小波匹配追踪技术在超声TOFD图像处理中的应用
2016-10-27 01:13:04方正中郑鼎鼎黄诚蔚杨克已
杭州电子科技大学学报(自然科学版) 2016年5期
赵 烨,方正中,郑鼎鼎,黄诚蔚,杨克已
(1.衢州市特种设备检验中心,浙江 衢州 324000;2.浙江大学机械工程学院,浙江 杭州 310027)
小波匹配追踪技术在超声TOFD图像处理中的应用
赵烨1,方正中1,郑鼎鼎1,黄诚蔚1,杨克已2
(1.衢州市特种设备检验中心,浙江 衢州 324000;2.浙江大学机械工程学院,浙江 杭州 310027)
针对超声TOFD技术在薄板焊缝检测中盲区过大的问题,利用小波匹配追踪技术对信号中适合的子带进行数据匹配追踪稀疏化处理,研发的检测软件探索并解决了超声TOFD技术图像上表面缺陷信号的混叠问题.在带缺陷的薄板焊接试件上进行试验,通过对检出数据的对比分析,验证了小波匹配追踪技术在减小盲区上的优良效果.
超声TOFD;小波匹配追踪技术;纵向分辨率;盲区
0 引 言
超声波衍射时差法(Time Of Flight Diffraction,TOFD)技术在各领域的检测工作中得到了广泛的应用,其快速、准确检出焊接埋藏缺陷的能力是常规无损检测方法无法达到的.该技术也存在着不足,比如,在对厚度在12~14 mm以下的薄板焊缝进行检测时,当缺陷处于上表面区域内,缺陷上端点衍射波信号会隐藏在直通波信号下,并与直通波信号发生混叠,极不利于缺陷位置尺寸等几何信息的获取,难以识别和判断缺陷图像,更是影响了缺陷埋藏深度的数据分析.由于超声TOFD中直通波信号一般存在一至一个半以上周期的时间脉冲,部分探头由于质量或使用时间较长等原因甚至导致时间脉冲大于两个周期.时间脉冲对应在检测区域内的深度就是直通波的检测盲区,上表面的缺陷信号十分容易隐藏在直通波信号下,造成缺陷数据无法准确获得.通过TOFD技术上表面盲区计算公式可计算出10 mm试板直通波盲区为4.05 mm[1].其深度盲区占到整个厚度的40%以上,这也是导致TOFD技术在厚度12~14 mm以下钢板检测局限性的主要问题.
目前在减小超声TOFD技术检测盲区的方法通常包括改良探头、多种方法重复扫查及减小探头间距(PCS)等,但是,这些方法在近表面盲区检测中都存在一定的极限.国内相关科研机构也进行了探索,先后提出了基于二次波的综合超声衍射反射回波方法和纵波三次W衍射反射方法,通过接收衍射反射信号,达到识别近表面缺陷的目的[2].但这两种方法在检测时需要调整工艺参数,工艺参数的选择将对检测结果产生巨大影响,且将导致检测效率下降.本文提出采用小波匹配追踪技术的超声TOFD稀疏化成像技术进行薄板焊缝检测,通过对检测信号的分析处理,快速解决了上表面缺陷信号混叠的问题,达到减小上表面盲区的效果.
1 小波匹配追踪技术
超声TOFD检测的匹配追踪算法是一种利用高斯调制的余弦函数进行原子分解的信号描述算法,在信号处理上具有较高的纵向分辨率[3].该算法是将原子库中的原子同类型的信号按照能量高低顺序,依次从原始信号中提取,组成若干个原子的线性组合.所以,匹配追踪算法在分析前应构建一个数据完备的原子库,以便寻找与原始信号成份具有相似性的原子,满足检测信号中各种信号成份的匹配,有效地提取信号特征.在对上表面缺陷检测过程中,最先被接收到的是直通波,之后是缺陷衍射波,最后是底面反射波,而检测信号中直通波、缺陷衍射波和底面反射波这三者之间的中心频率及带宽均存在着较大的差异,原子库中需要信号描述的原子数量将会呈几何倍数地增加,这大大地降低了该算法的计算效率[4-6].
为提高计算效率,必须对超声TOFD检测的原始信号进行先期处理,以区分原始信号中各个分量之间中心频率和带宽.小波变换技术是时间-尺度分析和多分辨分析的一种新技术,它在处理时变信号和非平稳信号上具有明显优势.信号y(t)经小波变换后得到小波系数,小波系数是尺度因子a和平移因子b的函数,小波系数中蕴含着信号在各个尺度上的信息,计算如下:

