
响应面法优化废PET塑料降解制备TPA的工艺
2016-07-26 09:53胡浩斌武芸朱治明陇东学院化学化工学院甘肃庆阳745000
化工进展 2016年7期
胡浩斌,武芸,朱治明(陇东学院化学化工学院,甘肃 庆阳 745000)
研究开发
响应面法优化废PET塑料降解制备TPA的工艺
胡浩斌,武芸,朱治明
(陇东学院化学化工学院,甘肃 庆阳 745000)
摘要:采用微波辅助碱催化降解废聚对苯二甲酸乙二醇酯(PET)塑料制备对苯二甲酸(TPA),运用Box-Behnken中心组合试验设计原理,通过单因素试验筛选催化剂用量、碱液用量、降解温度和时间为主要因素,进行四因素三水平的响应面分析,建立TPA产率的二次响应面模型,确立制备工艺的优化组合条件,并对产品的结构和性能进行测定。结果表明,TPA产率与四因素关系符合二次模型,四因素的一次项和二次项及催化剂用量和碱液用量的交互作用对TPA产率具有显著影响。综合考虑产品性能和实际操作因素,经修正及近似验证后获得最佳制备工艺为:2.7gTOMAB,260mL15%NaOH,降解温度85℃,降解时间2.2h。在该条件下进行3次重复试验,TPA的实际平均产率为97.53%,与预测值98.59%无显著差异,说明该优化方法是可行的。
关键词:废聚对苯二甲酸乙二醇酯塑料;降解;制备;优化;对苯二甲酸;响应面法
聚对苯二甲酸乙二醇酯[化学式为(COC6H4COOCH2CH2O)n,简称PET]是通用的热塑性工程塑料,具有良好的透明性、气体阻隔性和力学性能,且无毒无味,广泛用于饮料瓶、纤维、工程塑料和薄膜等领域。据报道,截至2008年,全球PET聚酯的年消费量已达到7000万吨/年,并在以230万吨/年的速度增长[1]。2010年我国的PET产能已达到2900万吨,其中PET瓶片产能已达到500万吨,为世界 PET生产、消费第一大国[2-3]。PET在自然条件下不易降解,大量PET聚酯在使用后作为废品排入自然界,如不加以合理的回收利用,不仅造成巨大的资源浪费,而且将产生严重的环境污染。如何实现生产、加工、回收、利用废PET聚酯资源的良性循环,缓解石油资源、解决生态环境污染问题已成为当前聚酯工业的重要课题。目前,国内外主要采取物理和化学方法回收废聚酯。物理回收法是通过切断、粉碎、加热熔化等过程,对废聚酯进行简单的再加工利用,此技术虽然处理成本低廉、节省投资,但各种再生塑料的性能与新材料相比大为降低,且含有大量杂质,一般只能降级使用,不宜再作食品包装材料[4]。化学回收法是通过水解、醇解、氨(或胺)解、热解、超临界降解、微波辅助降解、生物降解、路易斯酸(或碱)降解、离子液体降解等方法[5],将废聚酯解聚为较小的分子、中间原料或单体,可重新作为聚酯原料或制成其他产品,来实现循环再利用。虽然化学回收方法存在成本高、易产生二次污染等问题,但已成为一种必然趋势。国外主要采用化学回收技术,但与日本、美国等国家相比,我国的废PET聚酯回收循环利用技术还相当落后,主要以物理回收法为主,回收率仅为6%~10%,产品附加值较低[6]。
