
热裁刀在成型机上的应用
2016-11-14 01:51王建民邵伟鑫杜亦辰
橡塑技术与装备 2016年1期
王建民,邵伟鑫,杜亦辰
(双钱载重轮胎分公司,上海 200245)
热裁刀在成型机上的应用
王建民,邵伟鑫,杜亦辰
(双钱载重轮胎分公司,上海 200245)
成型机是成型工序的最主要生产设备,在成型过程中,物料的倒开、输送、定长裁切及调偏等是物料输送过程的不同环节。物料的裁切断面质量又直接影响接头效果,对于纯橡胶部件的裁切有多种方法,裁切物料的断面形状、裁切效率、使用成本等都是我们设备维护管理人员需要考虑的因素。
热裁刀;圆盘刀;超声波裁刀
成型胎坯所用到的材料主要包括:内衬层、窄复合(胎侧)、子口包布(尼龙包布、钢丝包布)胎体帘布、带束层和胎面等多个半制品,根据材料的组成可分为纯橡胶材料和非纯橡胶材料。而热裁刀所针对的裁切对象为纯胶料的半制品,即内衬层和窄复合,本文主要探讨它的应用和对材料裁切面的影响。
1 现有裁刀存在的问题
在成型机台上,用于裁切内衬层和三复合的裁刀,三鼓成型机上所使用的是超声波裁刀,裁切的质量比较好,但容易损坏,维修的成本高;两鼓成型机上所使用的普通圆盘刀,裁切面容易产生碎屑,导致接头黏性不佳。为了降低裁刀的维护成本,以及提高裁切面质量,现决定试用热裁刀。
2 两种常用裁刀的介绍
2.1 圆盘刀
圆盘刀裁切是一种靠刃部挤压的一种物理分离材料的方法。内衬层、胎面胶等纯胶部件常采用这种裁切方式。
(1)圆盘刀的参数
参数见表1。
(2)裁切原理
圆盘刀通常通过联轴器与电机直连,电机常选用普通的三相4极电机,电机的转速较高。电机座与直线导轨的滑块相连接,它的水平移动通过无杆气缸驱动或通过同步带与变频电机驱动的方式实现。
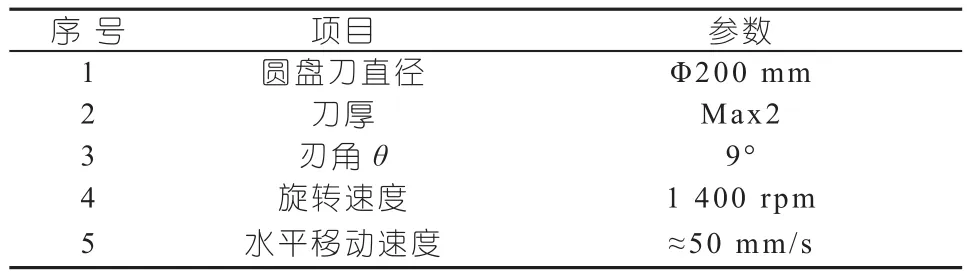
表1 圆盘刀参数
高速旋转的圆盘刀在裁切时对材料主要施加三个方向的力。
刀刃部的切向力Fv是撕开物料的主要做功力;水平移动力Fh克服裁刀前进的阻力;材料切口处对材料剥离的力Fm(见图1),主要由刀刃的结构形状决定,它通常与刃角成正比,同时影响反作用于Fv。
(3)圆盘刀裁切对物料切面的影响
由于圆盘刀的高速旋转,主要带来两个负面影响:
a. 高速旋转使得刀片与物料摩擦产生较高的温度,易对裁切面的胶料产生胶烧,不利于物料的接头,同时产生烟气,带来有害气体,影响工人健康。
