端面滑动摩擦副接触界面波段发射率研究
2016-10-10 05:05俞建卫王礼飞郜庚虎余晓芬
中国机械工程 2016年17期
魏 巍 俞建卫 王礼飞 郜庚虎 余晓芬
1.合肥工业大学,合肥,230009 2.奇瑞汽车股份有限公司,芜湖,241009
端面滑动摩擦副接触界面波段发射率研究
魏巍1俞建卫1王礼飞2郜庚虎1余晓芬1
1.合肥工业大学,合肥,2300092.奇瑞汽车股份有限公司,芜湖,241009
为研究滑动摩擦过程中接触界面波段发射率的变化规律,设计并开展了一系列实验。以端面滑动摩擦副的接触界面为研究对象,在含二硫化钼的脂润滑条件下,开展定载荷、定转速实验,利用热像仪和自制装置测量了不同摩擦时间后的波段发射率,并根据发射率变化规律对红外测温仪测得的接触界面辐射亮温进行了修正。结果表明:测量装置能够较准确地实现摩擦接触界面波段发射率的测量;含有润滑脂和磨屑的接触界面发射率总体上在一定范围内波动,在摩擦过程中,具有先下降后上升的趋势;在稳定摩擦阶段,对辐射亮温的修正精度较高。
端面滑动摩擦;接触界面;波段发射率;热像仪;辐射亮温
0 引言
摩擦过程中产生的热及其热效应是影响摩擦副摩擦学行为的重要因素之一[1]。构成摩擦副的两构件相互接触且相对运动,给摩擦温度检测带来了极大困难。常见的测温方法将热电偶预置或者预埋在靠近摩擦接触界面的位置,再依靠传热规律对摩擦界面平均温度进行反推[2-4]。随着红外技术的发展,以因其响应快、对被测目标干扰较小等优点,在摩擦温度场测量中得到了较为广泛的应用[5-6]。然而红外测温精度会受到被测表面发射率、背景温度、环境温度等因素的影响,其中,表面发射率的影响尤为明显[7]。据研究,发射率主要受到材料表层(几个微米内)的属性,状态(粗糙度、杂质、温度等),以及发射角等参数的影响[8],在滑动摩擦过程中,滑动接触表面状态是随着摩擦过程实时变化的,所以其表面发射率也处于变化之中。当前,主要通过以下两种方法解决发射率对接触界面测温精度的影响:①被检测的摩擦接触界面由发射率稳定的材料(如橡胶)制成,其对偶件则由透红外线材料(如蓝宝石和氟化钙)制成[5-9],这样虽然能直接观测接触表面,但由于配副材料种类单一、不能承受较大的载荷,因而与实际摩擦副的结构及工作状态相差甚远;②使用比色温度计[10]测量,该仪器通过对两种不同波长光波能量的对比,可以避开发射率的影响直接获得较准确的表面温度;同时,利用这种方法,还能通过额外布置的红外测温仪研究接触界面发射率,但该设备通常在高温区间使用[11-13]。
本文以端面滑动摩擦副为研究对象,利用自制装置和红外热像仪探索了不同摩擦时间后的接触界面发射率变化规律;结合红外测温仪和热像仪分别测量了摩擦副接触界面的辐射亮温和摩擦副侧表面温度,之后根据发射率变化规律实现了对接触界面辐射亮温的修正。
1 红外测温及发射率测量原理
使用红外测温设备观测物体(灰体)表面温度时,接收到的辐射为[14]
W=τ[εf(T)+(1-ε)f(Tamb)]+(1-τ)f(Tair)
(1)