响应面分析法(responsive surface methodology,RSM)是通过合理的试验设计,拟合因素与响应值之间的函数关系,寻求最佳工艺参数,从而达到解决多变量问题的统计方法,具有试验周期短、回归方程精度高、反映各因素水平较全面等优点[7]。
微波加热技术具有穿透力强、选择性高、加热速度快、控制方便、受热体系温度均匀、节能等优点[8]。本文就是以废PET塑料为原料,通过微波辅助碱催化降解制备对苯二甲酸(TPA),并利用RSM法对制备工艺参数进行优化,为废 PET聚酯的回收、循环利用提供理论依据。
1 试验部分
1.1 材料与试剂
PET塑料为废弃的娃哈哈矿泉水瓶,经清洗、干燥、剪碎至3mm×3mm的碎片,备用;G3玻璃纤维,广州市艾瑞空气净化设备有限公司;四正丁基溴化铵(TBAB),国药集团化学试剂有限公司;十六烷基三丁基溴化磷(HTBPB),上海邦成化工有限公司;三辛基甲基溴化铵(TOMAB),上海迈瑞尔化学技术有限公司;十六烷基三甲基溴化铵(CTMAB),上海隆盛化工有限公司;其他试剂均为分析纯。
1.2 仪器与设备
NJL07-5型实验超声微波炉,南京杰全微波设备有限公司;DZF-6020型真空干燥箱,上海一恒科学仪器有限公司;CS101-2ABN型电热鼓风干燥箱,重庆永生实验仪器厂;SHB-III型循环水式多用真空泵,郑州长城科工贸有限公司;AL-104型电子天平,上海梅特勒-托利多仪器有限公司;岛津FTIR-8400S型傅里叶变换红外分光光度计,日本岛津公司;X-4型显微熔点测定仪,巩义市科瑞仪器有限公司。
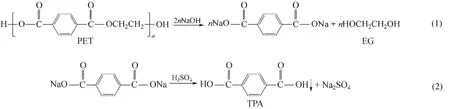
1.3 降解原理
本次研究PET塑料的解聚实际上是碱解(皂化-酸化中和)过程,可用式(1)、式(2)反应表示。
1.4 制备工艺
PET塑料解聚、TPA和EG的制备及纯化工艺如图1所示。
1.5 制备方法
将100gPET废料与250mL15%NaOH溶液混合,并研磨成糊状,加入2.5gTOMAB作催化剂,微波加热(功率 100W)至 80℃下,搅拌回流 2h时间后,经30%H2SO4调节pH为7,用G3玻璃纤维过滤除去残渣,再用30%H2SO4调节pH为2~3,经G3玻璃纤维过滤、水洗、干燥(120℃下)得白色粉末TPA。滤液用NaOH调至中性,加热浓缩到 d为1.38左右,冷却至50℃下,边加热边加入等体积乙醇,过滤除去Na2SO4。滤液经蒸馏回收乙醇,再减压蒸馏回收EG。

图1 工艺流程图
1.6 产品分析
1.6.1 产率测定
式中,WPET,0为加入反应体系的PET质量;WTPA和WTPA,0分别表示TPA的实际质量和理论质量。
1.6.2 纯度测定
采用标准NaOH溶液滴定法测定TPA的纯度[9]。
1.6.3 结构表征
分别采用IR(KBr压片)和NMR(DMSO为溶剂,TMS为内标)法对TPA的结构进行表征。
2 结果与讨论
2.1 产品分析
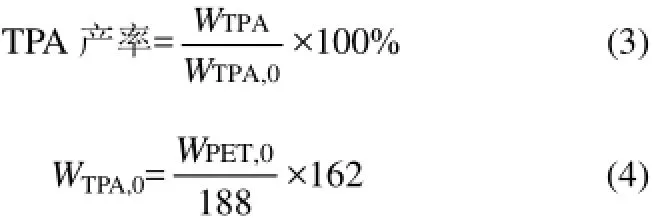
