钢管外防腐环氧粉末自动循环系统探讨
2016-12-18 05:22:08牟国栋西春生陈华栋
焊管 2016年7期
牟国栋,左 芸,西春生,陈华栋
(天华化工机械及自动化研究设计院有限公司,兰州730060)
钢管外防腐环氧粉末自动循环系统探讨
牟国栋,左 芸,西春生,陈华栋
(天华化工机械及自动化研究设计院有限公司,兰州730060)
为了有效解决管道环氧粉末涂层静电喷涂过程中所存在的原材料浪费和粉尘污染问题,设计了一种粉末自动循环系统装置。该系统装置采用PLC控制,通过筛粉机和蠕动泵的工作,实现了对回收粉末的自动筛分和输送,取代了传统钢管喷涂过程中人工装取、筛分回收粉末的方式。生产实践证明,该系统装置既避免了粉尘的产生,也减少了环氧粉末的浪费,降低了生产成本,拥有广阔的市场前景。
钢管防腐;环氧粉末;自动循环;回收利用
熔结环氧粉末涂层由于具有耐高温、耐磨损、耐冲击、粘结性好、防腐性优良及无环境污染等特点,目前国内外新敷设管线或管道修复工程中有50%采用该涂层防腐。环氧粉末涂层静电喷涂工艺利用电泳的物理现象,经过预热的钢管接地作为阳极,喷枪接电源高压负电极作为阴极,使两极之间形成高压静电场,带负电荷的雾化粉末,在静电场的作用下粉末沿电力线定向的流向钢管表面并沉积,形成一层均匀的涂层。
喷涂过程中,会有部分粉末未吸附于钢管表面造成大量漂浮粉末,目前常用的方法是通过旋风回收装置将这部分粉末收集到集粉箱内,通过人工方式将粉末从箱内倒出、筛网筛分,最后将筛分后的合格粉末按照一定的比例加入供粉箱内再次使用。由于回收粉的装取、筛分都是由操作人员来完成,在此过程中会产生大量的漂浮粉尘,既造成粉末二次浪费和环境污染,而且操作人员如长期进行此项工作,随着粉尘在肺部的逐渐沉积增多,会促使肺部诱发尘肺病等多种职业病,危害操作人员的身体健康。所以急需一种自动方式来替换人工操作。
1 粉末自动循环系统设计
1.1 系统组成
环氧粉末自动循环系统,通过装在旋风回收装置底部的筛粉机和蠕动泵,对回收粉末进行自动筛分和输送,取代了上述工艺过程中人工装取、筛分粉末的方式,完全避免了粉尘的漂浮,既可以减少原材料的浪费,降低生产成本,也可以避免对操作人员身体健康的危害。
环氧粉末自动循环系统主要由喷粉仓、风管、旋风回收装置、滤芯回收装置、离心式通风机、蠕动泵、供粉箱、振动筛、静电喷枪组成,系统结构如图1所示。
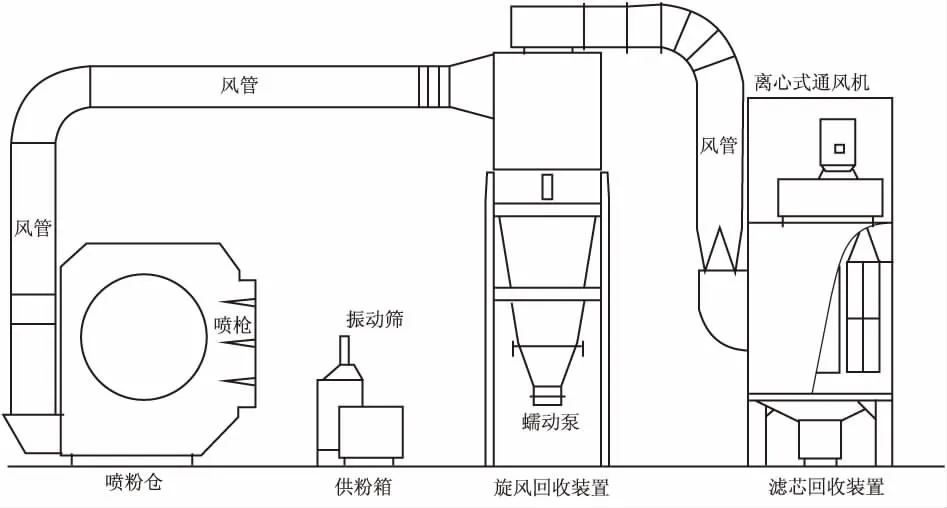
图1 环氧粉末自动循环系统结构简图
旋风回收装置通过风管分别与喷粉仓和滤芯回收装置相连接,而蠕动泵与振动筛、振动筛与供粉箱、供粉箱与静电喷枪之间都是通过风管相连接,由此构成一个闭路循环系统。
1.2 工作流程
整个系统的运行是一个连续循环的过程,其工作流程如图2所示。供粉箱内环氧粉末通过静电喷枪喷涂到钢管表面,一定粒度和质量的散射粉末在旋风回收装置内分离出来落到旋风回收装置的底部,剩余超轻散射粉末被吸入滤芯回收装置内部。落到旋风回收装置底部的粉末经过安装在旋风装置底部的旋风筛粉机将回收粉筛分,筛分后的合格粉通过蠕动泵输送到振动筛粉机内进一步筛分,合格的粉末按一定比例送入供粉箱内被再次使用。
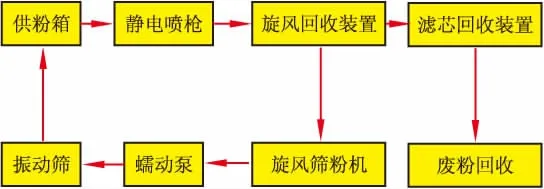
图2 粉末自动循环系统工作流程图
1.3 工作原理
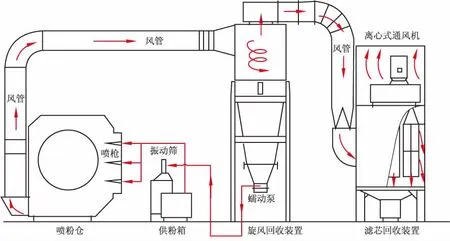
图3 粉末自动循环系统工作原理图
