
交流CMT焊接工艺对2198铝锂合金接头组织及性能的影响
2016-12-06 02:19:16汪殿龙刘淑琦陈彦朝梁志敏
电焊机 2016年2期
汪殿龙,刘淑琦,陈彦朝,梁志敏
(1.河北科技大学材料科学与工程学院,河北石家庄050018;2.河北省材料近净成形技术重点实验室,河北石家庄050018)
交流CMT焊接工艺对2198铝锂合金接头组织及性能的影响
汪殿龙1,2,刘淑琦1,陈彦朝1,梁志敏1,2
(1.河北科技大学材料科学与工程学院,河北石家庄050018;2.河北省材料近净成形技术重点实验室,河北石家庄050018)
铝锂合金是航空航天设备减重的理想轻质高强材料。采用交流CMT工艺并填充ER4043焊丝焊接厚2 mm的2198-T8铝锂合金薄板,并采用金相显微镜、维氏显微硬度计和拉伸试验机研究交流CMT对2198铝锂合金接头气孔、显微组织、力学性能的影响。结果表明,焊接电流90 A、电压10.7 V、焊接速度80 cm/min时,焊缝成形良好,焊接接头无宏观裂纹缺陷;利用显微镜可观察到焊接接头存在较多的气孔;熔合线显微硬度最低为68 HV;接头最大抗拉强度270 MPa,达到母材的64.3%,断裂方式为准解理断裂。
铝锂合金;交流CMT;焊缝成形;力学性能
0 前言
铝锂合金因其密度低、比强度高、低温性能和抗应力腐蚀性良好等特点被认为是航空航天最理想的结构材料。研究表明,在铝中每添加1%的锂元素,合金密度降低3%,弹性模量增加6%。2198-T8作为第三代新型铝锂合金在成分上降低了Li含量,增加了Cu含量,并添加了Zr、Mn、Zn等元素,显著降低合金的各向异性,提高强度和硬度,并获得比第二代铝锂合金更好的焊接性[1]。由于Li的活泼性及高温加工时形成的氧化层,铝锂合金焊接时气孔问题更为严重;铝锂合金的强度提高,使焊接接头软化问题更突出,因此选择热输入小的工艺方法是提高铝锂合金接头强度系数的主要途径[2]。
目前应用于高质量铝锂合金焊接的主要方法有弧焊、激光焊、搅拌摩擦焊等。传统弧焊如TIG、MIG、变极性等离子弧焊电弧温度高、焊接热输入量大、熔深较大,更容易使熔池在高温下吸收氢气,造成严重的气孔问题,一般不用于铝锂合金的焊接[3-4]。与弧焊相比,激光焊热输入较低,有利于减少气孔和裂纹的产生,取得了较为良好的焊接效果;与熔焊相比,搅拌摩擦焊无辐射飞溅,焊缝中无裂纹、气孔、收缩等缺陷,在中厚板焊接时无需开坡口,该方法用于飞行器上高强铝合金焊接,可大大提高产品性能。激光焊和搅拌摩擦焊更多地应用于铝锂合金的焊接。但以上焊接方法在焊接铝锂合金时均存在一定的局限性:铝合金对激光束有强烈的反射效应,低合金元素易挥发,改变激光的焦点位置,且激光熔池深宽比大,气体不易逸出,设备成本较高;搅拌摩擦焊接焊接结束时会在焊缝端头形成一个难以修补的键孔,且一般只适用于较为简单的长直焊缝[5-6]。降低焊接热输入、有效清理氧化膜、加快气孔逸出成为解决铝锂合金焊接问题的主要途径。