废PET经解聚制得的TPA为白色粉末,熔点为298℃,密度为1.50g/cm3,纯度为99.8%,酸值为(675±2)mgKOH/g。EG为无色无臭的黏稠液体,沸点为197.3℃,密度为1.15g/cm3。TPA的IR和NMR谱图分别见图2和图3。
经对图2解析,在1287cm–1处为C—O伸缩振动吸收峰,1421~1570cm–1处为苯环的骨架振动吸收峰,1689cm–1处的强吸收峰归属为C=O的伸缩振动吸收峰,这是对苯二甲酸的特征吸收峰,2543~3087 cm–1处为 O—H的伸缩振动吸收峰;另外,700~900cm–1处为苯环吸收,726cm–1处为苯环上的对位二取代。
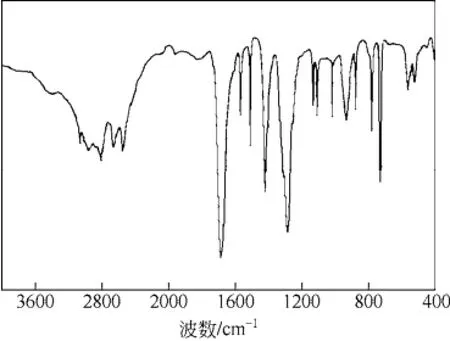
图2 TPA的红外图谱

图3 TPA的NMR图谱
1H NMR谱图中显示TPA有两类质子,其中a处的宽单峰(13.1)是COOH中H的共振吸收峰,b处的单峰(8.0)是苯环上 H的共振吸收峰。13C NMR谱图中显示有3组碳峰,表明该分子中含有3种不同类型的C,其中a处131.6是苯环上4个未取代C的共振峰,b处136.4是苯环中与羧基相连的2个C的共振峰,c处169.3是COOH中C的共振峰。
上述对IR和NMR谱图的分析结果表明,该固体产物为TPA。值得注意的是,1H NMR和13C NMR中未出现其他峰,且IR谱图中1700~1800 cm–1处无明显的吸收峰,表明不存在酯羰基。由此可以推断,PET解聚比较完全,产物TPA是纯净的。
2.2 单因素试验
2.2.1 催化剂的选择
选用不同的催化剂,其他条件不变,按 1.5节的方法降解PET,并分别测定TPA产率,依据TPA产率的高低优选催化剂。选定了催化剂后,再按类似的方法确定催化剂的用量。实验结果见图4和图5。
从图4可以看出,4种季铵盐对PET的解聚反应都具有催化作用。使用相同量的催化剂时,HTBPB和TOMAB的催化活性最强,TBAB的催化活性最差。反应2h时,TPA产率分别为95.8%、94.9% 和33.9%。反应时间小于1.85h时,TOMAB的催化活性大于HTBPB;反应时间大于1.85h时,HTBPB的催化活性稍大于TOMAB,且随时间的延长都趋于稳定(不超过 97%)。考虑到价格和对环境的污染问题[5],本实验首选TOMAB作为PET解聚的催化剂。
结合图5可知,当TOMAB用量为2.5g时,反应2h后,TPA的产率已接近95%,说明此时催化效率已经达到最大,再增大催化剂的用量意义不大。故本实验选择催化剂的适宜用量为2.5g。

图4 催化剂类型对TPA产率的影响
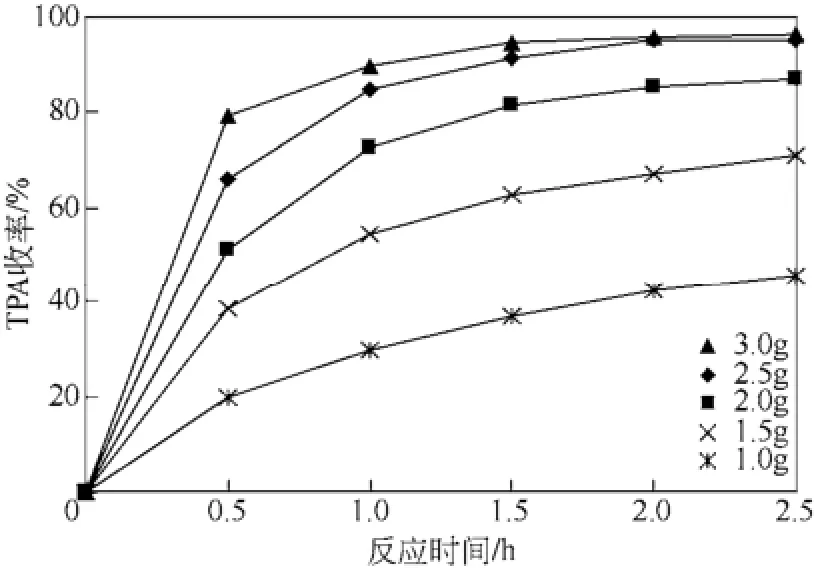
图5 催化剂用量对TPA产率的影响
2.2.2 碱液的选择
在PET的降解过程中,碱既是反应试剂,又是催化剂。为了考察碱液用量对PET降解的影响,选用不同浓度的NaOH溶液,其他条件不变,按1.5节的方法降解PET,并分别测定TPA产率。结果见图6和图7。
由图6可见,对同一浓度的NaOH溶液,TPA产率随着反应时间的延长而逐渐增加,在相同的反应时间内,TPA产率随着NaOH溶液浓度的增加也逐渐增加。分别以20%和15%NaOH溶液作溶剂,反应2h后,TPA产率基本接近,分别达到95.1%和94.9%。如果再增加NaOH溶液的浓度,对TPA产率的影响已经不大,反而会增加成本和影响后续的分离纯化。

