废铅酸蓄电池回收技术现状及发展趋势
2016-10-29 06:33:04王学健沈海泉
资源再生 2016年2期
文 / 王学健 沈海泉
废铅酸蓄电池回收技术现状及发展趋势
Status and development trend of waste lead-acid battery recycling technology
文 / 王学健 沈海泉
铅酸蓄电池近年来使用量和报废量逐年增加,采取科学环保方法回收处理废铅酸蓄电池迫在眉睫,文章介绍了国内外铅酸蓄电池回收处理现状及主要工艺应用现状,指出我国在回收处理及管理中存在的问题,对未来废铅酸蓄电池回收处理行业发展趋势进行了展望。
废铅酸蓄电池;再生铅;铅回收;处理
铅蓄电池以其性价比高、高低温性能优越、运行安全可靠等优点在储能领域占有重要的地位,在交通运输、通讯、电力等国民经济的重要领域都有广泛应用。近年来随着汽车消费量加大,车用铅酸蓄电池用量也急剧上升,而大量消费必然产生相当数量的报废。
废铅酸蓄电池中含有大量重金属铅和高浓度硫酸溶液,如不进行有效回收和科学处理,势必对生物和环境造成威胁。研究表明,废酸液一旦进入土壤就会引起水体污染,破坏土壤有机质造成土壤肥力下降;铅则能引起人贫血、腹痛、脉搏减弱,严重时能导致死亡。
废铅酸蓄电池除了具有危险性,同时其中还有很多资源可以回收利用,如铅本身是一种有色金属,具有重要的经济价值。随着铅矿的不断开采,原生铅越来越少,已难以满足工业上日益增长的铅需求,如不对占铅消费总量80%的铅酸蓄电池进行回收利用,铅资源将出现紧缺,因此从保护环境和资源角度讲,回收处理废铅酸蓄电池都具有重要意义。
一、铅蓄电池报废原理
铅蓄电池是一种可循环充放电的原电池,以铅为阴极、二氧化铅为阳极、硫酸溶液为电解液,通过物质转化实现充放电。总反应式为:

该反应为可逆反应,放电时反应向右进行,生成硫酸铅,充电时向左进行。理想情况下充放电可以一直反复进行,但实际上放电产生的硫酸铅会随循环次数增加逐渐覆盖电极板,使电极板的导电性渐弱,最终导致不能充电,蓄电池由此报废。
二、回收技术现状
1. 破碎分选技术
按材料种类,废铅酸蓄电池可分为四种组分:塑料外壳、铅合金栅极、硫酸电解液和铅膏。基于此特点,目前的回收方法都是先将废铅酸蓄电池破碎,然后分离四种组分,因此在回收过程中首先涉及破碎分选技术。
国外在废铅酸蓄电池破碎分选技术的研究起步早,并已将全自动化机械化破碎技术应用于生产实践,目前主流的破碎分选系统有两种:美国M.A.公司生产的破碎分选系统(简称M.A.技术)和意大利Engitec公司生产的破碎分选系统(简称CX技术),两种技术原理均是先通过机械破碎将废铅酸蓄电池破碎成小尺寸组件,然后通过分选技术实现四分离。
我国在该方面研究起步晚,目前国内在生产实践中有三种做法:传统的人工破碎分选、引进国外先进破碎分选技术和自主研发破碎分选系统。其中,人工破碎效率低,不利于环境安全和人体健康,处于淘汰期;引进国外先进技术效果好但价格高,给企业带来资金压力;自主研发目前国内只有江苏春兴集团研发的破碎分选系统,虽然相比主流工艺仍有一定差距,但却是我国废铅酸蓄电池破碎分选技术发展的长远之计。
2. 铅膏回收技术