交流CMT(Cold Metal Transfer-冷金属过渡)作为一种新型焊接方法,将焊丝运动与熔滴过渡结合起来,大大降低了焊接热输入量。其变极性特性可以快速清理铝锂合金表面的氧化膜;焊接热影响区窄,无飞溅过渡,焊缝均匀一致,对焊件装配精度要求低也是其突出优点。交流CMT没有激光焊时的反射效应,不存在搅拌摩擦焊结束时的键孔,设备成本较激光焊和电子束焊低,灵活性好,可以焊接较为复杂的焊缝。交流CMT的出现使得采用操作简单且成本较低的熔化焊方法进行铝锂合金的高质量焊接成为可能[7]。
1 实验材料和方法
实验材料选用135 mm×95 mm×2 mm的2198-T8铝锂合金薄板,焊丝牌号ER4043,焊丝直径1.2 mm,ER4043焊丝在焊接过程中可提供大量的Al-Si共晶物,有良好的填充能力,可愈合熔池凝固时产生的裂缝,减少热裂纹的产生。其化学成分如表1所示。
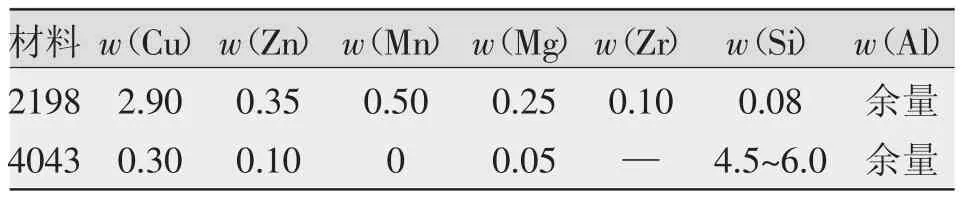
表1 2198铝锂合金及ER4043名义化学成分Tab.lComposition of base metals and filler wire %
为了有效消除宏观气孔,本实验在施焊前用钢丝刷及刮刀去除焊板焊接区两侧20 mm范围内至少0.15 mm厚度的氧化膜,再用丙酮试剂擦除焊板表面的水渍油污,焊接环境的湿度低于50%[8]。
焊接系统采用Fronius CMT Advanced 4000R型交流CMT焊接专机、FANUC A10i型机器人及其他辅助设备,系统主要包括焊接电源、送丝机、遥控面板、焊丝缓冲器及带有推丝和抽丝功能的焊枪、机器人控制器、机器人、氩气等。采用平焊位置,并设置引弧板和收弧板,保护气体为纯氩气。通过多次实验,选出一组外观成形和力学性能都较好的工艺参数作研究讨论,具体工艺参数如表2所示。

表2 焊接工艺参数Tab.2Process parameters of AC CMT welding
焊接过程中采用高速摄像仪拍摄记录电弧形态及熔滴过渡随时间的变化过程,由图1可知,交流CMT的熔滴过渡方式为短路过渡。在正极性阶段,电弧呈发散的钟罩形,对工件有强烈的“阴极雾化”作用,达到快速清理氧化膜目的;在负极性阶段,电弧沿焊丝“上爬”,能够加快焊丝熔化。交流CMT独特的熔滴过渡方式,将对熔池的温度场及流场产生根本的影响,从而对焊后焊缝的形貌、化学分、组织和性能产生重要影响[9]。

