热处理对TC11/LF6异种金属摩擦焊质量的影响
2016-10-10 05:13张昌明许林青侯军才余少军
中国机械工程 2016年17期
张昌明 许林青 张 会 侯军才 余少军
1.陕西理工大学,汉中,7230012.汉中双戟摩擦焊接制造技术有限公司,汉中,723001
热处理对TC11/LF6异种金属摩擦焊质量的影响
张昌明1许林青1张会1侯军才1余少军2
1.陕西理工大学,汉中,7230012.汉中双戟摩擦焊接制造技术有限公司,汉中,723001
对TC11/LF6钛铝异种金属进行了连续驱动摩擦焊接工艺及其焊后热处理工艺的研究,观察了热处理前后焊接接头焊合区微观组织并测定了试样力学性能。研究结果表明:未经热处理的焊接接头晶粒较为粗大,有明显的晶间化合物产生,接头显微硬度较高;经280 ℃退火1h后,焊接接头晶粒均匀细化,焊接界面产生较薄的不连续扩散层;热处理后接头晶粒明显细化,抗弯强度提高10.7%,显微硬度下降38%。通过组织和力学性能综合分析,得到最优化的TC11/LF6连续驱动摩擦焊接工艺参数。
TC11钛合金;LF6铝合金;连续驱动摩擦焊;焊后热处理
0 引言
摩擦焊接是一种经济且有效的连接金属的固态焊接技术,广泛应用于航空、航天、机械制造和石油勘探等领域。由于产品性能要求的提升,异种合金连接形成复合结构的应用在工程实际中越来越多[1-4]。连续驱动摩擦焊接是将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热,待焊的金属表面经历了从低温到高温的摩擦加热,并连续发生了塑性变形、机械嵌合、黏结和分子连接的过程变化,形成了一个存在于全过程的高速摩擦塑性变形层,摩擦焊接时的产热、变形和扩散现象都集中在变形层中。在停车阶段和顶锻焊接过程中,摩擦表面的变形层和高温区金属被部分挤碎排出,焊缝金属经受锻造,形成了质量良好的焊接接头[5-6]。