粉末自动循环系统工作原理如图3所示,当安装在滤芯回收装置的离心通风机开启后,喷粉仓内就会产生很大的负压,未吸附于钢管表面的散射粉末在负压的作用下,沿着气流运行的方向,通过抽吸罩,进入旋风分离器,当含粉尘气体由切向进气口进入旋风分离器时气流将由直线运动变为圆周运动,沿内壁自圆筒体向锥体作螺旋运动,在旋转过程中产生惯性离心力,在离心力的作用下,大部分颗粒较大的粉尘(≥Φ15 μm)逐渐向外扩散接近内壁,最终与内壁相碰失去动能,沿着内壁旋转滑下,落入安装在旋风装置底部的旋风筛粉机内,将分离出来的粉末进行过筛,筛去粉末中的绒毛及杂质,筛分后的合格粉末通过蠕动泵输送到振动筛粉机内进一步筛分,合格的粉末落入供粉箱,再由粉泵将回收下来的粉末送入喷枪进行再一次使用,真正实现粉末的连续自动循环使用。而少量的超细粉因质量小,受离心力作用甚微,随气流沿着插入旋风分离器中心的插入管,经过风管进入后级滤芯回收装置。
回收粉末从旋风回收装置底部筛粉机到振动筛粉机的过程中,蠕动泵起到非常重要的作用,其工作原理如图4所示,在蠕动泵组件工作时,先开启电磁阀a、b,闭合电磁阀c、d,这时从筛粉机筛下的粉末经过电磁阀a、b,自由落在了与电磁阀c、d之间的管道里,落满之后电磁阀a、b马上关闭,开启电磁阀c,同时输粉气电磁阀d打开,把管道里的粉末全部输送到振动筛里,一旦粉末输送完毕,输粉气电磁阀c、d即刻关闭,完成了一次输粉。之后重复上述过程,如图4所示步骤1与步骤2循环工作。整个过程中蠕动泵和输粉气电磁阀的工作程序全部由PLC控制,按照粉末沉积量的掺混比定时开启闭合。
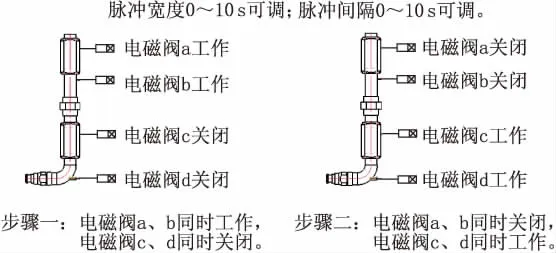
图4 蠕动泵工作原理图
2 粉末自动循环系统特征
环氧粉末自动循环系统是在人工对回收粉末的装取、筛分回收系统的基础上通过筛粉机和蠕动泵的工作来实现回收粉末的自动筛分、输送,两种系统的主要区别见表1。
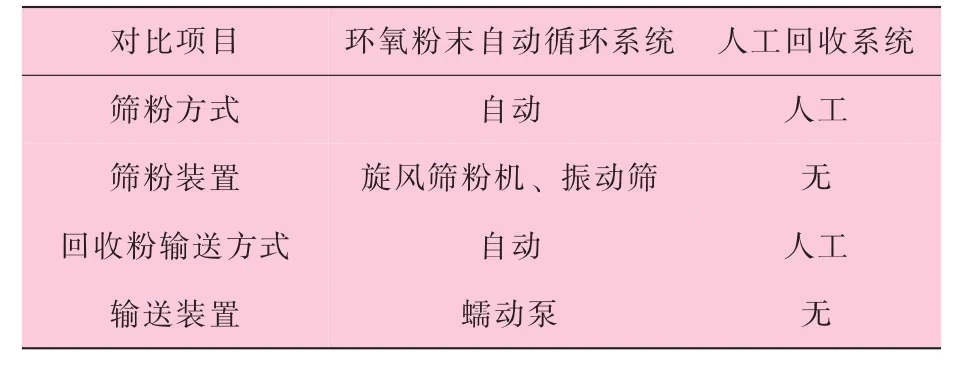
表1 粉末自动循环系统与人工回收系统的对比
通过表1可以看出,环氧粉末自动循环系统在对从旋风回收装置底部收集的回收粉末进行筛分、输送的过程中,完全不需要人工操作。整个输送过程依靠PLC对蠕动泵和电磁阀的控制,每隔30 s通过蠕动泵和电磁阀的工作,收集的回收粉末被输送到供粉箱内,再通过供粉箱内的流化床使回收粉末与原有粉末充分混合,最后再利用粉末泵将混合粉末输送到喷枪进行再次涂敷使用,从而形成一个连续循环的闭环系统。因此环氧粉末自动循环系统最显著的特征在于:
(1)系统的运行是一个自动连续循环的过程;
(2)系统采用旋风回收装置底部的筛粉机对回收粉末进行筛分,替代了人工筛粉,避免了对操作人员身体健康的危害以及粉尘的产生;
(3)系统依靠PLC控制,间隔一定的时间将回收粉末自动输送到供粉箱内进行再利用,有效地提高了粉末的使用效率,减少原材料的浪费,从而达到降低生产成本的目的。
3 结 语
综上所述,环氧粉末自动循环系统有效地解决了管道外防腐生产过程中存在的粉末浪费及粉尘污染等问题,大大提升了环氧粉末的使用效率,避免了粉尘对操作人员身体健康的危害,获得了较好的经济效益。因此环氧粉末自动循环系统拥有广阔的市场前景,应将其大力推广。
[1]王泽恒,刘峰,王艳华.管道防腐行业的粉尘危害及安全评价[J].安全与环境工程,2010,17(5):73-75.
[2]乔军平,张嗣伋.钢质管道内外环氧粉末喷涂一次成膜技术[J].油气储运,2008,27(10):39-42.
[3]李红生,王文丽.静电喷涂技术[J].涂料技术与文摘2004,25(2):13-14.
[4]崔超,张宝华,陈明,等.管道防腐作业场所职业病危害因素调查[J].涂装与电镀,2011(1):18-22.
[5]王家青,汪朝晖,胡迎锋.静电喷涂技术及其应用探讨[J].机械工程师,2006(1):136-138.
[6]舒帆.旋风除尘器除尘效率的影响因素分析[J].水泥技术,2009(2):89-92.