图1 交流CMT电弧形态Fig.1Arc shape of ACCMT
焊接完成后,通过观察焊缝成形情况,表明焊接电流90 A、电压10.7 V时,焊缝成形良好。使用线切割方法切取成形良好试件的金相、硬度、拉伸试样,如图2所示。经过研磨、抛光,并用keller试剂腐蚀制成金相试样,使用德国蔡司Axiovert.A1型金相显微镜观察焊接接头的显微组织;采用TMVS-1维氏显微硬度计测试接头纤维硬度,加载力500 g,加载时间15 s;使用SANS电子万能材料实验机做拉伸实验,拉伸夹持力5 MPa,拉伸速度5 mm/min。
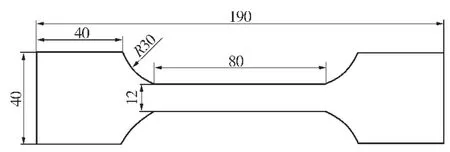
图2 拉伸试样示意(单位:mm)Fig.2Tensile specimens
2 实验结果及分析
2.1焊缝成形
2198铝锂合金板材焊后成形如图3所示,与传统弧焊及激光焊相比,薄板焊后几乎无变形,焊缝外形均匀美观,焊接接头呈金属光泽,有均匀鱼鳞纹,无内凹、咬边、焊瘤、未熔合、未焊透、夹渣等外观缺陷。焊缝全貌如图4所示,由图4可知,焊缝中无宏观裂纹缺陷,焊缝余高1.2mm,背面下塌量1.5mm。

图3 焊缝外观成形Fig.3Weld appearance
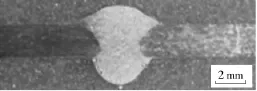
图4 焊缝宏观全貌Fig.4Images of weld zone cross sections
2.2微观组织形貌
放大200倍的焊缝金相组织如图5所示,由图5可知,焊缝区为典型的细密树枝状等轴晶(见图5a)。图5b为熔合线微观组织,由于板厚较小且散热较快,因此在熔合线靠近焊缝区无柱状晶存在,但在熔合线上可观察到一层细小的等轴晶带,分析认为母材中的Al3Zr和Al3Ti等微小粒子在熔池凝固过程中提供了大量的异质形核点,促进了非均匀形核。图5c为热影响区微观组织,靠近熔合线两侧的热影响区出现了晶界融合晶粒长大现象,并且受焊接热输入的影响在α-Al基体中析出大量的σ(AlLi)相,最终导致出现焊接接头硬度下降、接头软化的现象。
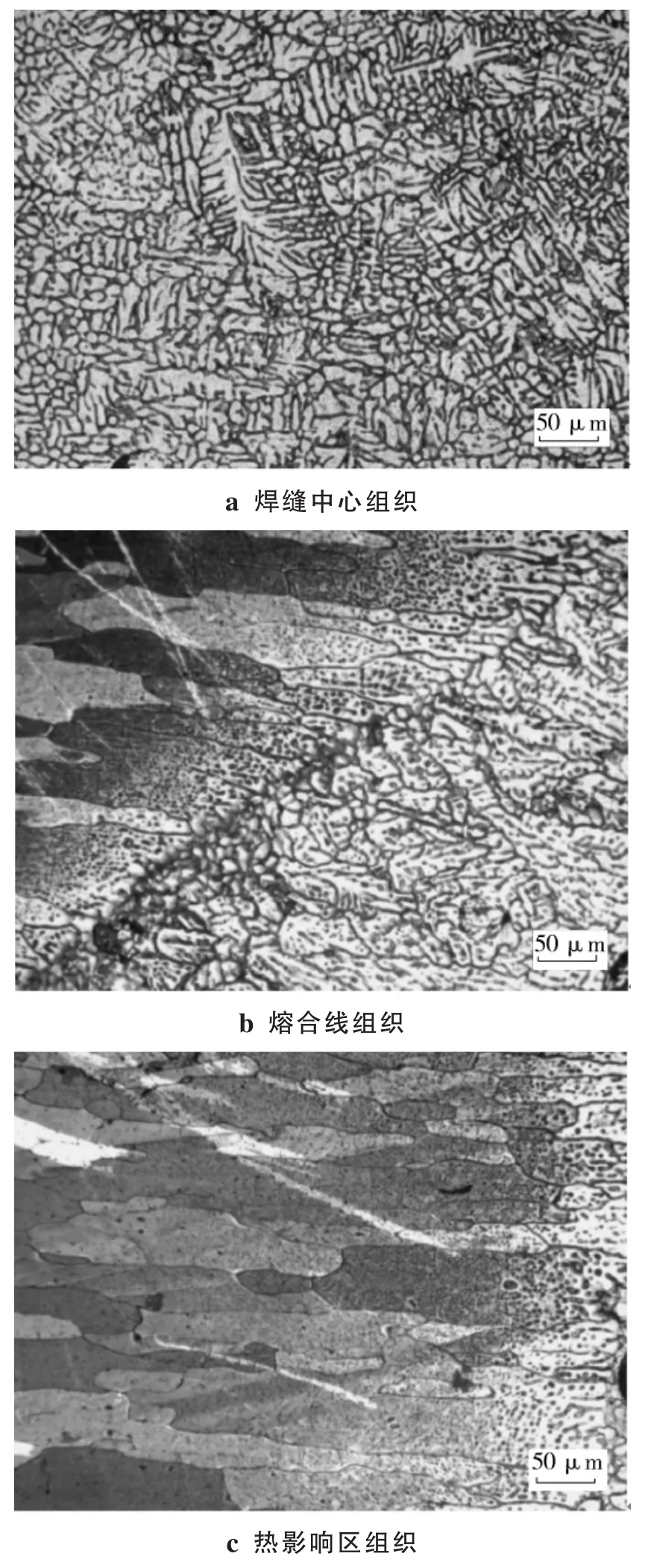
图5 接头金相组织Fig.5Micro-structure of the welded joints
2.3焊缝气孔
