回转窑筒体开裂的修复
2016-09-27 08:02王宗璞
水泥技术 2016年4期
王宗璞
回转窑筒体开裂的修复
王宗璞
回转窑是水泥厂的关键设备,筒体又是回转窑的关键部件,筒体开裂的原因很复杂,且受多方面因素影响。文章通过分析筒体开裂原因,制定和实施修复方案,并采取一定的措施,确保修复后的筒体焊缝质量,防止裂纹扩展,保证回转窑的正常运行。
筒体;开裂;修复
我公司2 500t/d熟料水泥生产线于2006年2月投产,回转窑年实际产能均在设计生产能力的110%~115%。2013年年终大修停产冷窑后,发现在窑长度居中(距窑头窑尾约30 000mm处)的烧成带与过渡带交汇区2号轮带处,筒体加厚段往窑尾方向轴向排列有三道环向裂缝和若干道磨蚀沟。我公司分析了原因,制定了修复方案并实施,经过两年多的运转证实,修复方案合理可行,措施得当,保证了回转窑的正常运转。
1 大窑筒体裂缝及磨蚀情况
1.1开裂及磨蚀区域
我公司回转窑规格为ϕ4m×60m,筒体钢板材质为Q235-B,钢板厚度为22~60mm,其开裂及磨蚀区域如图1、图2所示。
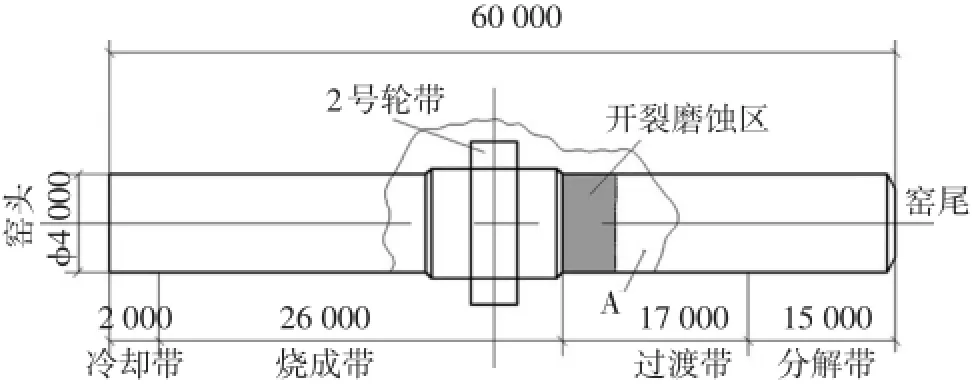
图1 开裂及磨蚀区域示意图
1.2开裂磨蚀情况
(1)2号轮带处的轮带下筒体钢板(厚度80mm)与过渡段筒体钢板(厚度60mm)焊缝环向开裂,从内壁向外延伸,沿圆周方向长度1 460~1 500mm,厚度方向局部已裂透至筒体外表面,裂缝宽1~1.5mm(图3)。
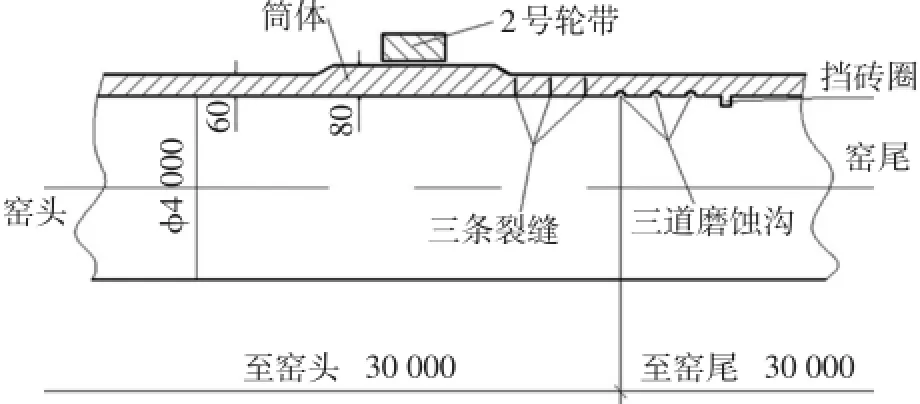
图2 (A部放大剖面)开裂及磨蚀区示意图

图3 裂缝现状
焊缝向窑尾方向200mm(正好是一块耐火砖长度)处环向开裂,从内壁向外延伸,沿圆周方向长度600~650mm,局部已裂透至筒体外表面,裂缝宽0.5~1.2mm(图4)。
焊缝向窑尾方向约400mm(正好是两块耐火砖长度)处环向开裂,从内壁向外延伸,沿圆周方向长度1 300mm左右,局部已裂透至筒体外表面,裂缝宽1~1.5mm(图5)。
(2)焊缝向窑尾方向约600mm轴向排列3道间隔200mm(正好是一块耐火砖长度)磨蚀沟,宽15~18mm,深3mm左右(图6)。