其中,W为红外设备接收到的辐射能量;τ为大气的透射率;ε为待测表面的发射率;T为待测表面温度;Tamb为环境温度;Tair为大气温;f(·)为同等温度下黑体的辐射能量;εf(T)为待测表面自身的辐射能量;(1-ε)f(Tamb)为待测表面反射环境温度的辐射能量;1-τ为大气的发射率;(1-τ)f(Tair)为大气的辐射能量。τεf(T)和τ(1-ε)f(Tamb)表示能量会受到透射率为τ的大气的衰减。
当红外测温设备与待测表面距离很近时,认为大气对测量结果的影响极小,即透射率τ=1。则式(1)化简为
W=εf(T)+(1-ε)f(Tamb)
(2)
根据式(2),对待测表面的发射率和温度之间的关系进行推导[15],假设待测表面真实温度为T0,其真实发射率为ε0,所处环境温度为Tamb,则表面辐射的能量为
W0=ε0f(T0)+(1-ε0)f(Tamb)
(3)
此时,设定设备的发射率为εx,便可得到待测表面的辐射亮温Tx,设备则“认为”它接收到的辐射能量是由辐射亮温产生的,即
Wx=εxf(Tx)+(1-εx)f(Tamb)
(4)
实际上W0=Wx,于是有
(5)
对工作波段为λ1~λ2的红外测温设备,光谱响应度[15]为Rλ(表示红外探测器将红外辐射能转换为电能的能力,一般认为与波长λ无关),根据普朗克定律有
(6)
其中,c1=3.7419×10-16W/m2,c2=1.4388×10-2m/K为辐射常量。式(6)积分可得:
f(T)≈CTn
(7)
式中,C为常数。
式(5)可以简化为
(8)
根据式(8),当设定红外测温设备的发射率εx,并测得辐射亮温为Tx时,若能够获得表面的发射率ε0,则可以反推计算出表面的真实温度T0:
(9)
其中,n为常数,与工作波段相关,本文使用非制冷焦平面(FLIR)A40-M红外热像仪和红外测温仪,由于其工作波段在7.5~13 μm,故n≈4.09[15]。
2 实验部分
2.1实验装置
2.1.1发射率测量实验
如图1所示,发射率测量装置由黑体箱、热电偶、加热与温度控制装置及热像仪组成。黑体箱内部由玻璃纤维隔热纸包裹,并在表面喷涂发射率为0.95的哑光黑漆。上试样由电阻式加热圈加热(220 V交流电),并通过布置在摩擦接触表面的K型热电偶及温控设备控制温度,热像仪通过黑体箱上部圆孔拍摄待测试样。测量时,设置热像仪发射率为1,将上试样和加热环放入测量箱内,分别设置20 ℃、40 ℃、60 ℃、80 ℃、100 ℃,加热并保温后,使用热像仪观测,取界面上三处位置,按照式(8)分别推导真实发射率并求平均值,得到接触界面的发射率。
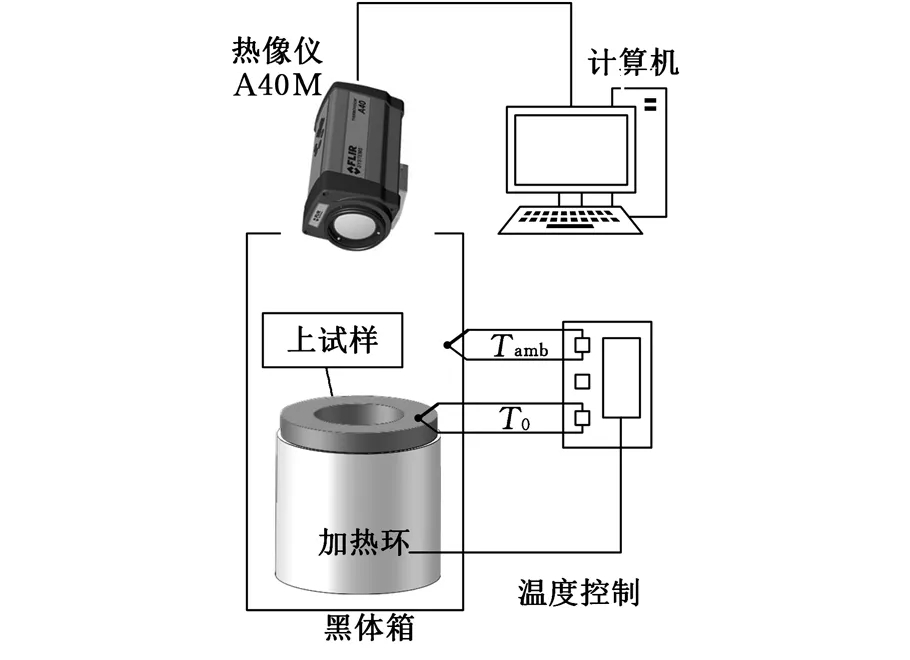
图1 发射率测量装置
2.1.2端面滑动摩擦测温实验
图2所示为端面滑动摩擦副摩擦测温实验装置及其模型。