钛合金与铝合金在液态的条件下可无限互溶,而在固态时有限互溶,在高温的条件下易形成TiAl、Ti3Al等多种金属间化合物[4]。有些金属间化合物具有很大的脆性,如果焊缝中含有大量的这种脆性化合物,会使焊接接头变脆甚至导致直接开裂[7-8],因此,采用固态焊接技术是钛铝异种金属焊接的有效途径。目前,国内外对钛铝异种金属摩擦焊的研究很少,Kimura等[7]尝试采用Ti-6Al-4V钛合金和AA5052铝合金进行摩擦焊,得到了可以使钛铝异种金属产生冶金结合的工艺参数;傅莉等[8]、马志鹏等[9]研究了在感应磁场作用下,TC4钛合金与LD10铝合金的摩擦焊,发现接头界面处脆性相较少,且焊后热处理可增大合金元素的扩散区域。本文对TC11钛合金与LF6铝合金的摩擦焊进行了研究,旨在分析焊接及热处理工艺对其接头组织和性能的影响,并确定最优化工艺参数。
1 实验过程
1.1实验用设备及实验材料
研究所采用的焊接材料为TC11钛合金,尺寸为φ40mm×100mm(移动端)和LF6防锈铝棒料,尺寸为φ40mm×100mm(旋转端);实验所用焊接设备是由汉中双戟摩擦焊接制造技术有限公司提供的C320型连续驱动摩擦焊机。
1.2焊接及热处理过程
1.2.1焊接工艺参数的确定
本次研究涉及的主要工艺参数包括:一级摩擦压力pm1、二级摩擦压力pm2、顶锻压力pd、一级摩擦时间tm1、二级摩擦时间tm2、顶锻时间td、主轴转速n。具体数值见表1。
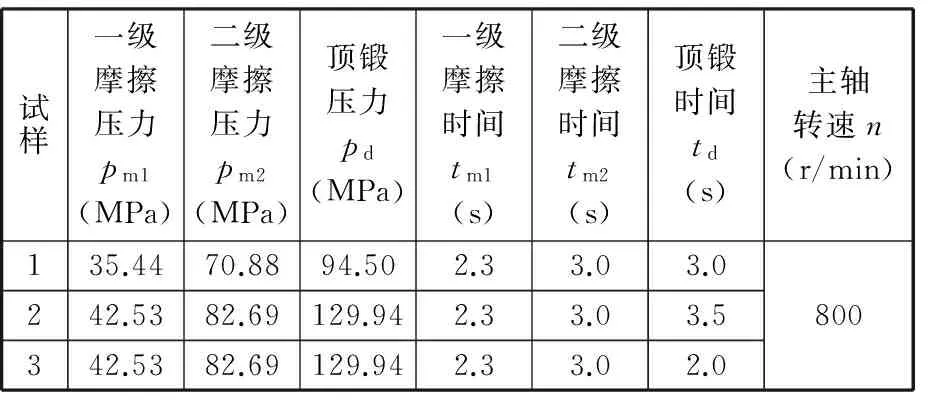
表1 焊接工艺参数
1.2.2TC11/LF6连续驱动摩擦焊焊接过程
焊接实验在C320型连续驱动摩擦焊机上进行,其主轴电机功率为30 kW,主轴转速选为可达1470 r/min,最大顶锻力为320 kN,焊件直径为18~50 mm。焊前试件端面采用纤维砂轮抛光去除氧化物,同时采用自制夹具进行装夹焊接,焊接后接头如图1所示。

