多点式环形自适应夹具的应用分析
2016-07-26 02:01赵东宏卢章平王庭俊王武林
轴承 2016年1期
赵东宏,卢章平,王庭俊,王武林
(1.江苏大学 机械工程学院,江苏 镇江 212013;2. 扬州工业职业技术学院,江苏 扬州 225127)
轴承套圈等环形薄壁件通过热加工工艺获得的毛坯表面通常呈不规则曲面形状,进一步加工装夹时,毛坯与夹具在径向和轴向上接触不均匀,导致局部夹紧应力和变形较大,由此产生的残余应力在热处理时会导致较大的局部变形,即使通过后续多道工序也难以完全消除。而且残余应力在使用过程中会持续释放,显著降低工件的精度寿命。
目前围绕薄壁件变形问题的研究很多,文献[1]通过有限元分析研究装夹位置、装夹顺序及加载方式对薄壁壳体变形的影响;文献[2]研究了自由曲面定位点选取的算法与夹紧点选取策略;文献[3]采用工艺优化控制变形;文献[4-6]则以变形预测和补偿为研究对象。目前的这些研究重点集中在变形预测和工艺优化方面,下文则以薄壁套圈为对象,研制多点式自适应环形夹具,在增加曲面接触点的同时保证各接触点处夹紧力的均匀性。
1 传统环形零件夹具
薄壁轴承套圈锻件毛坯表面多为不规则形状。首道工序为夹外圆车内孔,使用三爪自定心卡盘直接夹紧(图1a),环形薄壁毛坯会产生三棱形(图1b),车内孔(图1c)后卡盘松开,内孔会由于弹性变形的恢复而形成如图1d所示的三棱形。
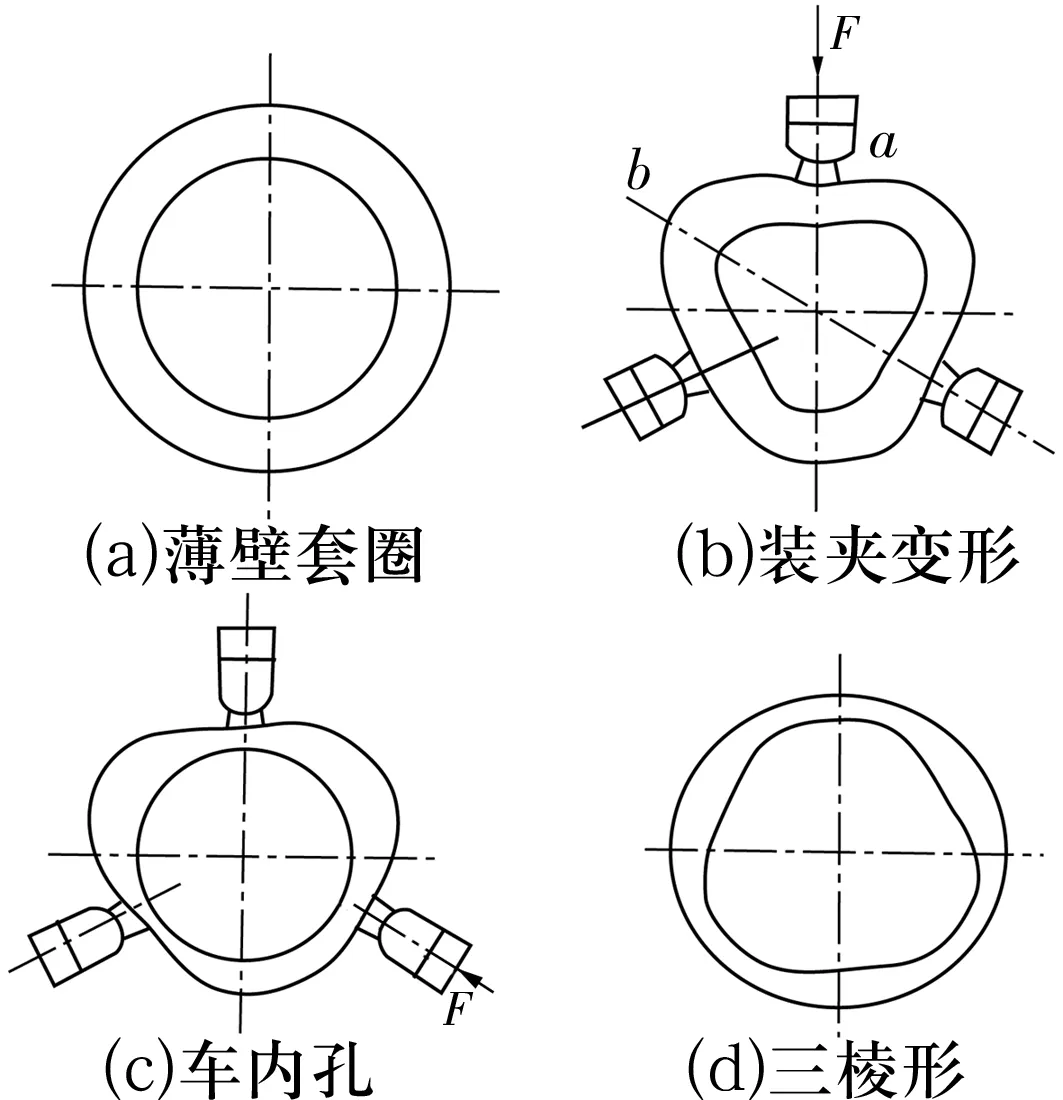
图1 三爪卡盘装夹变形示意图
针对薄壁套圈特点,目前生产中广泛使用浮动夹具夹持毛坯,其中圆弧式浮动夹具(图2a)和卡爪式浮动夹具(图2b)与工件为6点接触,前者刚性好、夹持牢固,但浮动性较差,后者浮动性好,但由于是悬壁梁结构夹持牢固性稍差。图2c所示为卡爪式双浮动夹具[7-8],其与工件的接触点增加到12个,夹紧力比较均匀,但受结构限制夹持直径较小零件时局部的浮动性不够理想,沿轴线方向单点接触状态也没有改变。
2 多点式环形自适应夹具