其中,上试样1与试验机的旋转主轴相连,材料为45钢;隔热板2材料为玻纤板FR4;下试样3材料为锡青铜,直径为70 mm,厚度为10 mm,与上试样夹具4之间由2个销钉相连;上下试样的接触面为外径为38 mm、内径为22 mm的环形面,在摩擦接触环面中径上(φ30 mm)均布3个直径为6.8 mm的通孔,用于红外测温仪7观测上试样接触面;下试样夹具4与调心轴承5配合,保证实验过程中上下试样的接触,同时与总支撑6之间由两个定位销9定位,固定其周向自由度;总支撑6则与加载主轴相连,具有旋转自由度;螺钉10则通过牵引绳与试验机力传感器相连,用于测量摩擦力;红外测温仪(Raytek MI3LTS20,测温范围为0~1000 ℃;温度分辨率为±0.02 ℃;测量精度为±2.5 ℃或±1 %,取较大值;响应时间为130 ms)共3个,布置在4上,对应下试样3上3个通孔位置,用于检测接触界面温度(辐射亮温);图2a中除隔热板外,所有外表面均喷涂发射率为0.95的哑光黑漆,热像仪(FLIR A40M,测温范围为-40~500 ℃;测温精度为±2 ℃或±2 %,取较大值;热灵敏度为0.08 ℃(30 ℃时))布置在距上下试样0.4 m处,拍摄摩擦副侧表面温度。
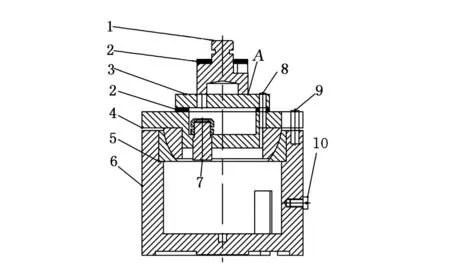
1.上试样 2.隔热板 3.下试样 4.上试样夹具 5.调心轴承 6.总支撑 7.红外测温仪 8,9.定位销 10.螺钉(a) 试样及其夹具
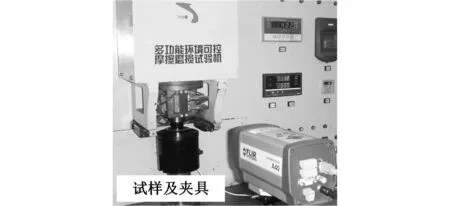
(b) 摩擦测温试验图2 摩擦实验
上下试样材料热物理属性由LFA 457型激光热导仪测得,如表1所示。
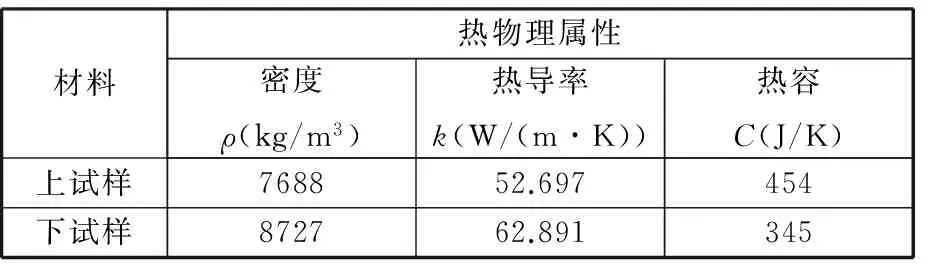
表1 上下试样热物理属性
2.2实验方法
随着摩擦的进行,接触界面发射率随温度和时间发生变化,因此,获取该界面发射率是使用红外测温仪准确测量接触界面温度的前提。为研究端面滑动摩擦副在定载、定速下发射率的变化规律,并依据该规律修正接触界面辐射亮温(设置红外测温仪发射率为1时得到),本文设计了如图3
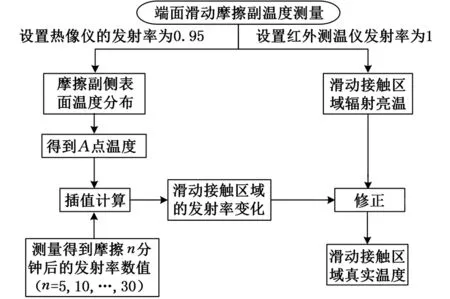
图3 红外测温仪数据修正
所示的研究方案,步骤如下。
(1)摩擦温度数据采集。先将红外测温仪发射率设置为1,记录上试样接触界面的辐射亮温(由于该界面发射率实际上处于变化状态,故该数据并不代表真实温度);同时将热像仪发射率设置为0.95(摩擦副侧表面已经喷涂发射率已知为0.95的哑光黑漆),记录摩擦副侧表面温度数据。
(2)接触界面发射率研究。在实验分别进行5 min、10 min、15 min、20 min、25 min、30 min时停止实验,取上试样按照图2所示装夹,分别设置一系列目标温度并保温,测量得到不同温度下的接触界面发射率。
(3)接触界面温度校正。据研究[16],当端面滑动摩擦副旋转半径较小,同时其变化也小时,摩擦面上的温度梯度也不大。因此本文认为图2a中A点的温度(来自热像仪)即为接触界面的平均温度,并引入到发射率测量结果,进行插值计算得到摩擦过程中的界面发射率变化,最终使用发射率瞬态变化数据并结合式(9),实现接触界面温度的校正。需要注意的是,由于在摩擦测温过程中,红外测温仪观测面积很小(如图2所示),并且周围环境温度与接触界面的温度相差很小,故在修正时忽略式(9)中接触面对环境辐射能量反射的影响[17]。