(a)试样1接头 (b)试样2接头 (c)试样3接头图1 各试样焊后接头
1.2.3热处理过程
焊后采用SX-4-109型箱式电子炉对TC11/LF6摩擦焊接接头试样进行去应力退火处理。退火工艺参数如下:退火温度分别为240 ℃、260 ℃、280 ℃、300 ℃、320 ℃,保温时间为1 h,冷却方式为砂冷。
1.2.4组织性能测试
选取具有典型力学性能的焊接接头制备金相试样,用XJL-02A型立式金相显微镜观察采用不同工艺条件得到的试样的金相显微组织。弯曲试验的试样尺寸为50 mm×4 mm×5 mm(长×宽×高),在CMT5105型微机控制电子万能试验机上进行弯曲试验。采用自动显微硬度仪来测定试样接头区的显微硬度。
2 实验结果及分析
2.1热处理前后显微组织观察分析
2.1.1热处理前显微组织
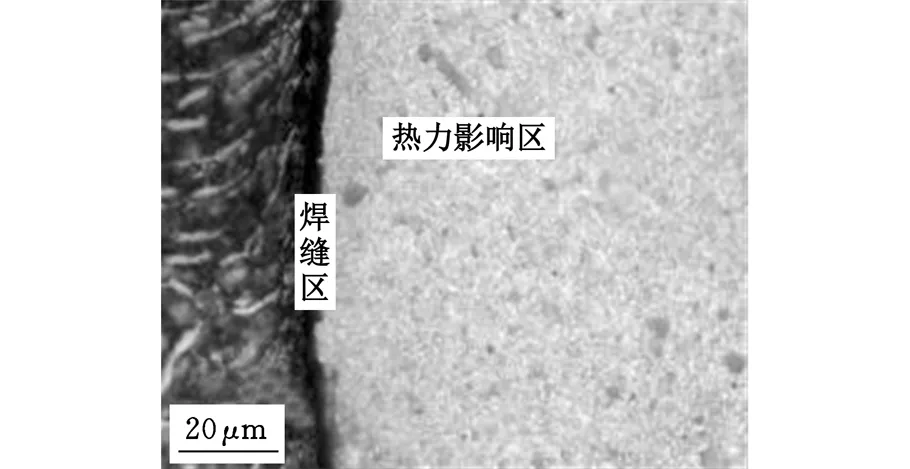
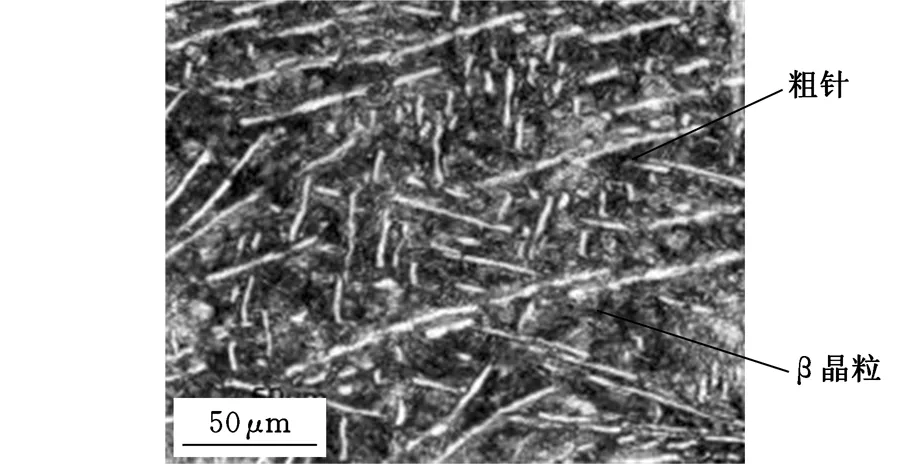
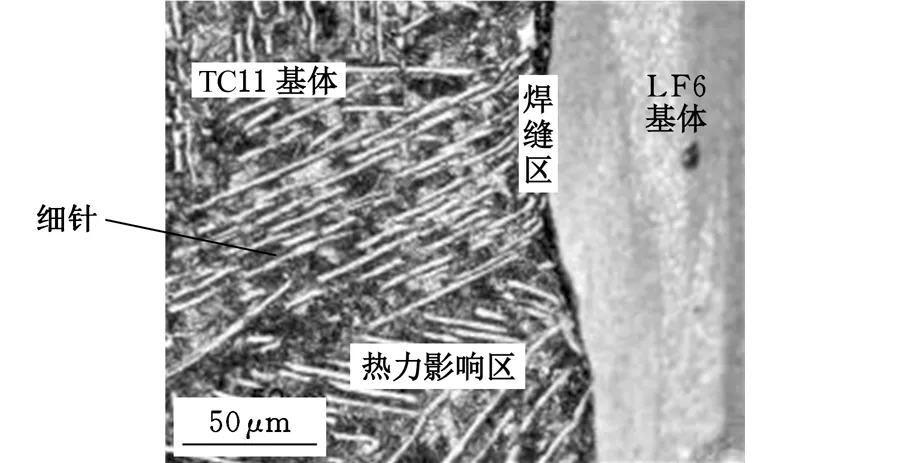
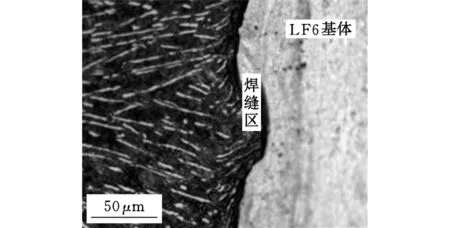
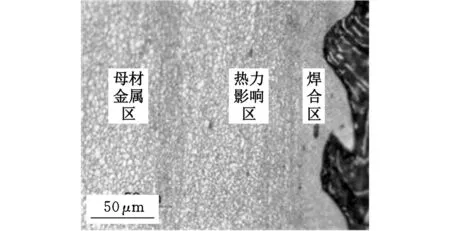
图2a为热处理前TC11显微组织,其中,黑色部分为基体,白色部分为强化相,是针状α+β组织,即粗大的原始β晶粒和晶内的粗针或细针组织。这是TC11和LF6连续驱动摩擦焊接时产生的摩擦热使合金在β区加热变形的结果。图2b为TC11近焊缝区的显微组织。由图2b可知,近焊缝区TC11基体组织晶粒细小,部分长针状组织破碎,组织较TC11基体组织更致密。在焊缝区焊接界面晶粒细小,组织致密,可产生细晶强化,改善焊缝韧性。出现这种变化的原因为:试样在摩擦焊接时,界面区的晶粒被破坏而变细小,再施加一定的压力,界面区组织变得更加致密,从而提高了焊接接头的韧性及强度。
