
石墨炉原子吸收光谱法测定橡胶中的铝含量
2016-07-28 07:29李海燕李淑娟
橡胶工业 2016年7期
岳 敏,李海燕,李淑娟
(北京橡胶工业研究设计院,北京 100143)
橡胶生产配方中加入的助剂可能含有铝元素,铝含量的测定有助于产品配方还原和产品质量控制。此外,人体中铝含量超标会引发铝中毒,因此,对食品和医用橡胶制品中的铝含量均有限定。铝的测定方法有原子吸收光谱法、电感耦合等离子体发射光谱法(ICP)、荧光分光光度法、紫外可见分光光度法和电位滴定法等[1]。电感耦合等离子体发射光谱法为半定量方法,而电位滴定法、紫外可见分光光度法的操作步骤繁琐,存在的离子干扰较强,测定灵敏度也较低,应用有一定限制。
本工作采用PAL3000型自动进样器配合石墨炉原子吸收光谱仪,并使用电子可视化样品采集装置(ESV)通过工作曲线法对铝含量进行测定。
1 试验仪器和材料
1.1 标样与主要试剂
铝单元素标准溶液(质量浓度为1 000 mg·L-1;国家标准样品GSB 04-1713—2004);硝酸镁、硝酸钙、盐酸、硫酸和磷酸,均为优级纯。试验用水均为一级水。
1.2 试验仪器
Avanta PM原子吸收光谱仪,GF3000型石墨炉系统,氘灯背景校正,裂解涂层石墨管,PAL 3000型自动进样器,铝空心阴极灯,电子可视化样品采集装置,澳大利亚GBC仪器公司产品;H90A型水冷却机,LabTech有限公司产品;惰性气源高纯氩气(纯度≥99.999%),北京市亚南气体科技有限公司产品;TND-10000型全自动交流稳压器,北京晶石星宇科技有限公司产品;微波消解系统,北京盈安美诚科学仪器有限公司产品;电子分析天平(精度0.000 1 g),马弗炉(温程0~1 000 ℃),市售品。
试验使用玻璃器皿均经质量分数为0.1的硝酸浸泡,清洁干净,不含铝。
2 实验方法
2.1 样品处理
称取约0.1 g的橡胶样品(精确至0.000 1 g),放入铂金坩埚内,加入少量硝酸镁作为灰化助剂,在低温电热板上加热炭化;然后放入马弗炉中,550 ℃下缓慢灰化6 h;灰化后的灰分加入氢氟酸溶解,挥发干后,加入浓磷酸和浓硫酸的混合液(体积比为1∶1)5 mL,转入消解罐,微波消解两次,直至全部溶解。微波消解程序参数如表1所示。将溶解液倒入容量瓶中,加基体改进剂,定容。如果样品溶液的浓度超标,需要进行稀释,稀释后铝的浓度在工作曲线范围内。
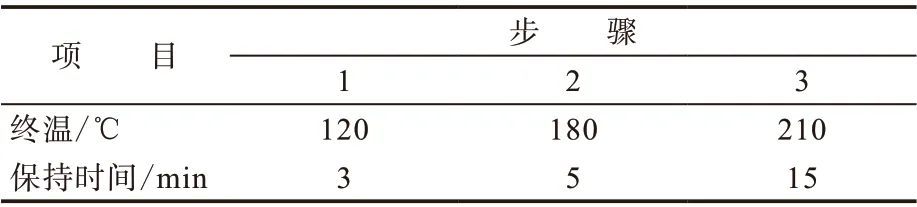
表1 微波消解程序参数
2.2 样品空白溶液的制备
在没有橡胶样品的条件下,同时进行上述步骤,制得样品空白溶液。
2.3 标准溶液的配置
将质量浓度为1 000 μg·mL-1的铝标准溶液,稀释成质量浓度为10 μg·mL-1的标准储备液,用标准储备液配制成标准溶液,质量浓度分别为0,25,50,75和100 ng·mL-1。
标准溶液、标准空白溶液、样品溶液和样品空白溶液均倒入聚四氟乙烯样品管中待测。
2.4 仪器条件优化
考察灯电流、狭缝宽度、原子化温度和清洗温度对铝含量测定的影响。采用单因素分析法,固定其他条件,只改变其中一个条件,测定吸光度的变化,进而确定最佳试验条件。在最佳试验条件下绘制工作曲线,测试样品。
2.5 石墨管预处理
新热解涂层石墨管在使用前需要老化2~3次;再次使用的热解涂层石墨管在试验前也要进行老化,直至铝的吸光度小于0.1,老化方法有空烧老化和不进样品运行升温程序老化。
3 结果与讨论
3.1 吸光度影响因素分析
3.1.1 石墨管预处理
取新热解涂层石墨管放入石墨炉体中,空烧老化1次,不进样品运行升温程序老化2次,铝的吸光度为0.012。
3.1.2 积分时间
选用0.5 mL质量分数为0.1的硝酸钙作为基体改进剂加入标准溶液中,当灯电流为9 mA、狭缝宽度为0.5 nm时,测定不同积分时间对应的质量浓度为25 ng·mL-1的铝标准溶液的吸光度,结果为:当积分时间为1,2和3 s时,吸光度分别为0.200,0.233和0.217。
由试验结果可以看出,当积分时间为2 s时,铝的吸光度最大。
3.1.3 灯电流
选用0.5 mL质量分数为0.1的硝酸钙作为基体改进剂加入标准溶液中,当狭缝宽度为0.5 nm、积分时间为2 s时,只改变灯电流[2],测定质量浓度为25 ng·mL-1的铝标准溶液的吸光度,结果为:当灯电流为9,10和11 mA时,吸光度分别为0.203,0.226和0.211。