实验条件如下:法向载荷为400 N,旋转速度为500 r/min,在初始温度(室温)(21±1)℃下进行。每次实验前使用120目棕刚玉砂布打磨上下试样,在上试样上均匀涂抹脂润滑(含质量分数为10 %的二硫化钼),装夹在多功能摩擦磨损试验机上,载荷增至500 N,将摩擦界面润滑脂压匀,并将挤出的润滑脂擦除,而后载荷降至400 N。
3 结果与讨论
分别将上试样接触界面进行打磨(120目棕刚玉砂布)、喷涂哑光黑漆(发射率为0.95)以及均匀涂抹上述润滑脂(打磨后的表面),按照图1所示方法装夹;设置目标温度(即接触界面温度T0),加热并保温后,设置热像仪发射率为1,并在此发射率下得到界面的辐射亮温Tx,结合当前的环境温度Tamb,按照式(8)计算其发射率。得到的结果如图4所示,其中,哑光黑漆表面在40 ℃时发射率为0.91,之后稳定在0.95,该结果与黑漆表面发射率是一致的,但是在40 ℃时尚存在误差,该误差对测量和修正结果的影响将在下文中分析。通常打磨后钢表面的发射率为0.1~0.2[18],本文的打磨表面的发射率也处于这个区间,而涂抹润滑脂后,表面发射率明显升高,由40 ℃的0.87升高并稳定在80 ℃和100 ℃的0.94。其原因是含有二硫化钼的润滑脂涂层改变了表层的状态,这一点也将在下文的分析中得到体现。
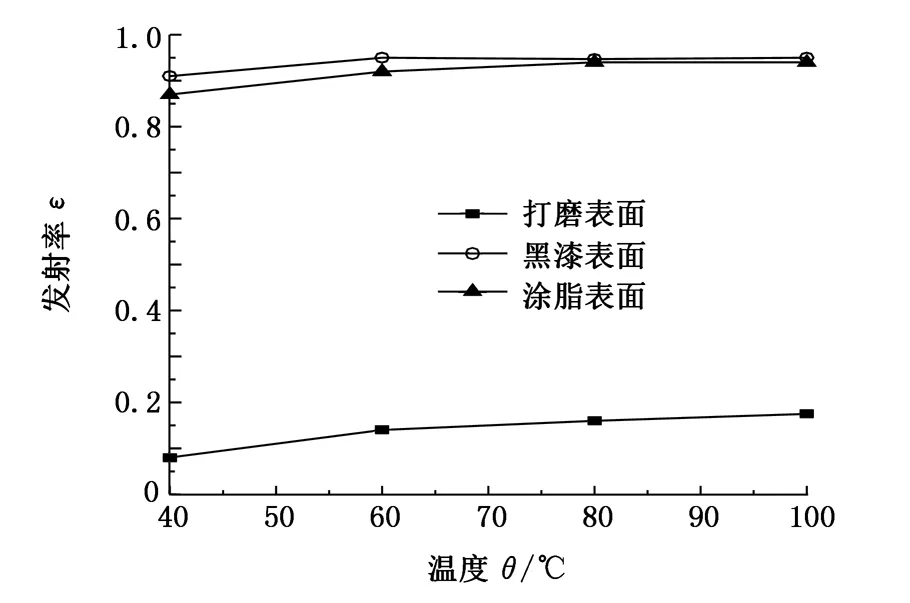
图4 三种表面间发射率对比
3.1摩擦测温实验所得实验数据分析
图5所示为在上述条件下进行30 min实验获得的数据。其中A点位于摩擦副侧表面,由于该表面已经喷涂了哑光黑漆,因此其温度是在设置热像仪发射率为0.95时直接测量得到的。红外测温仪测得的温度数据则是取三支红外测温仪(设置发射率为1)的平均值。整个摩擦过程可以分为两个阶段:第一个阶段为摩擦开始至700 s左右,摩擦因数较大且变化剧烈,产生大量热,同时这个阶段摩擦副在室温下的热平衡被打破,因此温度急剧升高;第二个阶段为稳定摩擦阶段,这个阶段摩擦因数较小且在一定的范围内波动,摩擦产生的热与其向环境传递的热逐渐趋于平衡,因此温升速率明显降低。
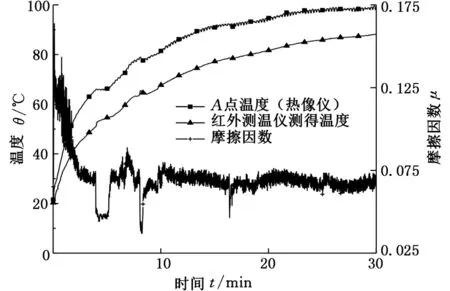
图5 载荷400 N、转速500 r/min下随时间变化的温度及摩擦因数
根据摩擦生热公式q=μpv,热量的产生与摩擦因数、载荷和相对滑动速度相关,当载荷和相对滑动速度一定时,摩擦因数决定了生热量的多少。A点温度曲线快速准确地反映了摩擦过程中摩擦因数变化所引起的摩擦生热变化。如在239s时,摩擦因数突然减小,由于降低幅度较大,持续时间较长(70s左右),温度则在66 ℃附近波动;随后摩擦因数突增,也直接减小导致温升速率的加快;在485s时的摩擦因数突降,虽然只持续了12s,温升曲线也相应地出现了拐点。
因为任何物体表面发射率都小于1(理想黑体),因此设置红外测温仪的发射率为1获得的值并不是接触界面的真实温度。根据式(8),当红外设备设置的发射率高于其真实发射率时,获得的数据比真实数据低,因此图5中红外测温仪数据明显低于A点温度。
3.2发射率变化规律研究