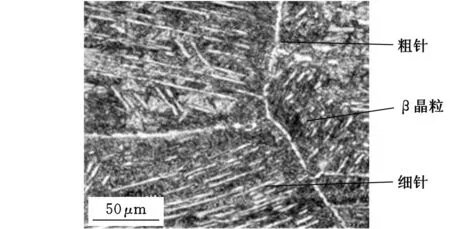
(a)TC11母材的显微组织

(b)TC11近焊缝区的显微组织 图2 TC11合金焊后显微组织
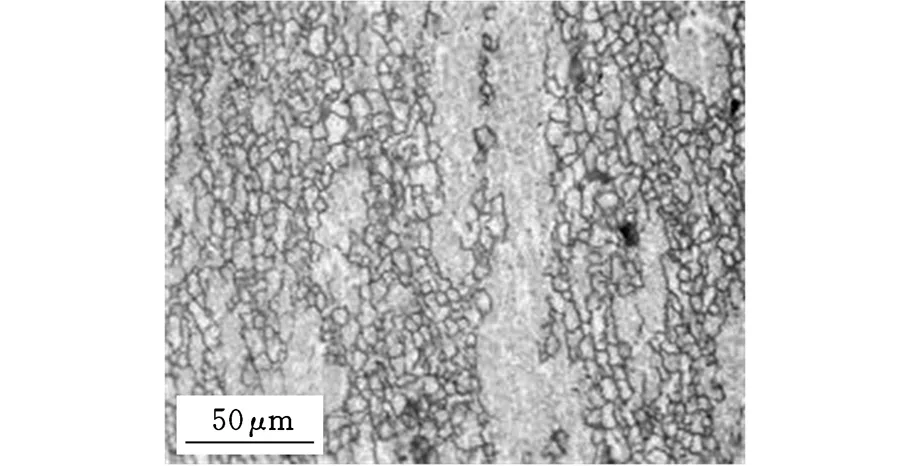
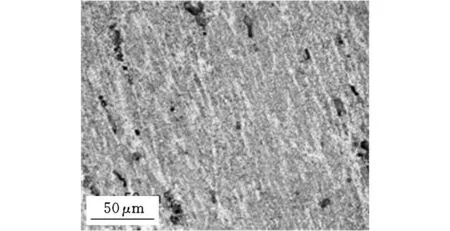
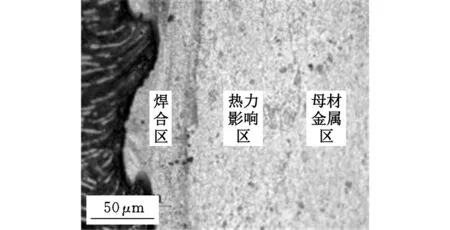
图3a为LF6母材显微组织,LF6母材晶粒形状规则,呈等轴状,晶粒粗大。图3b为近焊缝区LF6的显微组织,近焊缝区LF6的晶粒颗粒形状不规则,晶粒细小,部分晶粒破碎,组织较LF6母材组织更致密。在焊缝区焊接界面晶粒细小,组织致密,可产生细晶强化,改善焊缝韧性,提高焊接接头的韧性及强度。

(a)LF6母材的显微组织
(b)近焊缝区LF6的显微组织图3 LF6合金焊后显微组织
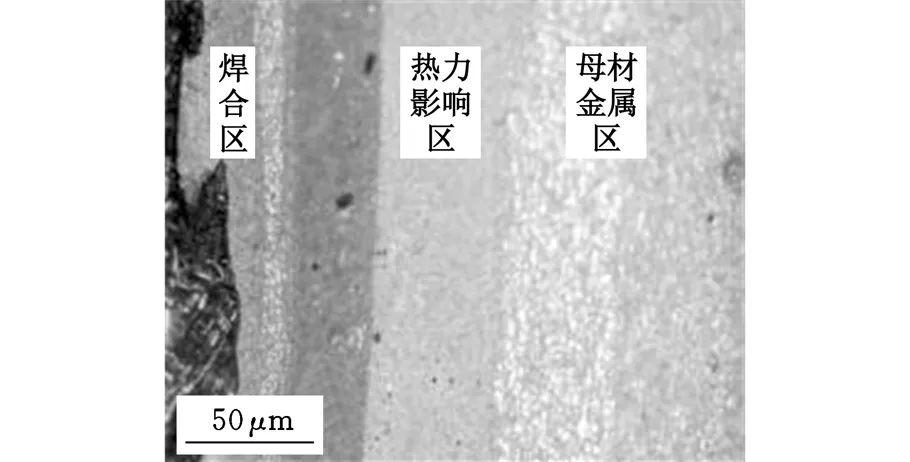
2.1.2热处理后显微组织
图4~图9是在主轴转速为800r/min、一级摩擦压力为42.53MPa、二级摩擦压力为82.69MPa、顶锻压力为129.94MPa、一级摩擦时间为2.3s、二级摩擦时间为3.0s、顶锻时间为2s时,TC11和LF6在退火温度分别为260 ℃、280 ℃、320 ℃时接头试样的显微组织。
(a)TC11母材的显微组织
(b)近焊缝区TC11的显微组织图4 260 ℃退火后TC11母材与近焊缝区显微组织