图4 裂缝现状

图5 裂缝现状

图6 磨蚀沟现状
2 开裂磨蚀原因分析
导致回转窑筒体焊缝开裂的因素比较多,常见的原因有:窑体振动、红窑烧损、某挡托轮顶力过大等等。我公司窑筒体开裂和磨蚀沟均在耐火砖缝处,我们分析认为,窑焊缝及筒体开裂原因主要有以下几种:
(1)窑皮挂得不均匀及局部窑皮脱落引起筒体在转动过程中产生阶段性振动。
(2)耐火砖的烧损引起窑筒体温度偏高,钢板蠕变降低强度及出现红窑造成筒体烧损。
(3)熟料烧制过程中产生的有害气体的侵蚀。
(4)运行状态下的热态和降温停窑情况下的冷态导致筒体和耐火砖产生不同步热胀冷缩形变,耐火砖缝形成细微裂隙,生产过程中产生的飞砂在压力的作用下进入耐火砖与筒体贴面,由于耐火砖和筒体热胀冷缩产生位移,对窑筒体产生磨蚀。
(5)筒体弯曲变形在托轮顶力的作用下引起该区域筒体外表受压、内圆受拉,在局部产生的循环应力作用下,筒体磨蚀变薄部位由内向外逐渐开裂等。
3 开裂部位修复
筒体开裂的焊接修复按先内侧后外侧的顺序进行。
3.1焊接的准备
(1)二氧化碳气体保护焊选择ER50-6型号焊丝,手工电弧焊选用J507牌号焊条,焊条需350℃烘干1h。
(2)清理裂缝、除锈、加温。
(3)加工坡口。在焊缝两侧各150mm的宽度内加热至150℃。先从筒体内侧壁用碳弧气刨将裂缝刨挖1/2板厚,将缺陷刨挖干净,刨成“U”型坡口。在刨挖时,控制气刨电流在450~550A之间,将坡口清理干净,不得有铁锈、油污、氧化物等。
3.2焊接操作
(1)先从筒体内侧壁电弧焊接,电弧长度为2~3mm。
(2)刨一段焊一段,每一段长度约为500~600mm,分段进行气刨和坡口焊接,并采用对接多层、多边的方法进行焊接。
(3)每层焊缝焊完后,及时将药皮清除干净,防止夹渣。
(4)层焊正反方向交替进行。层焊每段接头层层搭接,最上面一层用粗焊条连续焊接,以清除接头,使各层焊料之间结合牢固。
然后从筒体外侧将焊缝裂纹清除干净,从裂纹中心沿环向两侧刨挖,裂透处应刨到内侧焊缝,并呈“U”型坡口,施焊方法同内侧。
3.3要求
(1)筒体内外侧壁焊缝表面应平整、不得有咬边等缺陷,内侧焊缝余高不得高于母材,外侧焊缝形成圆弧过渡到母材。
(2)焊接完毕以后,清理焊渣及飞溅物,不得有裂纹、未熔合、未焊透及表面缺陷。
(3)用保温材料覆盖于焊缝表面,保温24h。
(4)对焊缝进行探伤检测,同时用探伤仪检查窑筒体内部是否还有隐藏的焊缝开裂。
(5)个别部位打磨处理,使焊缝与筒体表面形成一个完整的曲面。
4 综合措施防开裂
筒体开裂修复完毕后,还须进一步检查分析造成回转窑筒体焊缝开裂原因,并针对相关原因,采取调整大窑筒体中心线同轴度、加固筒体、调整托轮底座位置、合理调整托轮顶力等措施。同时操作上要稳定,尽量减少停开窑次数,避免筒体频繁热胀冷缩,降低回转窑筒体温度,彻底消除大窑筒体焊缝二次开裂的不利因素。
5 修复效果
我公司ϕ4m×60m回转窑筒体焊缝开裂修复后,从2013年终大修到2015年年终大修,保持连续稳定运转两年多时间,为企业创造了较好的经济效益。
The Repair of Kiln Shell's Crack
TQ172.622.29
A
1001-6171(2016)04-0072-02
通讯地址:博爱金隅水泥有限公司,河南焦作454461;2016-05-24;编辑:赵莲
猜你喜欢
水泥技术(2022年5期)2022-09-28
水泥技术(2022年2期)2022-03-28
水泥技术(2022年1期)2022-02-12
一重技术(2021年5期)2022-01-18
中氮肥(2021年2期)2021-12-25
建材发展导向(2021年24期)2021-02-12
机械设计与制造(2020年11期)2020-11-23
设备管理与维修(2019年12期)2019-10-26
重型机械(2019年3期)2019-08-27
山东工业技术(2016年15期)2016-12-01