
PLC在高速线材生产下集卷站控制上的应用
2016-11-08 04:45禹晓勤单凌寒胡庆军闫菲穆太清
电气传动 2016年10期
禹晓勤,单凌寒,胡庆军,闫菲,穆太清
(1.天津电气科学研究院有限公司 天津 300180;2.中交一航局安装工程有限公司 天津 300457)
PLC在高速线材生产下集卷站控制上的应用
禹晓勤1,单凌寒2,胡庆军1,闫菲1,穆太清1
(1.天津电气科学研究院有限公司 天津 300180;2.中交一航局安装工程有限公司 天津 300457)
根据高线集卷站的工艺流程和控制要求,对集卷站各机械设备的闭环位置控制、顺序联锁控制按工艺流程进行分析,并根据不同控制对象的特点对实际用到的位置控制和顺序联锁控制的控制程序进行介绍。
集卷站;位置控制;顺序联锁控制
1 工艺流程
高线的精整区是指吐丝机以后到卸卷站的全部设备,包括斯太尔摩辊道、冷却风机、集卷站、PF线,称重挂牌、打包、卸卷站等。这里针对高速线材厂自动化控制最为密集的设备——集卷站,对其自动化控制系统进行概括性介绍。
集卷站设备包括集卷筒、布料器、分离指、鼻锥、左右托板、滚床、运卷小车等。其驱动由交流电机传动及液压传动两部分组成。
集卷站的主要作用为将从吐丝机产出的成品线材由风冷线辊道的散卷状态通过集卷站的系列联动将之收集成为成型的可打捆的钢卷,再由小车将钢卷与PF线的C型钩对中后挂至C1型钩上。
其工作流程为:由吐丝机吐出的散卷状的线圈,经散冷辊道至集卷站,经集卷筒上方的布料器整理后成自由落体形式落入集卷筒内的插板上并慢慢累积,当集卷筒内的散卷累积至一定高度时,插板打开;散卷进而跌落至已处于上极限位置的托盘上;再经一定时间的延时后,托盘开始进入慢降阶段,慢降时要确保落入集卷筒内的散卷仍然在集卷筒内完成集卷过程(可使卷型较为好看且为以后定位打基础);当钢卷完全落完后,托盘板即进入快速下降阶段(与此同时插板关闭),直至下降到减速位并平缓到达下降停止位;此时举升滚床下降,且托盘的左、右臂同时打开至打开位;打开到位后,托盘以打开到位的状态上升至上极限位,举升滚床电机运行,将卷芯架移送至下一滚床,同时举升滚床前一滚床运行,将空卷芯架移送至举升滚床;托盘开始闭合,举升滚床锁定并上升,为下一周期做好准备,此时,带有钢卷的卷芯架由滚床系统运送至翻转装置,翻转装置运行,将卷芯架平放,小车由卸卷位或等待位,以低位方式行驶至接卷位并上升至高位,之后以高位方式向C型钩方向运行,对中后下降,再次驶回等待位或直接驶向翻转装置,接下一卷线材。在以上传动设备中,滚床行走,滚床旋转,运卷小车行走,托盘升降为变频器带动交流电机进行的传动控制,举升滚床锁紧升降,托盘开闭,翻转装置等为液压传动控制。
2 系统组成
2.1 传动系统
需调速的散卷冷却辊道、散冷风机、卷芯架驱动及旋转、运卷小车等选用西门子G120系列变频器。G120系列是西门子为交流电机提供经济的高精度的速度、转矩控制开发的变频器。通过PROFIBUS网与上级PLC进行通讯,完成系统数据的采集、交换与监控,具有控制性能好、可靠性高等优点,满足了轧制线高品质、高精度的要求。
2.2 自动化系统
基础自动化级采用西门子S7-400 PLC进行控制。CPU型号为CPU416-2DP,这是一款较高档的中央处理器,具有较高容量程序存储能力,性价比出众,完全能够满足集卷区以及相关辅助介质系统的顺序及逻辑控制需要。在集卷站操作室设置了2个ET200的远程站,用于采集现场信号及连接操作台。基础自动化级PLC和传动级之间采用Profibus-DP网连接,增加了控制的灵活性。在集卷站操作室设置工控机1台,上位监控系统与基础自动化级PLC之间采用以太网连接,选用西门子WINCC系统,对收集区设备进行参数设定和状态监控。系统的网络配置图见图1。
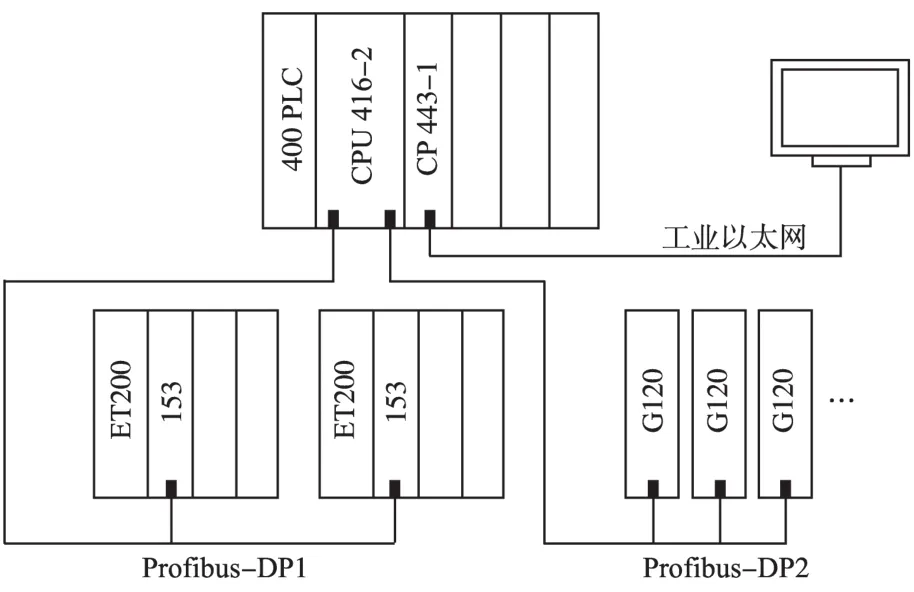
图1 系统的网络配置图Fig.1 Network configuration diagram of the system
3 程序控制
3.1 位置控制功能块实现
集卷站使用位置控制的设备是托盘的升降变速控制和小车的正反向行走控制。2套设备均采用绝对值码盘反馈。以小车为例,在STEP7程序中采用闭环控制,速度设定分为3个阶段,在启动阶段,速度采用20%给定速度,当速度达到15%后,进入过程阶段速度采用80%给定速度,当接近预订位置时,速度积分下降到5%,这样可使小车的启动及停止的加减速十分平稳,并且在达到设定停止位置时加入了死区闭环反馈的环节,使其位置误差达到较小的范围。小车为正负3 mm、盘卷板为正负2 mm。闭环数据值均通过各设备电机所带动的绝对值编码器来实现反馈和数据修正,并且在各个设备的固定位置点设置了编码器清零的功能,大大减少了设备运行的误差。因运卷小车所接钢种不同,其钢卷重心时常产生变化,在程序中还加入了小车行程补偿的功能,确保其与C型钩对中的平稳性。闭环位置控制流程图见图2。