焊缝气孔分布如图6所示。由图6可知,气孔数量较多且尺寸较小,直径小于0.1 mm,散乱分布在焊缝内部,其大小与分布与激光焊相比无明显差异。焊缝气孔主要是氢气孔,是铝及铝合金焊接中最为常见且难以根除的问题。分析认为,产生气孔的主要原因是焊接所用母材厚度为2 mm,散热较快,且由于CMT焊接冷热交替的特点,使得焊接时的热输入量较小,熔滴凝固非常快,此时溶解在液态熔滴中的氢气孔无法长大和不能及时逸出,最终留在焊缝内;同时氩气纯度不够、工件焊前清理不足、环境的湿度也可能成为产生气孔的原因[10]。
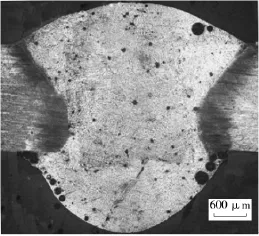
图6 焊接接头气孔Fig.6Hydrogen pores in the welded joins
2.3显微硬度
焊接接头硬度分布曲线如图7所示。焊缝中心硬度较高,在78~97HV之间,母材硬度约为165HV,焊缝区平均硬度达到母材的53.1%;熔合线区的硬度最低,在68~85 HV之间;热影响区为焊缝两侧5~7 mm,硬度值在85~158 HV之间,硬度由熔合线区向母材呈递增趋势。由金相分析可知,在热影响区由于焊接热的作用,使原始母材在高温的作用下发生过时效,强化相发生溶解长大,最终导致热影响区硬度下降。
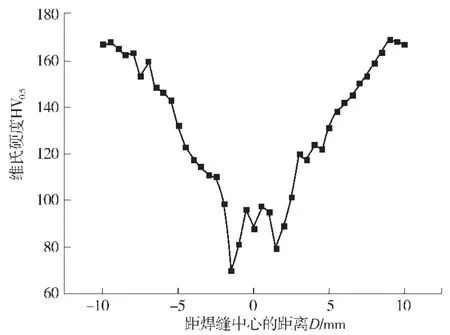
图7 焊接接头硬度分布Fig.7Micro-hardness profiles of AC CMT welded joints
2.4拉伸性能
采用SANS电子万能试验机进行拉伸试验,拉伸试样尺寸及断后形貌如图8所示。从宏观来看,断口上均没有明显的宏观塑性变形,断口相对齐平并垂直于拉伸载荷方向;从微观来看,断口上有明显的撕裂棱,断裂方式为准解理断裂,准解理裂纹源是晶粒内部的空洞及杂质等,准解理由裂纹源从晶界向晶内扩展,表现出明显的河流走向,如图9所示。熔合线为焊接接头最薄弱的地方。

图8 Al-Li合金拉伸断裂后试样Fig.8Tensile test specimens of Al-Li alloy
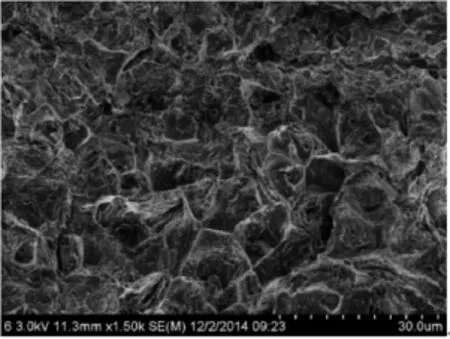
图9 拉伸断口SEM形貌Fig.9SEM of tensile fracture morphology
3 结论
(1)交流CMT焊接铝锂合金焊缝成形良好,几乎无变形,焊接接头无热裂纹,具有良好得焊接性。
(2)交流CMT焊接工艺热输入量小,高温停留时间短,接头软化现象相较于搅拌摩擦焊轻。
(3)针对气孔问题,交流CMT焊接工艺虽然一定程度上降低了气孔率,与搅拌摩擦焊相比,仍未达到理想效果,但与激光焊相比并无明显差别。
[1]黄兰萍,郑子樵,李世晨,等.铝锂合金的研究和应用[J].材料导报,2002,16(5):20-23.
