个方面的质量控制进行分析,得出该奥氏体合金油管的性能远高于ISO 13680标准的PSL1水平,并且已超过了PSL2水平[10]。
(2)从力学性能、螺纹加工粘刀、外观质量3个方面剖析了奥氏体合金油管的制造缺陷,并提出了相应的处理和预防措施。
[1]肖国章,高霞,库宏刚.高酸性气田镍基耐蚀合金油套管的生产工艺[J].钢管,2014,43(5):8-11.
[2]REBAK R B,CROOK P.Nickel alloys for corrosive environments[J].Advanced Materials&Processes,2000,157(2):37-42.
[3]HERDA W R.Evolutionary development in Ni alloys and stainless steel metallurgy for meeting the industry’s corrosive challenges:the last 50 years[J].Stainless Steel,1999(2):117-125.
[4]王成,巨少华,荀淑玲,等.奥氏体合金研究进展[J].材料导报,2009,23(2):71-76.
[5]卫栋,赵强,李昱坤,等.奥氏体合金油管加工工艺及质量控制研究[J].热加工工艺,2012,41(15):221-223.
[6]常连华.主要合金元素对奥氏体合金组织和性能的影响[J].汽轮机技术,2001,43(5):319-320.
[7]苏玉华.高酸性气田用镍基耐蚀合金G3油管的研究[D].昆明:昆明理工大学,2008.
[8]JINDAL P C,SANTHANAM A T,SCHLEINKOFER U,et al.Performance of PVD TiN,TiCN,and TiAlN coated cemented carbide tools in turning[J].International Journal of Refractory Metals and Hard Materials,1999(17):163-170.
[9]杨军,陈云,单星,等.奥氏体合金耐蚀井管可加工性评述[J].工具技术,2014,48(4):11-13.
[10]ISO 3183—2007,石油和天然气工业:管道运输系统用钢管[S].
Quality Analysis of Foreign Steel Grade 110 Austenitic Alloy Oil Tube
WANG Donglin1, ZHU Guanghui2, WANG Yaoguang1, WANG Changan1, YANG Zhuanzhao1,YANG Hongbing1, YAN Kai1, LEI Lingyun1
(1.Key Laboratory of Oil Pipeline Project,CNPC Tubular Goods Research Institute,Xi’an 710077,China;2.Sulige South Operation Company of Changqing Oilfield,Xi’an 710000,China)
In order to know the quality control situation of foreign certain steel grade 110 austenitic alloy tube,it contrasted production technologies of austenitic alloy oil tube at home and abroad.The quality performance of foreign austenitic oil tube were analyzed from several aspects,such as chemical composition,mechanical properties,metallographic structure,corrosion resistance and so on.The quality control situation was obtained.It is concluded that the performance of austenitic alloy oil tube is much higher than PSL1 level of ISO 13680 standard.It also analyzed the defects easily occurred in manufacturing course of austenitic oil alloy tube from mechanical properties,threading machining stick knife,appearance quality,and put forward corresponding treatment and preventive measures.
austenitic alloy tube;quality control;defect
TG161
B
10.19291/j.cnki.1001-3938.2016.07.013
王冬林(1985—),男,工程师,主要从事石油管材的质量监督与检验工作。
2016-03-03
李 超
猜你喜欢
钢管(2023年4期)2023-10-16 12:12:04
云南化工(2021年5期)2021-12-21 07:41:34
中国特种设备安全(2021年5期)2021-11-06 05:09:42
钢管(2021年6期)2021-05-10 02:36:12
四川冶金(2020年3期)2020-02-19 22:14:17
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
中国神经再生研究(英文版)(2017年4期)2017-01-12 02:48:06
现代冶金(2016年6期)2016-02-28 20:53:11
焊接(2016年9期)2016-02-27 13:05:20
化工管理(2015年30期)2015-03-23 02:10:39