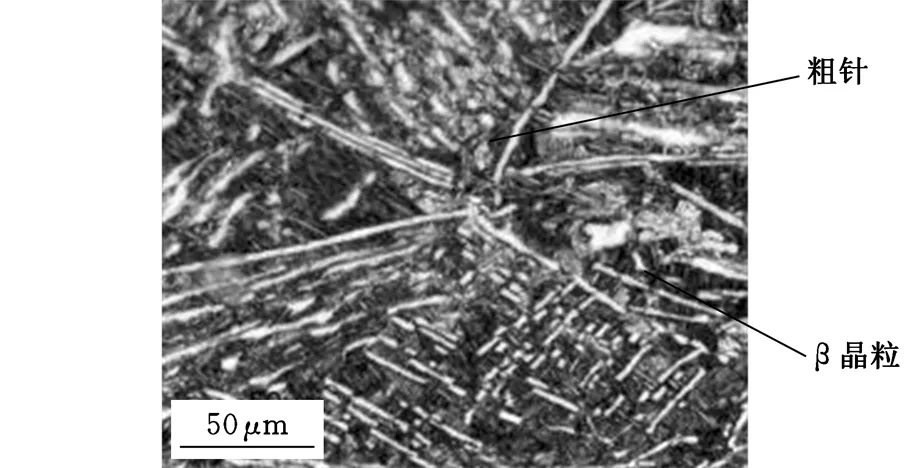
(a)TC11母材的显微组织
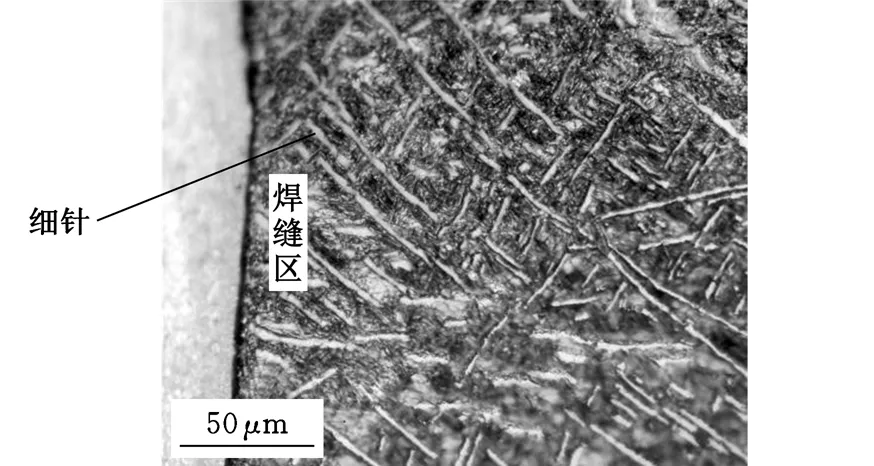
(b)近焊缝区TC11的显微组织图5 280 ℃退火后TC11母材与近焊缝区显微组织

(a)TC11母材的显微组织
(b)近焊缝区TC11的显微组织图6 320 ℃退火后TC11母材与近焊缝区显微组织
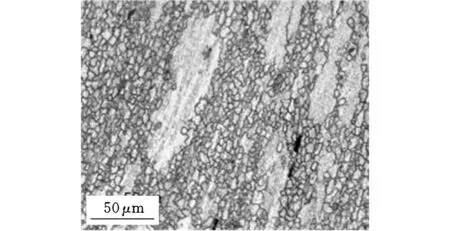
由图4~图9可知,与TC11母材组织和LF6母材组织相比,以及与退火前的组织相比,近焊缝区组织都更加细小,也更加致密。退火后,焊接接头中产生的脆性相减少,即退火改善了焊接接头的性能,使焊接接头的韧性及强度得到提高。经过退火,热影响区也有所扩大,这可以提高摩擦焊接接头的结合强度,使异种金属焊接更加牢固,接头强度也随之提高,母材和近焊缝区基体的显微
(a)LF6母材的显微组织
(b)近焊缝区LF6的显微组织图7 260 ℃退火后LF6母材与近焊缝区显微组织
(a)LF6母材的显微组织
(b)近焊缝区LF6的显微组织图8 280 ℃退火后LF6母材与近焊缝区显微组织
组织晶粒更加细小;温度越低,TC11与LF6之间的扩散系数越小,扩散时间越短,TC11与LF6焊接界面处不易生成金属间化合物,但会产生少量的固溶体及扩散层,TC11与LF6间原子的扩散能增强TC11/LF6间结合面的强度,提高TC11/LF6焊合面的性能。
(a)LF6母材的显微组织
(b)近焊缝区LF6的显微组织图9 320 ℃退火后LF6母材与近焊缝区显微组织
2.2TC11/LF6摩擦焊接接头试验结果及分析
表2所示为各试样退火前后弯曲试验结果。