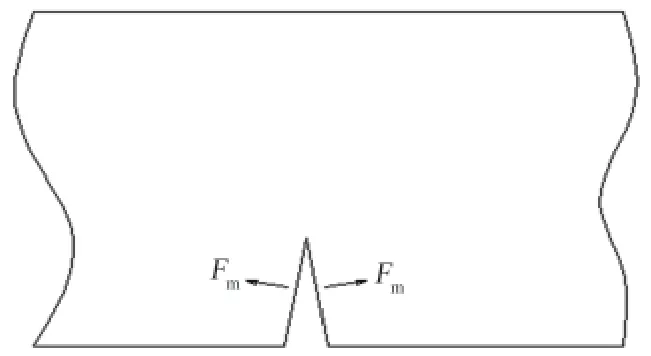
图1 圆盘刀在裁切时对材料施加的剥离力的示意图
b. 裁切过程中会带来大量橡胶粉末,这些粉末会飞溅,影响其他胶部件的表面,严重影响贴合质量,不符合工艺要求,同时产生的大量粉尘也会危害工人的健康。
2.2 超声波裁刀
(1)超声波裁刀组主要由换能器、调幅器和超声波裁刀三部分组成(见图2)。
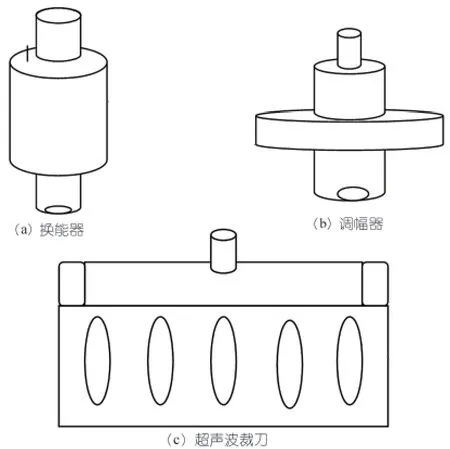
图2 超声波裁刀组的组成部分
(2)超声波裁刀的主要参数(见表2)。
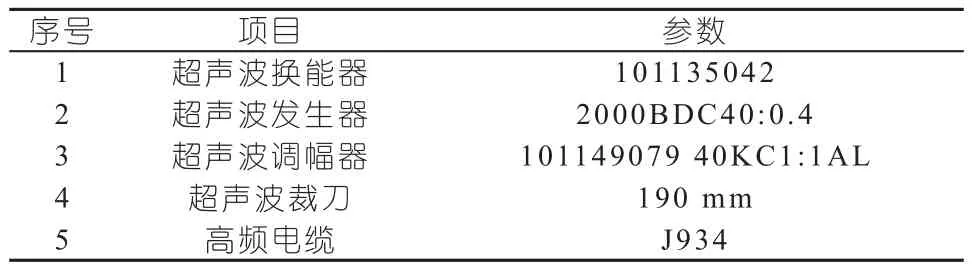
表2 超声波裁刀参数
(3)超声波裁切原理
超声波裁刀的原理与传统意义上的裁切方式不同。它是利用超声波的能量,将胶料被裁切的部位局部加热熔化,从而达到裁断胶料的目的。所以超声波裁切不需要锋利的刃口,也不需要很大的压力,不会造成被切割材料的崩边、破损。同时,由于裁刀在做超声波振动,摩擦阻力特别小,被切割材料不易粘在刀片上。
超声波裁切系统的基本构成是超声波换能器、调幅器、裁刀,超声波发生器。超声波发生器将市电转换成高频高电压交流电流,输给超声波换能器。超声波换能器其实就相当于一个能量转换器件,它能将输入的电能转换成机械能,即超声波。其表现形式是换能器在纵向作来回伸缩运动。伸缩运动的频率等同于驱动电源供出的高频交流电流频率。调幅器的作用一是固定整个超声波振动系统,二是将换能器的输出振幅放大。裁刀一方面进一步放大振幅,聚焦超声波。
另一方面是输出超声波,利用裁刀的类似刃口,将超声波能量集中输入到被裁切胶料的切割位置。该部位在巨大超声波能量的作用下,瞬间软化、熔化,强度大大下降。此时,只要施加很小的水平方向的切割力,就可达到裁切胶料的目的。
2.3 超声波裁刀优缺点
由于超声波裁刀原理的不同,使用超声波裁刀裁出的物料断面非常规整,材料无形变,不会造成裁切面几何尺寸的改变,非常利于接头。同时裁切过程无粉末和烟气产生,生产环境友好。
超声波裁切的缺点是,成套系统的价格昂贵,维护成本高,单套的费用在10万人民币左右,常用的备件价格也都在数万元,非常昂贵。
3 热裁刀的选取
热裁刀的原理是通过电加热,将裁刀的温度提高,通过高温,使得胶料变软,从而能够轻松的将胶料裁切开(见图3)。我们首先开始在三鼓成型机上尝试热裁刀裁切的方式,并且在2013年年底,逐步运用在内衬侧和窄复合胎侧的裁切上,取得比较好的使用效果。