图6所示为按照2.2节中步骤(2)测得的随摩擦时间及温度变化的接触界面发射率。所有测量点的均值约为0.88,均方差为0.000 62。可见,本文提到的摩擦副在摩擦过程中,上试样接触界面的发射率变化波动范围较小。

图6 接触界面发射率在不同摩擦时间随温度变化情况
图6的数据说明:滑动接触区域发射率的变化不仅与摩擦时间有关,还与界面的温度有关。为更清晰地研究摩擦过程中发射率的变化情况,以热像仪测量得到的A点温度为插值点(该温度随着摩擦的进行瞬态变化,如图5所示),将时间和温度两个参数引入图6所示的数据中,在MATLAB环境下按照双三次插值将摩擦过程发射率的变化绘制于图7。
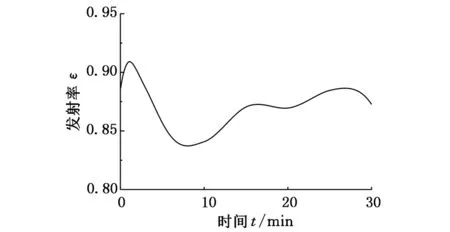
图7 载荷400 N、转速500 r/min下双三次方插值得到的发射率
随着摩擦的进行,摩擦界面温度升高并趋于稳定,发射率则有先下降后升高的趋势,该趋势与Kasem等[13]对制动盘表面发射率的研究结果相似。产生这种趋势的原因是:在摩擦的初始阶段(磨合),接触面上新的微凸体相互剪切,表面形貌变化较大,同时塑性变形产生的瞬时高温也导致发射率的快速下降;在后面的稳定磨损阶段,表面形貌只是在一定区间内波动变化,温升速率也趋于缓慢[13]。
本文得到的结果与其还有两点不同:一是本文得到的发射率整体上较大,这是由于本文研究的不是干摩擦表面,而是含有润滑脂膜(掺有二硫化钼)的表面,这种润滑膜导致表面发射率得到了提升,这与图4中的结果相互对应;二是Kasem的研究中使用的双色高温计采样频率很高,能够捕捉到接触界面发射率高频率的细节变化。本文研究的发射率是根据离散的测量点插值计算得到,插值点间隔有限,因此只能得到发射率总体变化规律,在描述变化细节上并不是很丰富。
3.3利用测量发射率对红外测温仪数据的修正
图7得到了在本文实验条件下,不同摩擦时间的接触界面发射率,将此结果作为式(9)中的真实发射率,按照2.2节中步骤(3)的方法对红外测温仪温度数据修正,得到如图8所示的结果。

图8 红外测温仪数据修正前后对比
修正后的数据与A点温度的差异整体上得到了缩小,平均相对误差已经在5.78 %以内。根据前文对摩擦温度变化的分阶段分析,修正结果也可以总结出类似的结论:①前700 s所得到的相对误差较大且波动明显(尤其是前300 s内),平均值为2.99%,最大值为34.89%。主要有两个原因造成这样的结果:一是初始阶段摩擦接触界面状态变化剧烈(微凸体的剪切引起的表面形貌变化、含磨屑的油脂的影响等),以及温升剧烈,导致离散的测量数据尚不能描述这个阶段发射率的瞬态变化;二是发射率测量装置本身在低温时尚含有一定的系统误差(如图4所示),该误差主要影响了前150 s的修正;②700 s后相对误差明显降低并稳定,其平均值为1.11 %,最大值为2.97 %,这是因为经过磨合阶段,接触界面的表面形貌在一定范围内变化,磨屑的产生量及润滑脂膜状态稳定,同时温升速率也变得平缓。