图6 NaOH浓度对TPA产率的影响
图7 碱液用量对TPA产率的影响
从图7可看出,总体上TPA产率随着碱液用量的增加而逐渐增大,这可能是由于NaOH溶液不仅能提供OH–,而且又能提高体系的传热效率,使反应原料受热均匀,促使其降解较为完全,从而提高TPA产率[10],同时又能防止因PET受热不均匀而导致结焦碳化。但当反应时间接近1.5h时,用250mL碱液时的TPA产率将超过用280mL碱液时的产率,这可能是由于溶剂用量增多,导致PET和催化剂浓度降低的缘故。故综合成本和废液的后处理等因素,本实验最终确定用250mL 15%NaOH溶液。
2.2.3 温度的确定
为了进一步考察降解温度对TPA产率的影响,在保持其他条件不变的情况下,分别在不同温度下,按1.5节的方法制备TPA,并分别测定TPA产率。结果见图8。
图8 降解温度对TPA产率的影响
从图8可看出,TPA在不同温度下的产率都随着降解时间的延长而逐渐增大,但在90 ℃和80 ℃下的产率明显高于70℃和60℃,降解2h,TPA产率就分别达到 95.1%和 94.9%,再延长时间,TPA产率变化不大。综合考虑效能和产品性能,本实验拟确定降解温度为80℃,反应时间为2h。
2.3 RSM法优化制备工艺
2.3.1 响应面分析因素水平的选取
在综合分析单因素试验结果的基础上,运用Box-Behnken中心组合试验设计原理[11],以对TPA产率影响较为显著的催化剂用量、碱液用量、降解温度和降解时间为考察因素,进行四因素三水平的响应面分析,设计因素及水平见表1。
2.3.2 响应面试验方案设计
对降解温度、碱液用量、降解时间和催化剂用量作如下变换:X1= (x1-80)/10,X2= (x2-250)/30,X3= (x3-2.0)/0.5,X4= (x4-2.5)/0.5,其中xi为实际值,Xi为编码值。以X1、X2、X3和X4为自变量,TPA产率为响应值(Y),采用L29(34)响应面法分析4个自变量对响应值的影响,同时优化废PET塑料碱性水解制备TPA的工艺条件。表2中列出的29个试验点中,其中24个析因点为自变量X1、X2、X3和X4所构成的多维空间顶点,5个零点为区域的中心点,用以估计试验误差。每组试验重复3次,取其平均值,结果见表2。
2.3.3 回归方程

表1 Box-Behnken中心组合试验设计的因素与水平
表2 Box-Behnken中心组合设计方案及实验结果
采用Design Expert V8.0.6软件对试验数据进行回归分析,由此可求出影响因素的一次效应、二次效应及其交互效应的关联方程,对4个影响因素进行更深入的研究和条件优化,并作出响应面图。多元回归拟合分析得到 TPA产率与各因素变量的模拟二次方程为:Y=94.99+2.96X1+6.95X2+2.34X3+ 5.81X4–1.43X1X2–0.61X1X3–0.58X1X4–0.02X2X3–2.35 X2X4+0.50X3X4–2.22X–7.26X–3.48X–5.41X。