其中试样2的焊接接头在退火温度为240 ℃时,抗弯强度为95.97MPa,最大弯曲力为0.28kN,比退火前的接头试样的平均值大。采用表1中试样3焊接参数得到的焊接接头在退火温度为320 ℃时,抗弯强度为87.80MPa,比退火前的接头试样的平均抗弯强度大,最大弯曲力为0.27kN。
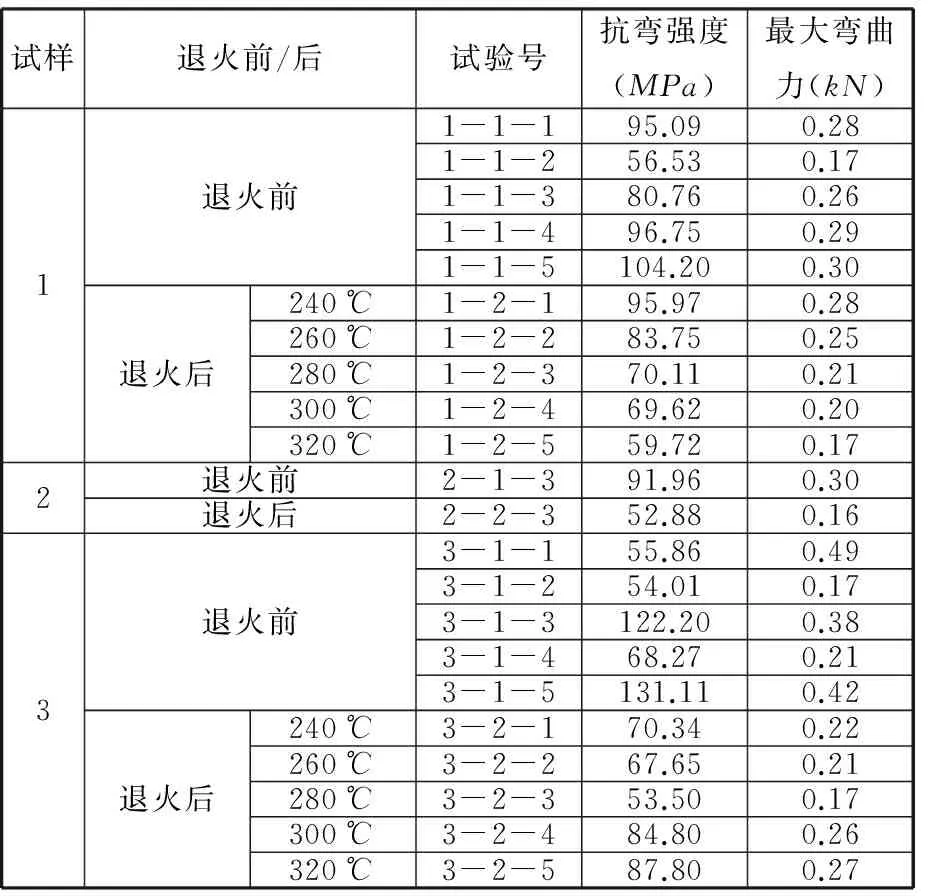
表2 弯曲试验结果
2.3热处理前后显微硬度结果与分析
表3为优化参数TC11/LF6连续驱动摩擦焊接接头热处理前后的硬度在轴向距焊缝的硬度值。其中距离为0处代表焊缝位置,负值代表LF6侧,正值代表TC11侧。从表3中可看出,热处理后焊缝区硬度大幅提高;热处理前后钛侧硬度整体高于铝侧及焊缝区,这是由于TC11和LF6性能差异较大,焊缝处的硬度受两种金属的影响,在摩擦焊接热作用、顶锻力以及摩擦力作用下,近焊缝处组织致密,产生细晶强化,硬度值增大,所以导致最终的结果是焊缝处的硬度略低于钛基体的硬度。同时发现,热处理后焊缝区硬度与未热处理时相比下降了约38%。

表3 热处理前后硬度结果(HV) MPa
3 结论
(1)当TC11/LF6连续驱动摩擦焊接工艺参数优化为主轴转速为800r/min、一级摩擦压力为42.53MPa、二级摩擦压力为82.69MPa、顶锻压力为129.94MPa、一级摩擦时间为2.3s、二级摩擦时间为3.0s、顶锻时间为2.0s时,TC11/LF6摩擦焊接接头具有良好的力学性能。TC11/LF6摩擦焊接试样在室温下的抗弯强度较高,摩擦焊接接头结合良好。
(2)研究了热处理温度对TC11/LF6摩擦焊接试样组织及性能的影响。热处理前,焊接接头组织晶粒粗大,有明显的晶间化合物产生,焊接接头显微硬度较高,使得焊接接头在弯曲试验中易发生脆性断裂。当热处理温度为280 ℃时,TC11/LF6焊接界面产生较薄的不连续的扩散层,铝基体的显微硬度有所上升,钛基体的硬度分布均匀了。