废铅酸蓄电池的四种组分中前三种由于组分相对单一,通过现有技术均能很容易地实现回收利用:塑料外壳经过清洗干净后可再生塑料颗粒,铅合金栅极经过金属熔融和分离工序可实现栅极中各类金属的分离及回收,硫酸溶液通过除杂浓缩等工序可实现硫酸的再生。唯独第四种组分铅膏由于组分复杂,性质各异,回收难度较高,因此目前关于废铅酸蓄电池回收方法的研究主要集中于此。
(1)火法回收技术
铅膏主要成分是硫酸铅,其中还含有一部分氧化铅、二氧化铅和少量杂质。由于高价铅经还原剂在高温条件下可被直接还原成金属铅,因此利用高温条件下通过添加碳还原剂及一些熔剂熔炼铅膏的火法回收技术得到广泛应用和研究,目前废铅膏的火法回收技术主要有两类:预脱硫-还原熔炼-精炼技术以及再生铅和原生铅混合熔炼技术。
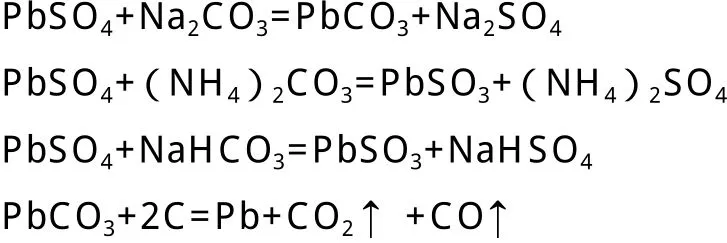
预脱硫-还原熔炼-精炼技术包含三个步骤:脱硫、还原和精炼。脱硫是因为铅膏中主要成分硫酸铅在高温条件下能生成硫氧化物,腐蚀设备及污染环境,常用的脱硫剂有碳酸钠、碳酸氨和碳酸氢钠,经脱硫后的高价铅用还原剂还原可得到粗制金属铅,然后在精炼锅中用氢氧化钠、硝酸钠精炼剂进行精炼。主要反应如下:
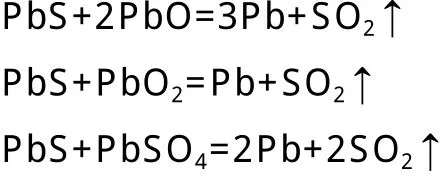
再生铅和原生铅混合熔炼技术:在原生铅的反应冶炼法中,必须先将铅精矿中一部分硫化铅氧化成氧化铅、二氧化铅或硫酸铅,然后它们再与未氧化的硫化铅反应得到粗铅。而铅膏可直接提供氧化铅、二氧化铅和硫酸铅,既省去了预氧化工序,又使自身含有的铅参与冶炼,可谓两全。铅膏与铅精矿反应原理如下:
两种火法回收技术中,预脱硫-还原熔炼-精炼技术是铅膏的单独回收技术,随着原生铅资源的不断耗竭,占再生铅比例为80%的废铅膏将成为未来铅冶炼工业的主要原料,因此开发铅膏单独回收技术具有较强的发展前景。再生铅和原生铅混合熔炼技术是铅膏的混合回收技术,该法可以充分利用当前的原生铅冶炼设施,有利于加快解决目前大量铅酸蓄电池污染的问题,具有较强的现实意义。

(2)湿法回收技术
由于火法回收具有高能耗、高污染、高排放的弊端,因此在常温下溶液中直接回收铅膏的湿法技术得到广泛研究:电解沉积、固相电解还原、柠檬酸法是当前湿法回收铅膏的主要技术。
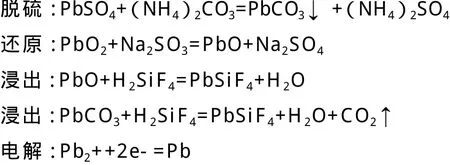
电解沉积:包括脱硫-还原-浸出-电解四个步骤,铅膏经碱金属碳酸盐脱硫,还原剂将二氧化铅转化为氧化铅后,在浸出剂的作用下将铅转移到富铅电解液中,然后进行电解沉积得到精铅。代表工艺是R SR法和CX-EW工艺,其中R SR法反应原理为:
CX-EW法与R SR法相似,只是采用的脱硫剂和还原剂分别是碳酸钠和过氧化氢。电解沉积技术避免了火法回收技术的高温条件,不产生烟尘和二氧化硫,但能耗依然相当高,1千克铅电耗约为12k·Wh,比火法要高,因此该法能耗问题仍有待研究。
固相电解还原:采用氢氧化钠溶液作为电解液,表面带折槽的不锈钢板作为阴阳极,将经过8mol/L的氢氧化钠溶液浆化后的铅膏填充在折槽中, 通电电解时含铅化合物从阴极得电子直接被还原为金属铅,阴极反应为:

该法具有占地省、投资少、回收率高、过程清洁的特点,但碱耗比较高,因此该法碱耗问题仍有待研究。