2.3.4 方差分析
对4个自变量模型,单独存在及交互作用下的方差分析结果见表3。
从表3可看出,上述回归方程描述各因子与响应值之间的关系时,其因变量和全体自变量之间的线性关系显著(决定系数 R2= 1655.40/1686.86 = 0.9814),模型F > f0.01(9.5) = 52.62,显著水平远远小于0.01,此时Quadratic回归方差模型极显著。从回归方程各项的方差分析结果还可以看出,方程因变量与全体自变量之间的线性关系明显,回归方程的一次项、二次项的均方和系数都比较大,而交互系数较小,说明响应面分析所选的4个因素与响应值不是简单的线性关系,二次项对产率也有很大的影响,而4个因素之间的交互效应较小。其中X1、 X2、X3、X4、X2X4、X、X、X和X均呈极显著影响(P≪0.01),X1X2、X1X3、X1X4、X2X3和X3X4均呈不显著,方程的失拟项在α=0.01水平上为极显著(P < 0.01),残差的正态图也接近一条直线,表明该拟合方程对试验拟合情况较好、误差较小,可信度较高。因此,使用该回归方程代替真实的试验点对结果进行分析和预测是可行的。
从单因素水平观察,对TPA产率影响的大小次序为X2(碱液用量)> X4(催化剂用量)> X1(降解温度)>X3(降解时间)。在有交互作用存在下,对TPA产率的影响顺序为X2X4>X1X2>X1X3>X1X4> X3X4>X2X3。
2.3.5 响应面分析
根据回归方程得出不同因素的响应面分析图,见图9。RSM图是特定的响应面(Y)与选定的因素X1、X2、X3和X4所构成的一个三维空间的曲面图,每个响应面只分析其中两个因素,而固定另外两个因素在零水平。从 RSM图上可以直观地反映各因素在制备过程中对响应值的影响及它们的相互作用。
表3 方差分析结果
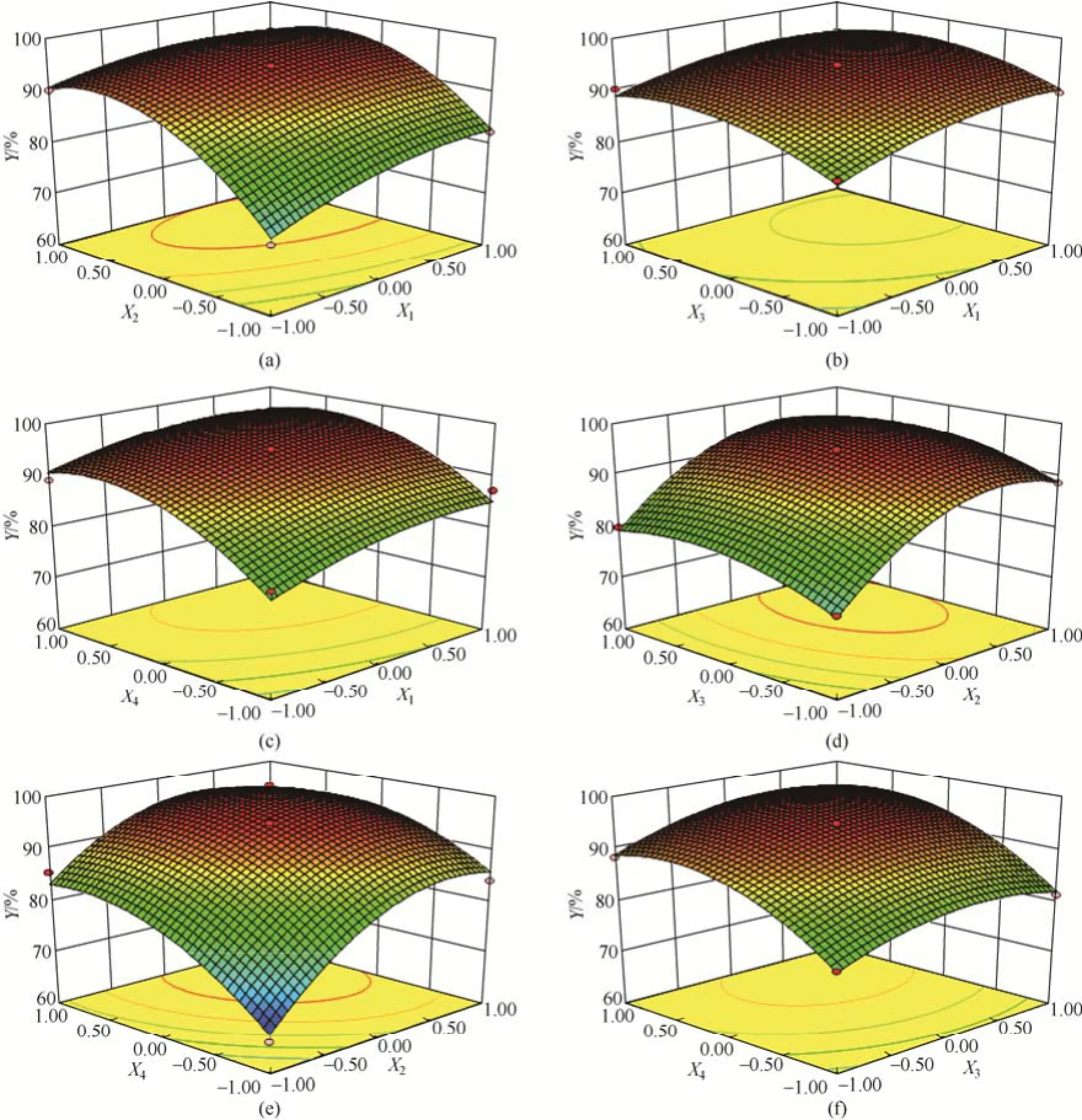
图9 各因素之间的RSM图
由图9可较为直观地看出各因素对TPA产率的影响,若曲线越陡峭,则表明该因素对TPA产率的影响越显著;曲线走势越平滑,其影响越小。比较图9中的6个图形可知:碱液用量(X2)对TPA产率的影响最为显著,表现为曲线走势相对较陡;其次为催化剂用量(X4),而降解温度(X1)和降解时间(X3)表现为曲线走势较为平滑,随其数值的增加或减少,响应值变化较小。回归分析结果(见表5)也印证了这些结论。X2对应的F值达到了258.02,P<0.0001。同样X4对应的P<0.0001,也达到了高度显著的水平。
通过 SAS软件确立各因素的最优条件编码值为:X1=0.445,X2=0.361,X3=0.328,X4=0.450。根据编码值和非编码值间的转换关系:x1=80 +10X1,x2=250 +30X2,x3=2.0 +0.5X3,x4=2.5+0.5X4,其中 xi为非编码值,Xi为编码值,计算得出x1=84.45℃,x2=260.83mL,x3=2.164h,x4=2.725g。即将 100g废 PET和 2.725g催化剂依次加入到260.83mL的15% NaOH溶液中,在84.45℃下降解2.164h。由回归方程预测在此条件下的TPA理论产率为98.59%。