(3)热处理后,接头晶粒明显细化,抗弯强度提高了10.7%,显微硬度下降38%,说明焊后热处理对焊接接头的组织和性能有明显的改善作用。
[1]白建红,傅莉,杜随更.钛合金/纯铝异种金属摩擦焊接工艺[J].焊接学报,2006,27(11):50-52.
BaiJianhong,FuLi,DuSuigeng.FrictionWeldingTechnologybetweenTitaniumAlloyandPureAluminum[J].TransactionsoftheChinaWeldingInstitution,2006,27(11):50-52.
[2]黄鹏飞,卢振洋,高文宁,等.钢铝异种金属的低能量焊接法[J].机械工程学报,2009,45(11):295-298.
HuangPengfei,LuZhenyang,GaoWenning,etal.LowEnergyWeldingTechnologyinBondingSteelwithAluminum.[J].JournalofMechanicalEngineering,2009,45(11):295-298.
[3]吉玲.钢铝异种金属连接方法现状分析[J].电焊机,2009,39(12):102-104.
JiLing.AnalysisabouttheJointingStatusforDissimilarMaterialsofSteelwithAluminum[J].ElectricWeldingMachine,2009,39(12):102-104.
[4]胡经洪.Ti/Al的交流TIG焊接工艺[J].焊接,2002(5):28-30.HuJinghong.AlternatingCurrentTIGWeldingProce-dureTi/Al[J].Welding&Joining,2002(5):28-30.