柠檬酸铅法:铅膏中硫酸铅经柠檬酸三钠处理,氧化铅和二氧化铅经柠檬酸处理后均转化为柠檬酸铅,柠檬酸铅通过低温被烧可转化为超细氧化铅粉,反应原理为:
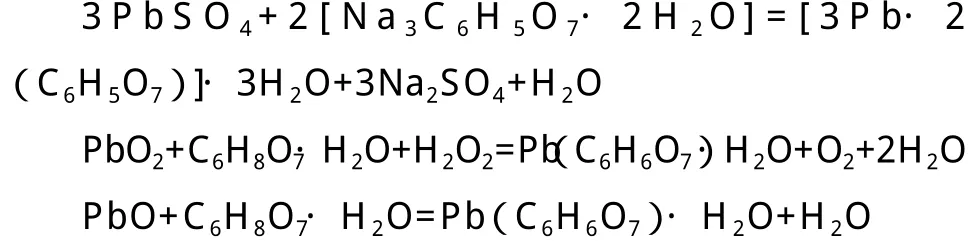
该法能将铅膏直接转化为可用于生产铅酸蓄电池的原料——超细铅粉,由于铅总量的80%用于铅酸蓄电池的生产,直接将铅酸蓄电池的废弃物转化为自身的生产原料,在缩短了工艺环节的同时减少资源浪费,因此柠檬酸铅法具有重要意义。
三、工艺现状
铅酸蓄电池经破碎分选后可进行铅膏的处理,在火法回收技术中,由于铅膏中的硫元素具有潜在的硫污染问题,因此在处理前必须进行铅膏预脱硫,铅酸蓄电池中铅膏回收处理一般流程为:
1. 铅膏脱硫工艺
铅膏预脱硫可将铅膏中的硫酸铅转化为碳酸铅,降低火法熔炼的温度,节省能耗,同时减少烟尘、二氧化硫排放量,目前铅膏预脱硫工艺主要是碳酸盐转化脱硫。由铅化合物的电位-pH图可知,在pH=6`10时,碳酸铅的溶度积比硫酸铅的溶度积小6个数量级,因此在此条件下,硫酸铅能发生向碳酸铅的转化,反应原理为:

2. 铅回收工艺
铅的冶炼有火法和湿法两种工艺,世界铅冶炼以火法为主,湿法尚处于研究阶段,目前火法回收铅主要有以下几种工艺:
反射炉熔炼技术:该技术是以煤气或天然气为燃料,以碳酸钠、无烟煤及生石灰等为辅助原料,采用反射炉作为熔炼设备对含铅废料进行高温还原的熔炼技术。该技术操作简单、投资少、适应性强。但环境污染重、能耗高,生产效率和热效率较低,且是间断作业,不易实现自动化控制。
竖炉熔炼技术:该技术是以焦炭或高炉煤气为燃料,采用竖炉作为熔炼设备,在焦点区燃烧形成高温对含铅废料进行还原熔炼的技术。该技术具有适应性强、生产能力大、能实现过程连续生产的特点,但粉尘率高,细粒物料需要烧结或制团。
短窑熔炼技术:该技术是以天然气或柴油为燃料,以碳酸钠等为辅助原料,采用短炉身、高耐火材料内衬的回转窑作为熔炼设备进行连续熔炼的技术。该技术可实现连续熔炼,密闭性好,原料适应性强,利于传热、传质,但产渣量大,炉衬寿命短。
富氧底吹熔炼技术:该技术是利用熔池熔炼原理,通过浸没底吹氧气的强烈搅动,使硫化物精矿、未脱硫铅膏与熔剂等原料在反应器(熔炼炉)的熔池中充分搅动,迅速熔化、氧化、交互反应和还原,生成粗铅的熔炼技术。该技术能实现铅精矿与废铅膏的混合熔炼,产生的烟气可制酸,省去了铅膏脱硫工序,具有工艺流程短、建设和运行成本低、氧利用率高、脱硫率高等优点,可实现生产过程自动化控制。该技术适用于铅精矿与铅膏等二次物料的混合熔炼,不适用于单独处理废铅膏。
四、管理政策及问题
美国和欧盟在废铅酸蓄电池管理法律方面比较有代表性,他们通过颁布具有实施细则的法律形成一套完善的法律体系,在运输及处理过程中也有一套完善的监管制度,同时还有很多环保类的非盈利性组织为废铅蓄电池回收保驾护航。如美国缅因州制定《有害废弃物、渣泥、固体废弃物管理》,对废铅蓄电池从回收、收集、标志、运输、贮存、冶炼等全过程做了详细的规定,在实施过程有很强的可行性。而英国环保署制定的《特别废弃物规定》则对废弃物的认定、分类、评估及运输、贮存、标记等做了详细的规定。
在回收模式上各国都有各自的特点,如意大利COBAT组织专门负责废旧铅蓄电池的回收,并组织相关企业对其贮存和再生;美国的BCI(以旧换新)模式规定消费者购买时需缴纳一定的抵押金,交回废旧蓄电池后将押金返还;德国、瑞典和意大利等国强制要求必须交回废铅蓄电池,保证100%回收。随着互联网的发展,在线回收逐渐引起关注。