综上所述,利用本文设计的实验对外测温仪数据进行修正,在稳定摩擦阶段已经具有较好的效果,但当摩擦因数变化剧烈时存在不足,这是因为本文采样的插值点时间间隔有5 min,而在摩擦初始阶段或者润滑条件并不充分时,摩擦因数的变化具有突发性和剧烈性的特点,故插值结果尚不能体现该变化。若增加采样插值点,会大大增加实验时间和计算量,并且由于磨合阶段的摩擦因数变化的偶然性(每次实验的瞬态变化并不重合),导致瞬态修正效果也不能明显地改善。
4 结论
(1)利用文中所述的实验装置,能够对环形摩擦接触界面的发射率实现测量,其测量结果的准确性也得到了验证。
(2)在本文提到的实验条件下,涂抹润滑脂(含质量分数为10%的二硫化钼)的端面滑动摩擦副,上试样接触界面发射率随摩擦时间和温度变化具有先下降后上升的趋势,总体数值在0.88附近波动。
(3)在稳定摩擦阶段(即摩擦因数变化较平稳时),利用本文提到的方法研究端面滑动摩擦副接触界面发射率变化规律,以及在此基础上进行的红外测温仪数据修正,得到了较好的结果,修正结果的平均相对误差达到了1.11%。
[1]Kennedy F E. Thermal and Thermomechanical Effe-
cts in Dry Sliding[J]. Wear, 1984, 100(84):453-476.
[2]Meresse D, Harmand S, Siroux M, et al. Experimental Disc Heat Flux Identification on a Reduced Scale Braking System Using the Inverse Heat Conduction Method[J]. Applied Thermal Engineering, 2012, 48(1):202-210.
[3]Parente M P L, Jorge R M N, Vieira A A, et al. Experimental and Numerical Study on the Temperature Field during Surface Grinding of a Ti-6Al-4V Titanium Alloy[J]. Mechanics of Advanced Materials & Structures, 2013, 20(5):397-404.
[4]Aghdam A B, Khonsari M M. Prediction of Wear in Reciprocating Dry Sliding via Dissipated Energy and Temperature Rise[J]. Tribology Letters, 2013, 50(3):365-378.
[5]Rowe K G, Bennett A I, Krick B A, et al. In situ Thermal Measurements of Sliding Contacts[J]. Tribology International, 2013, 62(6): 208-214.