根据试验结果,设定灯电流为10 mA。
3.1.4 狭缝宽度
在积分时间为2 s、灯电流为10 mA的条件下,测定不同狭缝宽度时质量浓度为25 ng·mL-1的铝标准溶液的吸光度,结果为:当狭缝宽度为0.4,0.5,0.6和0.8 nm时,吸光度分别为0.198,0.204,0.226和0.207。
由试验结果可以看出,当狭缝宽度为0.6 nm时,铝吸光度最大。
3.1.5 基体改进剂
选用质量分数为0.1的硝酸钙作为基体改进剂加入标准溶液中,按上述优化条件,测定质量浓度为25 ng·mL-1的铝标准溶液的吸光度,结果[3]为:硝酸钙加入量为0,0.5,1和2 mL时,吸光度分别为0.206,0.224,0.235和0.219。
由试验结果可以看出,加入1 mL质量分数为0.1的硝酸钙基体改进剂,铝吸光度最大。
3.1.6 石墨炉升温程序设置
按上述优化条件,改变其中的石墨炉升温程序中的原子化温度和清洗温度[4],测定质量浓度为25 ng·mL-1的铝标准溶液的吸光度,结果见表2。

表2 原子化温度和清洗温度对铝吸光度的影响
从表2可以看出,原子化温度为2 700 ℃、清洗温度为2 800℃时,铝吸光度最大。
由上述单因素试验得出原子吸收光谱仪最佳工作条件为:波长 309.3 nm,灯电流 10 mA,狭缝宽度 0.6 nm,测量模式 峰面积,稀释因子0.2,重复测量次数 3,自动进样 20 μL,原子化温度 2 700 ℃,清洗温度 2 800 ℃。
3.1.7 共存元素的干扰
在基体改进剂硝酸钙存在的条件下考察橡胶中常见元素对铝元素测定的干扰。在质量浓度为25 ng·mL-1的铝标准溶液中同时加入钙标准溶液(100 μg·mL-1)、铁标准溶液(50 μg·mL-1)、镁 标 准 溶 液(100μg·mL-1)、铜 标 准 溶 液(20 μg·mL-1)、锰标准溶液(20 μg·mL-1)、钾标准溶液(20 μg·mL-1)、钠标准溶液(20 μg·mL-1)、钴 标 准 溶 液(20 μg·mL-1),铅 标 准 溶 液(20 μg·mL-1)、锌标准溶液(100 μg·mL-1)进行干扰试验。试验结果表明,在硝酸钙存在的条件下,上述元素对铝的测定没有明显干扰。橡胶中所含上述元素的含量通常均小于所列浓度,因此不会对铝含量的测定产生干扰。
3.2 工作曲线的绘制
配 制 质 量 浓 度 分 别 为0,25,50,75 和100 ng·mL-1的铝标准溶液,按照上述优化条件,测定其吸光度。以铝溶液的质量浓度为横坐标,相应的吸光度为纵坐标,绘制标准曲线。
3.3 加标回收率
样品溶液中铝的质量浓度为57.351 ng·mL-1,加入质量浓度为15 μg·mL-1的铝标准溶液。3次平行测定铝的质量浓度分别为72.375,72.338和72.386 ng·mL-1,加标回收率[5]分别为100.16%,99.91%和100.23%。该测试方法的准确度较高。
3.4 测量精密度
采用6次平行测定样品的方法测定精密度,吸 光 度 分 别 为0.476,0.47,0.48,0.483,0.485和0.483。吸光度平均值为0.48,相对标准偏差1.17%。
3.5 样品测试结果
橡胶中铝含量计算公式为:

式中,ω(Al)为铝的质量分数;c为样品溶液中铝的质量浓度,25 ng·mL-1;V为溶液的体积,mL;m为样品质量,g;N为稀释倍数。如果定容后直接测定,N=1;若稀释后测定,则N为稀释倍数。橡胶样品溶液稀释100倍,橡胶样品中铝的质量分数为0.005 7。
4 结论
采用石墨炉原子吸收光谱法测定橡胶中的铝含量,该方法的测定值线性范围为0~100 ng·mL-1,精密度为0.69%~3.22%,方法检出限为1.056 ng·mL-1。测量准确度和精密度较好。
猜你喜欢
电子测试(2022年16期)2022-10-17
化工设计通讯(2020年10期)2020-09-17
中国果菜(2020年4期)2020-05-15
无机盐工业(2019年5期)2019-12-26
汽车电器(2019年1期)2019-03-21
肥料与健康(2019年6期)2019-03-19
科教导刊(2017年26期)2017-11-07
中国氯碱(2016年9期)2016-11-16
天津建设科技(2016年6期)2016-02-05
中国光学(2015年5期)2015-12-09