图3 热裁刀裁切示意图
普通规格的轮胎内衬层、胎侧胶的厚度一般在5~15 mm之间,宽度不等。胶料是由炭黑、天然橡胶或合成橡胶、添加物等原材料混合密炼加工而成的。为了使橡胶具有所需要的特性,必须向添加各种添加剂,以改变橡胶的强度、塑性、弹性、耐用性等物理性质。因此,胶料的化学构成及外形决定了其裁切的难度。由于裁断过程中,裁刀相对于胶料的相对移动速度快,所产生热量较大,而胶料的散热能力差,所以在裁刀表面极易发生黏刀现象。因此,裁刀材料的选择,是能否成功实践热裁刀的关键。
3.1 热裁刀材料的选取
热裁刀材料的选取必须满足两个标准:①足够的强度,②良好的导热性能和热稳定性。
裁刀材质选择刃具钢一般选择碳素工具钢、低合金工具钢和高速钢。
起初我们考虑采用高速刃具钢,在具有高耐磨性、高硬度、高抗弯曲强度的同时,还要具有相对热稳定性、良好的导热性,并要考虑其刀体结构的韧性和表面粗糙度等。我们首先选用硬质合金,但是实践后,发现合金材料导热性连日常的基本裁切要求都无法满足。常用金属材料的导热系数见表3。
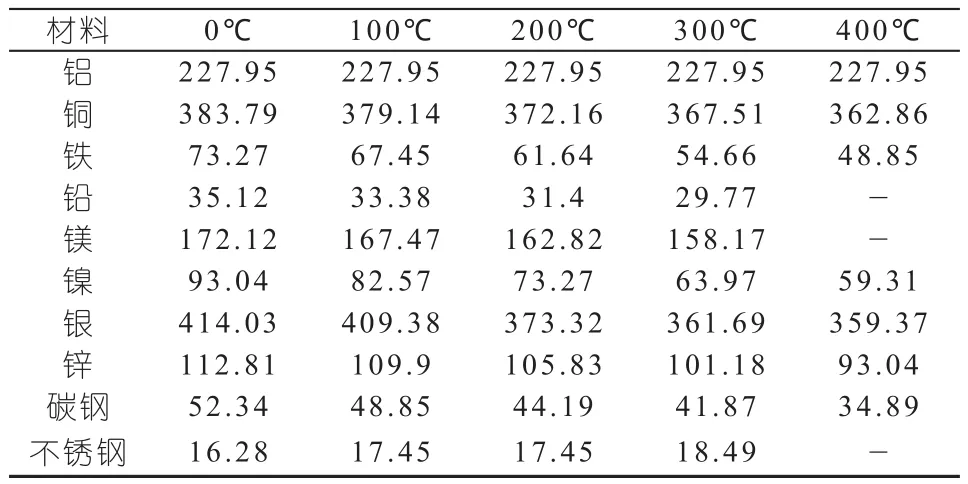
表3 常用金属材料的导热系数
经过对材料导热性能的比对,我们认为热裁刀合适的材料还是铜合金。并且经过我们多次试验,铜合金材料作为裁刀刀片也确实能够满足我们日常的裁切要求,同时铝青铜的力学性能,也可以满足正常生产的需要。
3.2 解决刀面的耐磨性和防黏处理
热裁刀在裁切胶料的过程中,高温会使得胶料内的某些杂质析出后,黏附在刀身表面。这些杂质也会对刃和刀面带来损害,进而使得刀身形成黏附现象越来越严重,最终影响裁断面,影响接头质量。
通过和制造厂家的沟通后,我们在刀身上进行离子喷涂硬质合金,增加刀体表面硬度,提高裁刀刚性,同时再喷涂陶瓷材料,以达到防黏料的目的,经过多次实验,此方法确实可行。
4 热裁刀与超声波裁刀在成型机上的裁切比较
这次试用了两把热裁刀,一把由上海骄成公司提供,装在了L401成型机上,另一把由南通振宇公司提供,安装在了L201机台上。裁刀本身材料为锡青铜,裁刀表面涂有特氟龙涂层,防止裁刀和胶料产生黏连。
4.1 裁刀使用情况
使用了两周情况良好,热裁刀的切面质量与超声波刀的切面质量差不多,详细可见图4~图7。可以看出,热裁刀的接头质量和超声波刀的相差无几。

图4 L201机台内衬层接头(热裁刀)