[6]Kasem H, Dufrénoy P, Desplanques Y, et al. On the Use of Calcium Fluoride as an Infrared-transparent First Body for in situ Temperature Measurements in Sliding Contact[J]. Tribology Letters, 2011, 42(1):27-36.
[7]Chen X M, Wen H, Wang Q W, et al. The Rese-arch of Industrial Brake Temperature Measurement Based on Nano-materials and Nano-technology[J]. Key Engineering Materials, 2014, 609/610:1254-1259.
[8]宋扬. 光谱发射率在线测量技术研究[D].哈尔滨:哈尔滨工业大学, 2009.
[9]Bennett A I, Rowe K G, Sawyer W G. Dynamic in situ Measurements of Frictional Heating on an Isolated Surface Protrusion[J]. Tribology Letters, 2014, 55(1):205-210.
[10]张振远, 徐明泉, 陆小健. 比色光纤高温计的结构设计综述[J]. 光纤与电缆及其应用技术, 1999(2): 37-41.
Zhang Zhenyuan, Xu Mingquan, Lu Xiaojian. Overview on Structure Design of Fiberoptic Colorimetric Pyrometer[J]. Optical Fiber & Electric Cable, 1999(2): 37-41.
[11]Thevenet J, Siroux M, Desmet B. Measurements of Brake Disc Surface Temperature and Emissivity by Two-color Pyrometry[J]. Applied Thermal Engineering, 2010, 30(6):753-759.
[12]Kasem H, Witz J F, Dufrénoy P, et al. Monito-ring of Transient Phenomena in Sliding Contact Application to Friction Brakes[J]. Tribology Letters, 2013, 51(2):235-242.
[13]Kasem H, Thevenet J, Boidin X, et al. An Emissivity-corrected Method for the Accurate Radiometric Measurement of Transient Surface Temperatures During Braking[J]. Tribology International, 2010, 43(10):1823-1830.