2.3.6 验证试验
为了检验试验结果是否与真实情况相一致,根据上述结果进行近似验证试验,结合产品性能和实际操作的局限性,最终确定修正后的工艺条件为:将100g废PET与260mL 15% NaOH溶液混合,并研磨成糊状,再加入2.7g催化剂,微波加热(功率100W)至 85℃下,搅拌回流 2.2h。在此条件下进行3次平行试验,TPA的平均产率为97.53%。与理论预测值无显著性差异(p>0.05),其RSD为1.08%,而且重复性也很好,说明采用响应面优化的制备条件是准确可靠的。
3 结 论
以TOMAB为相转移催化剂,采用微波辅助碱催化降解废PET塑料制备TPA,通过RSM法优化得到最佳工艺条件:将100g废PET与2.7g催化剂加入到260mL的15% NaOH溶液中,微波加热至85℃下,搅拌回流2.2h,TPA产率可达97.53%,高于其他方法[12-15],且该方法操作简单、反应条件温和、稳定性好、产物纯净、成本低,也可适用于对高度污染过的 PET废弃物(如化妆品及食品包装盒、机械配件等)的降解处理。所得TPA的外观呈白色粉末,熔点298℃,密度1.50g/cm3,纯度99.2%,酸值(675±2)mgKOH/g。回收的 EG为无色无臭的黏稠液体,沸点197.3℃,密度1.15g/cm3。综合性能指标均与行业指标基本接近。
参考文献
[1] KOSMIDIS A V,ACHILIAS S D,KARAYANNIDIS P G.Poly (ethylene terephthalate) recycling and recovery of pure terephthalic acid.Kinetics of a phase transfer catalyzed alkaline hydrolysis [J].Macromolecular Materials and Engineering,2001,286(10):640-647.
[2] 王慧,李增喜,闫瑞一,等.废旧PET聚酯塑料循环利用的应用研究进展[J].工程研究——跨学科视野中的工程,2009,1(4):305-313.
[3] 王恩洪,汪家宝,韩琛,等.废PET瓶回产利用及其再生料工程塑料化改性研究进展[J].化学推进剂与高分子材料,2010,8 (1):28-33.
[4] 刘福胜,李磊,于世涛,等.废聚酯材料化学解聚研究进展[J].化工环保,2011,31(1):30-33.
[5] 崔晓,刘福胜,李卓,等.聚对苯二甲酸乙二醇酯在离子液体中水解回收对苯二甲酸[J].化学工程,2010,38(4):40-44.
[6] 李永真,王贵珍,吕静,等.废PET瓶回产再生技术及应用进展[J].化学工程与装备,2010,44(6):145-146.
[7] 赵强,余四九,王廷璞,等.响应面法优化秃花中生物碱提取工艺及抑菌活性研究[J].草业学报,2012,21(4):206-214.