[2]王威,徐广印,段爱琴,等.1420铝锂合金激光焊接气孔形成机理[J].焊接学报,2005,26(11):59-62.
[3]王永,胡捷,胡国平,等.可焊铝锂合金焊接研究现状[J].有色金属,2002,54(1):16-18.
[4]姜涛,马勤,傅开武,等.常用铝锂合金的焊接技术及其改进[J].热加工艺,2013,42(19):152-155.
[5]杨武雄,张心怡,肖荣诗.2060-T8/2099-T83铝锂合金T型接头双光束激光焊接工艺[J].中国激光,2013,40(7):89-93.
[6]邢丽,宋骁,柯黎明.2198和C24S异种铝锂合金搅拌摩擦焊接头的显微组织和力学性能[J].中国有色金属学报,2014,24(7):1714-1720.
[7]曹睿,冯振,陈剑虹,等.工业纯钛TA2/紫铜T2异种金属CMT焊接接头的微观组织和腐蚀性能[J].焊接学报,2015,36(1):39-42.
[8]Xiao Rongshi,Yang Wuxiong,Chen Kai.Nd:YAG laser weldingof1420aluminum-lithiumalloy[J].ChineseJLasers,2007,34(s1):239-241.
[9]张洪涛,冯吉才,胡乐亮.CMT能量输入特点与熔滴过渡行为[J].材料科学与工艺,2012,20(2):128-132.
[10]王威,徐广印,王旭友,等.1420铝锂合金激光焊接气孔抑制技术[J].焊接学报,2008,29(2):5-7.
Effect of welding parameters on microstructure and mechanical properties of AC CMT welded 2198 aluminum-lithium alloy
WANG Dianlong1,2,LIU Shuqi1,CHEN Yanchao1,LIANG Zhimin1,2
(1.Materials Science and Engineering College,Hebei University of Science and Technology,Shijiazhuang 050018,China;2.Hebei Province Material Near Net Shape Technology Key Laboratory,Shijiazhuang 050018,China)
Al-Li alloy is an ideal high-strength,light-weight material for aerospace equipment.2198 Al-Li alloy was welded by using AC CMT welding and the influences of welding parameters on the porosity,microstructure and mechanical properties of welded joints were investigated by optical microscopy,Vickers hardness tester and tensile testing.Experimental results demonstrated that there was no significant deformation and macroscopic defects in the base material with current 90 A,voltage 10.7 V welding speed 80 cm/min.A considerable amount of pores in the welded joints could be observed by a microscope,hardness measurements showed the hardness of weldedjointsdecreaseddramaticallyandtheminimum valuewas68HV.The maximum hoop tensile strength of welded joints was 270 MPa,which was 64.3%of the base material and the fracture mode was quasi-cleavage fracture.
Al-Li alloy;AC CMT welding;weld formation;mechanical properties
TG457.14
B
1001-2303(2016)02-0043-05
10.7512/j.issn.1001-2303.2016.02.09
2015-08-03;
2015-10-26
国家自然科学基金资助项目(51205106,51005069)
汪殿龙(1978—),男,教授,博士,主要从事焊接自动化、新型电源变换理论等方面的研究。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年1期)2016-02-27 12:54:19
山东冶金(2015年5期)2015-12-10 03:27:40
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