[14]刘华, 艾青, 夏新林,等. 毫米级非均匀粗糙表面红外发射率测量[J]. 工程热物理学报, 2013, 34(2): 317-319.
Liu Hua, Ai Qing, Xia Xinlin, et al. Measurement of Infrared Emissivity of Surfaces with Non-uniform Millimeter-scale Roughness[J]. Journal of Engineering Thermophysics, 2013, 34(2): 317-319.
[15]杨立. 红外热像仪测温计算与误差分析[J]. 红外技术, 1999, 21(4): 20-24.
Yang Li. Calculation and Error Analysis of Temperature Measurement Using Thermalimager[J].Infrared Technology, 1999, 21(4): 20-24.
[16]魏巍, 俞建卫, 沈持正,等. 基于试验数据的滑动摩擦温度场仿真方法研究[J]. 中国机械工程, 2013, 24(18): 2426-2430.
Wei Wei, Yu Jianwei, Shen Chizheng, et al. Research on Sliding Friction Temperature Field Simulation Method Based on Experimental Data[J].China Mechanical Engineering, 2013, 24(18): 2426-2430.
[17]全燕鸣, 赵婧, 黎弋平. 金属切削刀具和工件的波段发射率标定[J]. 机械工程学报, 2009, 45(12): 182-186.
Quan Yanming, Zhao Jing,Li Yiping. Surface Emissivity Calibration for Metal Cutting Tool and Workpiece Materials with Infrared Imager[J].Journal of Mechanical Engineering, 2009, 45(12): 182-186.
[18]贺宗琴. 表面温度测量[M]. 北京: 中国计量出版社, 2009.
(编辑王旻玥)
Research on Wideband Emissivity of End-face Sliding Friction Pair Interfaces
Wei Wei1Yu Jianwei1Wang Lifei2Gao Genghu1Yu Xiaofen1
1.Hefei University of Technology, Hefei, 230009 2.Chery Automobile Co., Ltd.,Wuhu,Anhui, 241009
In order to investigate the wideband emissivity changing rules of the sliding contact interfaces during the friction, a set of experiments were conducted. Taking the end-face sliding interface as the study object, its wideband emissivity after different friction times was measured using thermal imager and self-made device under constant load, constant velocity and molybdenum disulfide grease lubrication. The change regulation of the emissivity was used to correct the brightness temperature obtained by infrared thermometer. The measurement results of the wideband emissivity show a comparatively accurate ones of the self-made devices. The emissivity of the friction contact interface(with lubricating grease and abrasive dust) fluctuates within a certain range in general, and decreases firstly and then increases during the friction processes. The correction of the brightness temperature shows a high precision in the stable friction stage.
end-face sliding friction; contact interface; wideband emissivity; thermal imager; brightness temperature
2015-11-10
国家自然科学基金资助项目(51075114)
TH117.1
10.3969/j.issn.1004-132X.2016.17.005
魏巍,男,1986年生。合肥工业大学仪器科学与光电工程学院博士研究生。主要研究方向为摩擦温度场的测量及重建。俞建卫,男,1956年生。合肥工业大学机械与汽车工程学院研究员。王礼飞,男,1991年生。奇瑞汽车股份有限公司助理工程师。郜庚虎,男,1990年生。合肥工业大学机械与汽车工程硕士研究生。余晓芬,女,1954年生。合肥工业大学仪器科学与光电工程学院教授、博士研究生导师。
猜你喜欢
空间科学学报(2020年6期)2020-07-21
空军工程大学学报(2020年6期)2020-03-26
火工品(2019年6期)2019-06-05
中国科技纵横(2019年2期)2019-03-25
中国新技术新产品(2017年22期)2017-10-30
科技风(2017年2期)2017-07-10
现代兵器(2016年10期)2016-10-26
自然资源遥感(2014年3期)2014-02-27
自动化与仪表(2014年10期)2014-02-26
中国公共安全(2013年18期)2013-12-22