曲面夹具设计原则是夹紧点应尽可能多而分散,环形毛坯在径向和轴向上都应该有分布均匀的接触点。多点式环形自适应夹具[9]综合了机械结构和液压结构的优点,在接触点均布的同时,还能保证各接触点处夹紧力的均匀性。
研制设计的多点式环形自适应夹具如图3所示,选用三爪自定心卡盘作为动力装置,弧形液压座分别固定在卡盘的3个基爪上,可以同步向心移动。每组弧形液压座内都有容纳液体的空腔及若干个与空腔相连的卡爪孔,卡爪孔与卡爪滑动配合。3组弧形液压座内的空腔通过软管相连,从而保证空腔内压强一致。卡爪与毛坯外表面接触,其数量和排布方式以夹紧点分散均匀为原则,轴向长度较大的毛坯应该在轴向上安排多组卡爪。图3中设置有2组轴向卡爪,而目前常用的浮动夹具由于结构的限制轴向只能有1组卡爪。
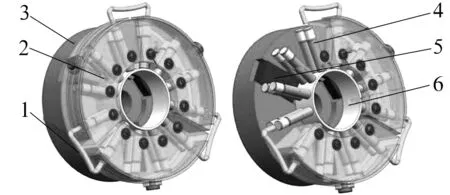
1—软管;2—弧形液压座;3—卡盘座;4—卡爪;5—基爪;6—环形薄壁毛坯
与传统夹具明显不同的是,多点式环形自适应夹具增加了柔性粗定位功能,如图4所示。每个卡爪都有一根过轴线的粗定位弹簧钢丝,其两端与弧形液压座上的孔为间隙配合,装夹前可以保证每根卡爪都有相对一致的径向位置,装夹过程中随着3个弧形液压座同步向心运动,每根卡爪移动的距离受曲面形状影响并不相同,即每根卡爪都是浮动的;另一方面由于每根卡爪尾部都在同一个液压腔内,压强相等,与工件的接触力相等,因此多点式环形自适应夹具与工件为多点等力接触状态,夹紧力导致的残余应力数值会明显减小,分布更加均匀。
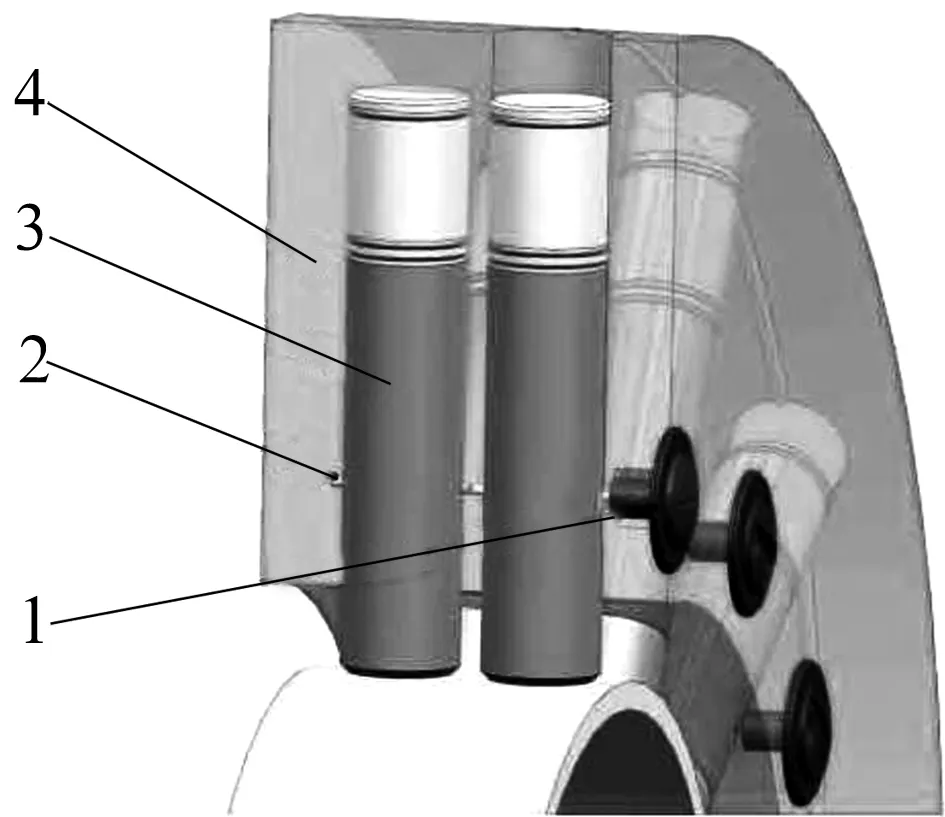
1—弹簧钢丝堵头螺钉;2—粗定位弹簧钢丝;3—卡爪;4—弧形液压座
多点式环形自适应夹具与传统浮动夹具的操作步骤相同,使用方便。具体工作过程为:环形毛坯端面定位→启动三爪自定心卡盘→固定在3个基爪上的弧形液压座同步向心移动→毛坯部分表面与卡爪接触→毛坯在弹簧钢丝弹力作用下向心移动完成粗定心→每根卡爪克服弹簧钢丝弹力继续向心移动,其移动距离与接触点毛坯表面形状直接相关→完成浮动夹紧过程。
3 环形夹具的有限元分析与对比