[7]金国淼编.除尘设备[M].北京:化学工业出版社,2002:32-35.
[8]宋天博.我国埋地钢质管道使用环氧粉末涂层的情况[J].腐蚀与防护,2006,27(7):374-377.
[9]乔军平.钢质管道内外环氧粉末喷涂一次成型新工艺[J].油气储运,2009,28(7):76-78.
[10]赖广森.管道防腐用环氧粉末涂料及其新进展[J].涂料工业,1999(4):27-30.
Discussion of the Automatic Circulation System of Pipeline External Corrosion Epoxy Powder
MU Guodong,ZUO Yun,XI Chunsheng,CHEN Huadong
(Tianhua Institute of Chemical Machinery&Automation Co.,Ltd.,Lanzhou 730060,China)
In order to solve the waste of raw materials and dust pollution problems in the process of pipe epoxy powder coating by electrostatic spraying,an automatic cyclic device was designed.The system adopted PLC control to realize automatic screening and conveying of powder recovery through the sifter and peristaltic pump,replace the traditional steel pipe coating way in artificial loading and sieving powder recovery.The practice showed that the system can avoid the generation of dust,but also reduce the waste of raw materials and production cost;the market has a good prospect.
steel pipe coating;epoxy powder;automatic cycle;recycle
TE988.2
B
10.19291/j.cnki.1001-3938.2016.07.011
牟国栋(1984—),工程师,2007年毕业于兰州理工大学过程装备及控制工程专业,现主要从事管道防腐保温及防腐设备的相关设计研究工作。
2016-02-20
黄蔚莉
猜你喜欢
再生资源与循环经济(2022年1期)2023-01-04 16:42:55
昆钢科技(2022年2期)2022-07-08 06:36:34
昆钢科技(2022年1期)2022-04-19 11:36:12
节水灌溉(2021年2期)2021-02-25 08:36:32
小天使·二年级语数英综合(2017年3期)2017-04-01 17:15:24
小天使·一年级语数英综合(2017年2期)2017-02-16 20:34:43
小天使·一年级语数英综合(2017年2期)2017-02-16 10:14:11
小天使·一年级语数英综合(2016年11期)2016-11-28 21:40:57
地球学报(2016年2期)2016-03-21 06:03:17
现代冶金(2015年4期)2015-02-06 01:55:54