(1)
式中,WTy(a,b)为小波变换系数,φ为母小波.小波变换对信号分析的处理如图1所示,在不同的尺度因子a下,3个时频分析区间(即3个矩形)的面积保持不变.这是小波变换所具有“变焦”特性.在高频端(2Ω0)处,可见矩形的频率边拉长,表示频率分辨率较差,但矩形的时间边缩短,表示时域分辨率较好;反之,在低频端(Ω0/2)的频率分辨率较好,而时域分辨率较差[7].
但在不同的a值下,分析区间的面积保持不变,时频变化随分析任务的需要做出调整.小波变换通过“变焦”选取合适的滤波器,能够有效地减小或去除信号中不同特征之间的相关性[8].
图1 a取不同值时小波变换对信号分析的时频区间
由于检测信号的瞬态性决定了母小波φ不但在时域上应有紧支性,还应与超声检测信号之间具备相似性[9],通过φ的缩放和平移,小波分析将信号分解成一系列子带信号(小波函数)的叠加,用这种不规则的子带信号对比尖锐变化的部分信号,同时对比离散不连续具有局部特性的信号,能更加真实地反映原信号在某一时间尺度上的变化.利用小波这种局部多分辨率分析能力,在被分解的若干个子带信号中选取与直通波、底面反射波频谱最为接近的子带,对其数据进行匹配追踪算法分析和稀疏化处理[10].
2 试验结果及分析
为了进一步分析采用小波匹配追踪技术对薄板焊缝进行超声TOFD检测的实际效果,本文以厚度为10mm的试板作为研究对象,分别采用基于小波匹配追踪的超声TOFD稀疏化成像技术和常规超声TOFD技术进行检测,并对检测结果进行对比分析,以此验证该技术对薄板焊缝的纵向灵敏度和实际可行性.
2.1试验系统
检测仪器采用武汉中科HS800 TOFD检测仪,选用频率为10 MHz、声束角度70°、晶片直径为3 mm的探头;检测试验中选用材料为Q345且厚度为10 mm厚的试板,试板中间预制2条焊缝,每条焊缝上均预留1~2个埋藏缺陷,焊缝坡口形式为V型.检测以非平行扫查作为主要扫查方式,用以测定缺陷深度;对内部辅以射线检测.最后对试板采用在刨床上精细刨削结合表面检测的方法进行解剖验证.
数据分析采用基于小波匹配追踪的超声TOFD稀疏化成像分析软件,软件以原始A扫描原始信号为基础,采用小波匹配追踪技术对原始信号进行分析处理,并绘制处理结果以达到良好的表征图像效果.
2.2试验结果
应用上述检测程序和方法,对100块有缺陷的焊接试板进行检测,结果表明检测判断与实物解剖相一致,选取其中一块试板的检测数据进行分析.
试板射线检测底片如图2所示.270~300 mm位置处存在长36 mm的条形缺陷.

图2 射线检测底片
缺陷处的A扫描检测信号如图3所示和D扫描原始图像如图4所示.对该试板进行超声TOFD检测后发现,从图3和图4的图像上无法区分缺陷上端点衍射信号,其极有可能隐藏在直通波信号下.采用软件进行基于小波匹配追踪的超声TOFD稀疏化成像后,所得结果如图5所示,图5相对清晰地显示缺陷的上下端点衍射波信号.通过软件分析后可知,该试板在267~297 mm有缺陷,如图6所示,缺陷深度约1.8~2.8 mm,缺陷长度为30 mm.在对试板进行解剖后,缺陷实测深度约2.0~2.8 mm,长为34 mm.

图3 缺陷处的A扫描检测信号
图4 D扫描原始图像
图5 小波匹配追踪稀疏化处理结果

图6 小波匹配追踪稀疏化处理后检测参数
2.3试验分析
通过试验可知,基于小波匹配追踪的超声TOFD稀疏化成像检测技术在纵向分辨率上与常规超声TOFD技术相比优势明显.检测数据对比如表1所示.