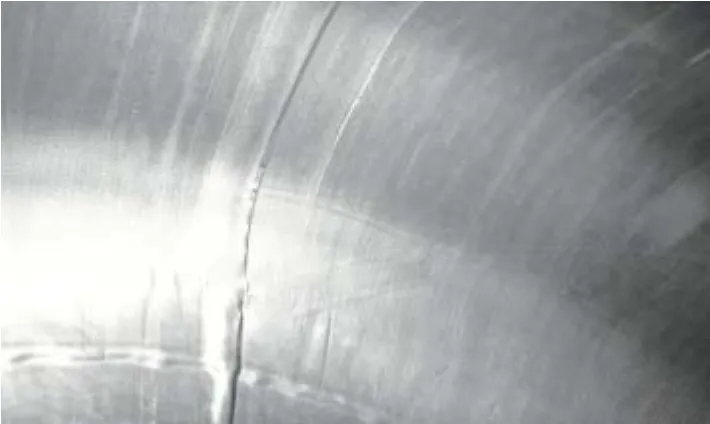
图5 L401机台内衬层接头(热裁刀)
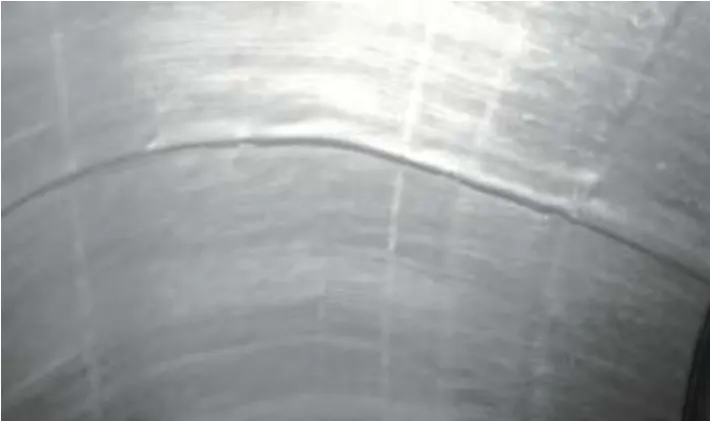
图6 L402机台内衬层接头(超声波裁刀)
4.2 热裁刀高温对胶料的影响
L201和L401热裁刀的温度通过红外测温枪进行测量结果见表4。
热刀本身存在一个温度阶梯,越靠近切面温度越低,实际作用于胶料的温度约在80 ℃左右。
对切面的胶料进行取样,取两组样,同一组的样品都是在一条内衬层上取得,胶料都为BT727胶料,取得位置分别为裁刀切面和非裁刀切面,进行流变仪测试,测试结果见表5。

图7 L413机台内衬层接头(超声波裁刀)
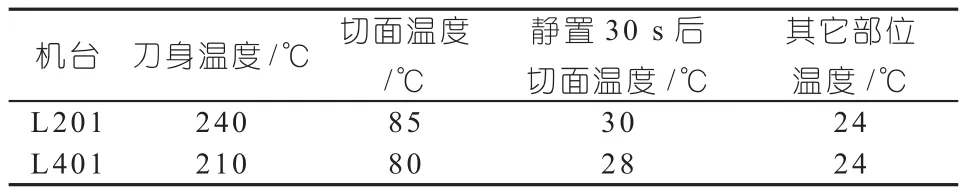
表4 L201和L401机台上热裁刀的温度对比
从结果来看,无论是热裁刀,超声波刀,高温对胶料的影响都微乎其微,可以说热裁刀的使用对胶料几乎没有影响。
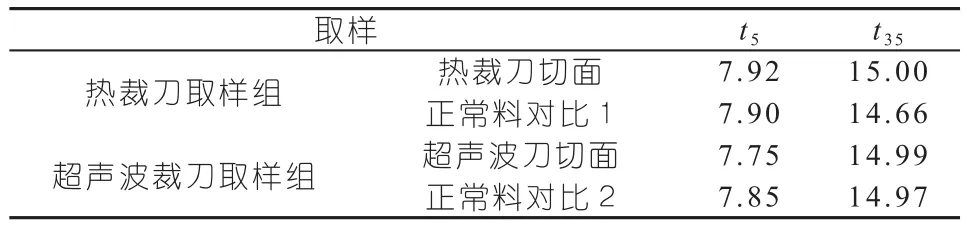
表5 热裁刀和超声波裁刀的硫变仪测试数据
5 热裁刀与超声波裁刀的成本比较
现在使用的超声波刀价格昂贵,容易损坏,维护的成本也高,超声波裁刀一套的价格约为50 000元,而热裁刀一套的价格约为6 000元,超声波裁刀的维护费用是热裁刀的8倍。可以说成本方面,相比超声波裁刀,热裁刀的优势是很明显的。
6 结束语
(1)从性能上来说,热裁刀和超声波裁刀相差无几,但从成本上考虑,热裁刀的优势比较明显。
(2)三鼓成型机用热裁刀来替换超声波裁刀是可行的,并且能够降低成本,而且热裁刀也适合在两鼓成型机上推广。
(R-03)
玲珑轮胎2项目获专家好评
2015年11月28日,烟台市经信委在招远市主持召开了山东玲珑机电有限公司承担完成的山东省技术创新项目鉴定验收会。与会专家经过资料审查、现场考察,最终评定2个项目全部顺利通过验收,综合技术达到国内领先水平。通过验收的2个项目分别为:
(1)SCB11-2000/35型 低损耗三相树脂浇注干式变压器。
(2)YZB-F-1600/35型 35 kV级风力发电用高压/低压预装式变电站。
此次玲珑轮胎承担的2个项目各项性能指标达到国家标准,经国内外用户使用表明产品性能优异,节能效果显著,具有广阔的市场前景。玲珑也将再接再厉,用技术创新为市场提高更好的产品。
本刊摘编自“玲珑轮胎”
(R-01)
Application of thermal cutting knife for building machine
Application of thermal cutting knife for building machine
Wang Jianmin.Shao Weixin,Du Yichen
(Double Coin Hevy-duty Tire Co.Ltd, Shanghai 200245)
Building machine is the main production equipment. Material back-off, conveying, fi xed-length cutting and adjusting is a different link of material conveying process in molding process. The quality of cutting surface affect joint directly.There is a variety of methods to cut pure rubber parts, and the section shape, cutting effi ciency and cost are our equipment maintenance and management factors to consider.
hot cutting knife; cutting disc; ultrasonic cutting knife
TQ330.66
1009-797X(2016)01-0047-04
B
10.13520/j.cnki.rpte.2016.01.009
王建民(1964-),男,毕业于青岛化工学院,目前从事装备、生产管理工作。
2015-06-12
猜你喜欢
橡胶工业(2022年7期)2022-07-19
轮胎工业(2021年4期)2021-12-25
陶瓷学报(2021年2期)2021-07-21
石油管材与仪器(2020年3期)2020-07-03
门窗(2019年6期)2019-12-28
制造技术与机床(2018年9期)2018-09-19
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
橡胶工业(2015年10期)2015-08-01