在政策上,美国和日本对废铅蓄电池回收都会给予一定补贴;爱尔兰通过设立补助金刺激地方回收项目的开发;葡萄牙对废铅蓄电池回收企业及类似企业给予补贴;韩国对有色金属再生企业给予长期无息贷款优惠政策等。
国外在铅酸蓄电池的回收及管理方面研究起步较早,因此在管理上具有一定经验。我国则正好相反,主要存在三方面问题:
第一,我国在废铅酸蓄电池管理方面没有形成严格的法律体系,仅有部分法律法规涉及铅酸蓄电池,如《固体废物污染防治法》、《危险废物污染防治技术政策》、《再生铅行业准入条件》等,铅酸蓄电池的回收处理过程复杂,我国相关法律远远不够;
第二,没有形成良好的回收体系。由于法律监管不到位,铅酸蓄电池被各方争夺,回收体系处于混乱状态;
第三,我国公众对铅酸蓄电池回收的危害性认识不够。很多人不了解废铅酸蓄电池的危害,直接将其送至废品收购站而不懂得其危险废物的特殊性随意处置。我国大部分废铅酸蓄电池回收渠道掌握在个体收购户手中,这些个体收购户为求方便和经济利益,直接将废酸液倒入泥土或下水道中,严重缺乏环保意识。
五、结束语
废铅酸蓄电池的四种组分——塑料外壳、硫酸溶液、铅栅极和铅膏均具有回收利用价值,其中铅膏占比例最大、同时也是最难以处理的组分。
目前关于铅酸蓄电池回收处理研究集中在四种组分的分选和铅膏的回收利用上,国际上先进的分选设备主要是M.A.技术和CX技术,可实现废铅酸蓄电池良好的破碎与组分的分离,而我国关于破碎分选的研究尚处于研究阶段。
铅膏的回收处理主要包含铅膏的预脱硫和铅的回收两部分,铅膏预脱硫可以降低二氧化硫污染和降低熔炼温度,主要依靠碱金属碳酸盐置换硫酸根。铅的回收包含火法和湿法两类回收技术,火法冶炼反应快、工艺成熟,是当前主流技术,根据炉型的不同可分为反射炉法、竖炉法、短窑法和富氧底吹法;但高温对设备的要求高,容易产生粉尘,需要后续除尘处理,仍需要进一步研究。湿法技术效率低、但常温即可回收处理,是一种比较有前景的工艺,目前仍处于试验研究阶段,如能突破湿法反应速度方面的问题将大有作为。
我国废铅酸蓄电池的回收处理仍面临很大的问题,究其原因是缺乏完备的管理体制,在未来几年,应加快建立废铅蓄电池回收处理法律体系,鼓励民间组织建立回收联盟,加强对违法经营的惩治力度,提高再生铅行业的准入条件,逐步规范我国废铅蓄电池回收处理市场。R
猜你喜欢
轻金属(2023年9期)2023-12-06 02:41:58
云南化工(2023年11期)2023-11-29 07:16:46
蓄电池(2023年5期)2023-10-19 04:31:16
云南化工(2022年8期)2022-08-16 09:38:30
云南化工(2021年6期)2021-12-21 07:31:28
电池(2021年5期)2021-11-05 03:10:34
蓄电池(2021年2期)2021-05-08 06:52:24
有色金属科学与工程(2020年5期)2020-11-08 10:01:56
无机盐工业(2020年4期)2020-04-15 09:58:54
世界有色金属(2019年23期)2019-03-05 03:08:06