表1 检测结果比较
从表1可看出,常规超声TOFD技术上表面缺陷无法分辨,而基于小波匹配追踪的超声TOFD稀疏化成像技术能将薄板焊缝的上表面检测盲区减小至2.0 mm,甚至更小.检测后,上表面缺陷易于操作人员识别,深度数据读取简单,且数据较为准确.
产生这种效果的原因取决于基于小波匹配追踪的超声TOFD稀疏化成像技术在以下几方面进行了信号处理:
1)首先通过小波变换对TOFD检测中发生混叠的A扫描检测信号进行子带分解.对比结果如图7所示,小波处理后的信号的中心频率分布大幅缩小,使得原子库中所需的信息量也极大地降低,在保证计算精度的同时提高了计算效率.
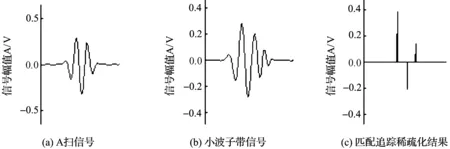
图7 A扫信号、小波子带信号与匹配稀疏化结果
2)对小波处理后的直通波信号进行拉直处理.由于试板较薄且表面存在轻微变形,加上在检测中耦合剂的厚度不均匀和换能器中心距容易产生轻微位移,轻微变形或位移所对应的深度变化量与直通波信号存在时间变化量是平方关系,将引起直通波在时间轴位置上剧烈波动,为了得到友好的表征成像结果,使检测人员便于观察和精准测量,应进行直通波拉直处理;
3)对小波处理后的信号再进行匹配追踪稀疏化处理.通过小波变换寻找出频谱最接近直通波、缺陷波和底波的子带信号,该子带信号可认为是直通波与缺陷波信号混叠的信号,对该子带信号进行如图5所示的匹配追踪稀疏化处理,提高了图像的纵向分辨率,如图6所示,能十分方便地对缺陷的位置和尺寸进行读取.
2.4试验小结
通过试验数据对比,采用基于小波匹配追踪的超声TOFD稀疏化成像技术获得的超声TOFD图像,其纵向分辨率显著提高,通过算法分析发现,本文方法能有效地检测上表面缺陷,且与原常规超声TOFD技术相比上表面盲区可减小55%以上,能对厚度为10 mm的薄板焊缝上表面缺陷进行较为准确地检测和测量.
3 结束语
小波匹配追踪技术利用算法分析上的特点,能有效地解决薄板焊缝上表面检测盲区内的缺陷信号与直通波信号混叠的现象,减小上表面检测盲区.本文通过相关软件测试,实现了薄板焊缝上表面缺陷几何信息的精确测量,减小了深度误差.本技术也是一种后数据分析方法,能有效地避免检测中附加工序或调整参数,提高工作效率.因此在实际检测中具有良好的应用价值.
[1]强天鹏,肖雄,李智军,等.TOFD技术的检测盲区计算和分析[J].无损检测,2008,30(10):738-740.
[2]卢超,王鑫,陈振华.近表面缺陷的超声TOFDR和TOFDW检测[J].失效分析与预防,2012,7(3):153-157.
[3]于刚.高质量超声TOFD成像关键技术的研究[D].杭州:浙江大学,2013.
[4]BOßMANN F, PLONKA G, PETER T, et al. Sparse deconvolution methods for ultrasonic NDT[J]. Journal of Nondestructive Evaluation, 2012, 31(3): 225-244.
[5]MALLAT S, ZHANG Z. Matching pursuit with time-frequency dictionaries[J]. Signal Processing, IEEE Transactions on, 1993, 41(12):3397-3415.
[6]MU Z, PLEMMONS R J, PETER Santago I I. Iterative ultrasonic signal and image deconvolution for estimation of the complex medium response[J]. International Journal of Imaging Systems & Technology, 2005, 15(6):266-277.
[7]汤洪彪.基于小波神经网络的机动目标跟踪的研究[D].太原:太原理工大学,2008.
[8]周红明.薄材焊缝自动化超声TOFD成像检测关键技术研究[D].杭州:浙江大学,2014.
[9]ABBATE A, KOAY J, FRANKEL J, et al. Signal detection and noise suppression using a wavelet transform signal processor: application to ultrasonic flaw detection[J]. Ultrasonics Ferroelectrics & Frequency Control, IEEE Transactions on, 1997, 44(1):14-26.
[10]方正中,赵烨,杨克已,等.基于小波匹配追踪的薄板焊缝超声TOFD稀疏化成像方法[J].无损检测,2015,37(10):51-55.
Application of Wavelet Matching Pursuit Technique in Ultrasonic TOFD Image Processing
ZHAO Ye1, FANG Zhengzhong1, ZHENG Dingding1, HUANG Chengwei1, YANG Keji2
(1.QuzhouSpecialEquipmentTestingCenter,QuzhouZhejiang324000,China;2.ZhejiangUniversityCollegeofMechanicalEngineering,HangzhouZhejiang310027,China)
In order to solve the problem that ultrasonic TOFD technique has too large blind area in thin board welding seam detection, a novel detection software is developed by data matching, tracking and sparse processing on suitable sub-bands in signal with wavelet matching pursuit technique. The software is proposed to explore the solution of near surface defect signal aliasing in ultrasonic TOFD technique image. With testing on welded specimens with defects, the excellent effect of wavelet matching pursuit technique in reducing blind area is verified by comprehensive analysis of detection data.
ultrasonic TOFD; wavelet matching pursuit technique; vertical resolution; blindarea
10.13954/j.cnki.hdu.2016.05.006
2016-05-25
国家自然科学基金资助项目(51175465);浙江省质量技术监督局科技研究资助项目(20130292)
赵烨(1976-),男,高级工程师,承压类特种设备检验和无损检测技术.
TG115.28
A
1001-9146(2016)05-0026-05
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
趣味(数学)(2022年4期)2022-07-02 03:10:02
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
西藏艺术研究(2021年4期)2021-06-02 09:41:46
今日农业(2020年20期)2020-12-15 15:53:19
压力容器(2019年1期)2019-03-05 11:12:06
铁道通信信号(2018年12期)2019-01-31 05:36:42
资源再生(2017年4期)2017-06-15 20:28:30
体育科技(2016年2期)2016-02-28 17:06:01
中国卫生(2015年5期)2015-11-08 12:09:50