[8] 白新鹏,裘爱泳,方希修.改进微波装置辅助提取猕猴桃根三萜类化合物的研究[J].农业工程学报,2006,22(8):188-193.
[9] MOHAMMAD N S,DIMITRIS S A,HALIM H R,et al.Hydrolytic depolymerization of PET in a microwave reactor [J].Macromolecular Materials and Engineering,2010,295(6):575-584.
[10] RAMSDEN M J,PHILL J A.Factors influencing the kinetics of the alkaline depolymerization of poly(ethylene terephthalate) Ⅰ:The effect of solvent [J].Journal of Chemical Technology and Biotechnology,1996,67(2):131-136.
[11] MURALIDHAR R V,CHIRUMAMILA R R.A response surface approach for the comparison of lipase production by Candida cylindracea using two different carbon sources [J].Biochemical Engineering Journal,2001,9 (1):17-23.
[12] DU B,YANG R,XIE X M.Investigation of hydrolysis in poly(ethylene terephthalate) by FTIR-ATR [J].Chinese Journal of Polymer Science,2014,32(2):230-235.
[13] ZHANG S Z,SONG X F,ZHANG D,et al.Kinetics of the hydrolytic depolymerization of poly (ethylene terephthalate) under microwave irradiation [J].Polymer Journal,2011,43(10):811-815.
[14] KARAYANNIDIS G P,CHATZIAVGOUSTIS A P,ACHILIAS D S.poly(ethylene terephthalate) recycling and recovery of pure terephthalic acid by alkaline hydrolysis [J].Advances in Polymer Technology,2002,21(4):250-259.
[15] LIU L X,ZHANG D,AN L,et al.Hydrolytic depolymerization of poly(ethylene terephthalate) under microwave irradiation [J].Journal of Applied Polymer Science,2005,95(3):719-723.
第一作者及联系人:胡浩斌(1968—),男,博士,教授,研究方向为精细化学品的合成及应用。E-mail hhb-88@126.com。
中图分类号:TQ 325.120.6
文献标志码:A
文章编号:1000-6613(2016)07-2243-08
DOI:10.16085/j.issn.1000-6613.2016.07.042
收稿日期:2015-12-11;修改稿日期:2016-01-06。
基金项目:庆阳市科技支撑项目(KZ2012-56)及甘肃省应用化学省级重点学科建设项目(GSKS201304AC)。
Optimization of TPA preparation technology from waste PET by response surface methodology
HU Haobin,WU Yun,ZHU Zhiming
(College of Chemistry & Chemical Engineering,Longdong University,Qingyang 745000,Gansu,China)
Abstract:Terephthalic acid(TPA) was prepared from the degradation of waste polyethylene terephthalate(PET)with microwave-assisted and alkali catalysis.The Box-Behnken center-united experimental design principles were applied.Dosages of catalyst and alkali,pyrolysis temperature and time were chosen as causal factors on the basic of single-factors experiments.The responsive surface analysis of 4-factors-3-levels was adopted.The quadratic surface model of TAP yield was established.The optimum combination was obtained.The structure and property of TPA were determined.Results indicated that TPA yield and the four factors conform with the quadratic model,the linear and quadratic term of four factors,and the interaction between the dosages of catalyst and alkali have significant effects on the yield of TPA.Modified and verified experiments were completed after considering product performance and actual operation.The optimum parameters were determined, 2.7g TOMAB,260mL 15%NaOH,85℃,2.2 h.Under these conditions,the average value of the actual yield of TPA in three replicated experiments is 97.53%,and it is not significantly different from the value of 98.59% predicted by the model.Results demonstrate that this method is feasible.
Key words:waste PET plastic;preparation;optimization;TPA;responsive surface methodology(RSM)
猜你喜欢
石油和化工设备(2022年2期)2022-03-11
科学与财富(2021年36期)2021-05-10
中学生数理化·高一版(2021年2期)2021-03-19
中学生数理化·高一版(2021年2期)2021-03-19
四川化工(2020年4期)2020-08-28
云南化工(2020年4期)2020-05-19
中学生数理化(高中版.高二数学)(2019年6期)2019-06-24
石油石化绿色低碳(2019年6期)2019-01-14
化工设计通讯(2017年11期)2017-11-29
中国塑料(2016年10期)2016-06-27