为了获得夹紧变形和应力分布的数据,以名义外径120 mm,高40 mm,壁厚1.5 mm的薄壁套圈毛坯作为Nastran有限元分析的对象。用6点式浮动夹具模拟目前广泛使用的圆弧式浮动夹具和卡爪式浮动夹具,建立6点式和多点式夹具和毛坯的三维装配模型,分别如图5、图6所示。毛坯除了释放径向自由度外其他方向的自由度全部限制;对于长方形卡爪采用滑块约束仅允许径向移动,而圆柱卡爪采用圆柱形约束释放轴向移动。
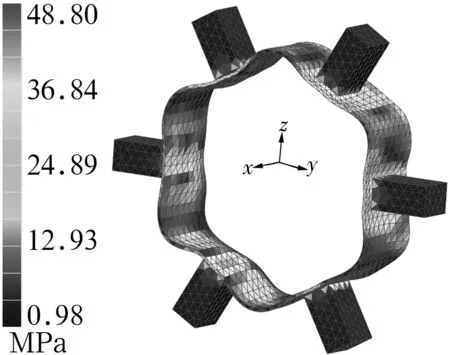
图5 6点式夹具有限元模型
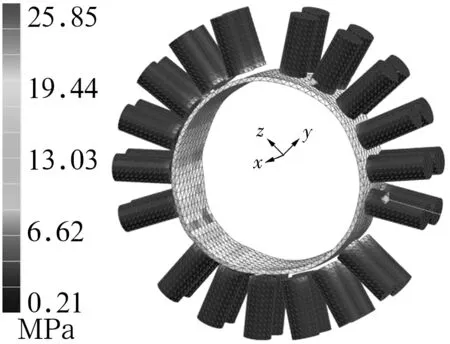
图6 多点式夹具有限元模型
卡爪头部端面与毛坯设为平面与曲面(面面接触)接触,过盈量为0。在圆周上取150个单元,轴向上取20个单元为计算对象,以毛坯等效应力值及其分布情况作为指标进行对比。6点式夹具与多点式夹具的周向、轴向应力数据对比见表1。由表可知,虽然2种夹具的平均接触应力非常接近,但多点式夹具最大接触应力和标准差显著下降,说明由于接触点的增多夹紧应力减小,夹紧应力的分布也更加均匀,这对减小薄壁套圈的变形和残余应力非常有利。

表1 工件周向、轴向接触应力对比
4 结束语
针对环形薄壁毛坯研制的多点式环形自适应夹具综合了机械结构和液压结构的优点,成倍增加了夹具与曲面接触点数量,同时还能保证各接触点处夹紧力的均匀性,从而实现了多点浮动的功能。有限元分析和生产实践证明,夹具能在不影响装夹效率的同时,显著减小夹紧变形和残余应力,增加曲面夹具的夹持稳定性和可靠性,为减小热处理变形和使用过程中的残余应力释放创造了良好的条件。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
内燃机与配件(2022年2期)2022-01-17
汽车工艺师(2021年8期)2021-08-28
内江科技(2021年3期)2021-04-04
铝加工(2020年3期)2020-12-13
机械制造与自动化(2020年3期)2020-07-16
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年12期)2018-12-23