[5]ChenYC,NakataK.MicrostructuralCharacteriza-tionandMechanicalPropertiesinFrictionStirWeldingofAluminumandTitaniumDissimilarAlloys[J].Materials&Design,2009,30(3):469-474.
[6]陈国庆,冯吉才,何景山,等.TiAl基合金及其连接技术的研究进展[J].焊接,2007(1):16-20.
ChenGuoqing,FengJicai,HeJingshan,etal.ResearchProgressinBondingTechnologyofTiAl-basedAlloys[J].Welding&Joining,2007(1):16-20.
[7]Kimura,M,Nakamura,S,Kusaka,M,etal.MechanicalPropertiesofFrictionWeldedJointbetweenTi-6Al-4VAlloyandAl-MgAlloy(AA5052)[J].ScienceandTechnologyofWelding&Joining, 2005, 10(6), 666-672.
[8]傅莉, 杜随更, 白建红.TC4钛合金与LD10铝合金感应摩擦焊接头的组织与性能[J].中国有色金属学报. 2007,17(2):228-232.
FuLi,DuSuigeng,BaiJianhong.MicrostructuresandPropertiesofInductionFrictionWeldedJointofTC4TiAlloyandLD10AlAlloy[J].TheChineseJournalofNonferrousMetals,2007,17(2):228-232.
[9]马志鹏,张旭昀,郭光伟.钛合金与铝合金异种金属焊接研究现状[J].兵器材料科学与工程,2014,37(5):128-132.
MaZhipeng,ZhangXuyun,GuoGuangwei.ResearchStatusofWeldingofTi/AlDissimilarAlloy[J].OrdnanceMaterialScienceandEngineering,2014,37(5):128-132.
(编辑卢湘帆)
EffectsofHeatTreatmantonFormationandMechanicalPropertiesQualityofTC11andLF6DissimilarMetalFrictionWeldingSeam
ZhangChangming1XuLinqing1ZhangHui1HouJuncai1YuShaojun2
1.ShaanxiSci-TechUniversity,Hanzhong,Shaanxi,723001 2.HanzhongShuangjiFrictionWeldingManufactureTechnologyCo.Ltd.,Hanzhong,Shaanxi,723001
Thecontinuousdrivefrictionweldingandpost-weldheattreatmentprocessofTC11titaniumalloyandLF6stainresistantaluminumalloywerestudied.Themicrostructuresofweldingzonebeforeandafterheattreatmentwereobserved,andthemechanicalpropertiesweretested.Theconclusionsareasfollows:beforeheattreatment,thegrainsizeofweldzoneiscoarsened;intermetalliccompoundsmaybeobservedclearlyandthemicroVickershardnessincreases.AdiscontinuousthindiffusionlayerformsintheTC11/LF6weldinginterfaceafterheattreatmentat280 ℃.Afterheattreatment,thegrainsizeofweldzoneisfine,thebendingstrengthincreasesby10.7%,andthemicroVickershardnessdecreasesby38%.Theoptimalfrictionwildingparametersweredeterminedapplyingthebendingtestsandmicrostructureanalysis.
TC11-alloy;LF6-alloy;continuousdrivefrictionwelding;postweldheattreatment
2015-11-02
陕西省教育厅产业化项目(15JF014)
TG453.9
10.3969/j.issn.1004-132X.2016.17.020
张昌明,男,1978年生。陕西理工大学机械工程学院副教授。 主要研究方向为机械设备及成形工艺控制。发表论文20余篇。许林清,男,1986年生。陕西理工大学材料科学与工程学院讲师。张会,女,1976年生。陕西理工大学材料科学与工程学院副教授。侯军才,男,1980年生。陕西理工大学材料科学与工程学院副教授。余少军,男,1968年生。汉中双戟摩擦焊接制造技术有限公司高级工程师。
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
化工管理(2021年7期)2021-05-13
有色金属科学与工程(2021年1期)2021-03-04
重型机械(2020年3期)2020-08-24
航空制造技术(2020年11期)2020-07-01
中成药(2019年12期)2020-01-04
中国特种设备安全(2019年1期)2019-03-13
中国特种设备安全(2018年2期)2018-03-14
凿岩机械气动工具(2016年3期)2016-03-01