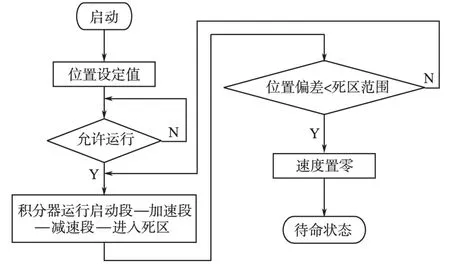
图2 闭环位置控制流程图Fig.2 A closed-loop position control flow chart
3.2 顺序联锁控制功能
集卷站系统本身由多个可以相对独立运行,而实际生产中是相互联动的子系统组成并按照工艺要求进行一定顺序的联锁动作。各个动作的启动和完成可以触发另外的设备动作,各个动作间需要相互协调和顺序联锁,触发均通过延时或者编码器的反馈值以及接近开关的信号来实现。例如:滚床子系统。滚床系统由举升滚床、翻转滚床、旋转滚床、运输滚床组成,起到了承上启下的作用。首先举升滚床要和升降托盘相互连锁,使钢卷可以顺利的由集卷筒转移至卷芯架上。然后就是卷芯架的运输,依靠各滚床接近开关的互锁,使得8个卷芯架能在滚床上顺序运行。最后由翻转滚床和运卷小车配合,将钢卷移送到C型勾上。
3.3 自诊断功能
自诊断功能包括故障诊断和故障处理两部分。其中故障诊断部分,除了由传动装置,电气装置上报的故障外,还可以自主判断一些非正常状态。如在预定时间内旋转滚床到位信号未到达,判断是否遇到卡钢;又如接触器合闸命令发出后,在预设的时间为收到反馈信号等。由非正常状态出现后,系统发出声光报警,在上位机报警界面可以查询报警信息。故障处理方面,在程序中加入了人工干预接口,可以在发生非正常情况时,程序能够切换至故障模式进行人工干预,待解除故障后再切换至正常运行状态继续接钢工作。自诊断功能在实际应用中起到了很好的效果。
4 结论
该高速线材集卷站从2014年10月热负荷试车成功至今,运行状态稳定、可靠,对散卷的收集工作完全由PLC自动化程序自行完成,大大降低了工人的劳动强度,提高了自动化水平。为轧线的整体轧制速度提升和过钢间隙的缩短提供了的保障。对高线的生产效益提高起到了相当的促进作用。
[1]王一谦.某高速线材及大盘卷工程集卷站自动化控制系统[J].山西冶金2010,33(4):35-36.
[2]许修业.轧制过程自动化[M].北京:冶金工业出版社,1989.
[3]潘新民.微型计算机控制技术[M].北京:人民邮电出版社,1988.
Application of PLC in the High-speed Wire Collection Station
YU Xiaoqin1,SHAN Linghan2,HU Qingjun1,YAN Fei1,MU Taiqing1
(1.Tianjin Research Institute of Electric Science Co.,Ltd.,Tianjin 300180,China;2.Installation Engineering Co.,Ltd.,CCCC First Harbor Engineering Company Ltd.,Tianjin 300457,China)
Closed-loop position control,sequential interlock control of machinery equipment in coil collecting station according to the technical processes and operation requirements of high line coil collecting station were analyzed.It also gave an introduction of practical operation procedures of position control and sequential interlock control based on the characteristics of different controlled objects.
coil collection station;position control;sequence interlock control
TP273
A
10.19457/j.1001-2095.20161013
2015-09-15
修改稿日期:2016-04-19
禹晓勤(1971-),男,本科,工程师,Email:18630924797@163.com
猜你喜欢
江苏钢铁(2022年7期)2022-06-30
山西冶金(2022年2期)2022-06-04
中国修船(2022年2期)2022-04-28
设备管理与维修(2021年1期)2021-03-05
家庭影院技术(2020年11期)2020-12-28
冶金设备(2020年2期)2020-12-28
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
家庭影院技术(2020年4期)2020-05-21
新疆钢铁(2016年1期)2016-08-03
