
TA15四层板结构超塑成形/扩散连接技术研究
2016-05-30 07:52:19闫亮亮童国权刘剑超刘海建刘太盈熊亮同
航空制造技术 2016年19期
闫亮亮,童国权,刘剑超,刘海建,刘太盈,熊亮同
(1. 南京航空航天大学机电学院,南京 210016;2.北京星航机械装备有限公司,北京 100074)
超塑成形/扩散连接(Superplastic Forming/Diffusion Bonding, SPF/DB)技术是一种推动现代航空航天结构设计概念发展和突破传统钣金成形方法的先进制造技术,采用SPF/DB技术制造的钛合金结构件已广泛应用于航空航天领域,并取得良好的技术效益和经济效益[1-2]。但在SPF/DB的研究和应用方面,主要侧重于α+β两相钛合金TC4[1-3],而对于可以在500℃下长期工作、能够满足3Ma以上高速飞行器需求的近α型钛合金TA15的研究报道较少。在超塑单向拉伸基础上,针对TA15四层SPF/DB试验件,本文进行了数值模拟,获得了超塑加载压力p-时间t曲线,并开展了四层SPF/DB工艺试验,成功制备了四层TA15空心试验件。
1 材料及试验模具
TAl5(BT20)合金是前苏联研制的一种高Al当量的近α型钛合金,其名义成分为Ti-6A1-2Zr-1Mo-1V。本试验所用TA15板材厚度为1.0mm和1.2mm,由宝鸡钛业股份有限公司生产。试验模具型腔尺寸为238mm×188mm×40mm,型腔侧壁单面斜度为18°,上下型腔对称。试验模具材料为Ni7N。
2 有限元模拟
2.1 有限元模型的建立
为了提高有限元计算效率和方便观察芯板成形过程,取四层板的1/2结构进行有限元模拟,选用Marc软件提供的Thick Shell 140单元类型,在用AUTOMESH进行网格划分时,采用四边形单元,共划分为18450个单元。
2.2 材料参数及超塑本构方程的确立
在超塑成形温度下,超塑材料的本构方程可表示为σ=K˙εm,式中,K为材料常数、m为应变速率敏感性指数[4]。在超塑变形中,如果应变速率变化不大,K和m都可近似地看作常数。
为了确定材料常数,在温度880、900、920和930℃下,进行了TA15恒应变速率超塑单向拉伸试验,每一个温度下,在 3.28×10-5~1.68×10-2s-1之间用10根试样进行超塑拉伸试验。结果表明:TA15合金最佳超塑变形条件为920℃和5.25×10-4s-1,此时最大延伸率δ为1100%,m≈0.57;在930℃和5.25×10-4s-1下,δ为1030%。鉴于TA15四层板SPF/DB试验件具有较大面积需要扩散连接,本文选取温度930℃和应变速率5.25×10-4s-1为四层板结构SPF/DB的工艺条件,在此条件下,TA15合金的超塑本构方程为σ=9490.55,原始试件与该条件下拉伸断裂后的试件照片如图1所示。
依据TA15超塑拉伸试验,选取了材料的超塑成形工艺参数m=0.55和K=949,应变速率=5.25×10-4s-1。由于超塑性变形过程属于大变形问题,回弹极小,基本忽略弹性变形,采用刚塑性模型[5],定义材料参数时选用POWER LAW准则,其中n=0.55,B=949。
2.3 边界条件定义
板料四周压边以及焊缝处全约束,对称面限制垂直于面方向的移动,对板料表面施加超塑性控制的面载荷,以及第一阶段成形后面板的约束。
2.4 接触设置
模具定义为刚体[6],面板整体定义为1个变形体,另将芯板与面板扩散连接区域、芯板与芯板扩散连接区域和芯板不需要扩散连接区域分别定义为3个不同的变形体,根据成形过程的两个阶段定义两个接触表:第1个定义面板与模具的接触;第2个定义芯板与面板、芯板之间的接触。
2.5 分析及模拟结果
定义超塑性压力控制,采用的压力大小范围在0.001~2.0MPa,目标应变速率参考拉伸试验设置为0.000525s-1,采用最大应变速率恒定法加载压力,设置总的工况时间4500s,固定步长时间5s[6-9]。

图1 TA15在930℃和5.25×10-4 s-1下超塑拉伸断裂试样(最大延伸率δ为1030%)Fig.1 Superplastic tensile failure sample of TA15 at 930℃ and 5.25×10-4 s-1(maximun elongation δ:1030%)
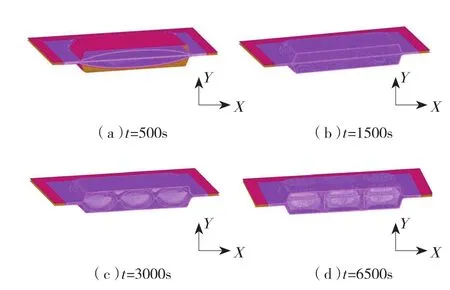
图2 TA15四层板结构超塑成形过程模拟Fig.2 Simulation of TA15 four-sheet structure's superplastic forming processes

图3 TA15四层板结构SPF/DB压力p-时间t曲线Fig.3 Pressure-time curves (p-t) of TA15 four-sheet structure's SPF/DB process
作业参数设置中接触控制选择修正的库仑摩擦模型,临界相对速度2×10-5mm/s,在非线性分析中选择大应变、载荷为随动力。
模拟结果得到四层板的成形过程与压力曲线,钛合金四层板结构超塑成形的模拟过程如图2所示。在应变速率5.25×10-4s-1,超塑压力2.0MPa条件下,MSC.Marc软件生成的压力p-时间t曲线如图3所示,该理论曲线经过适当修改可用作试验研究的工艺曲线。
3 试验与结果分析
3.1 TA15四层板结构SPF/DB试验
本文选定的TA15四层板结构有3×3共9个筋格,由两个面板和两个芯板组成,面板厚度为1mm,芯板厚度为1.2mm,毛坯外形尺寸310mm×246mm。
TA15四层板SPF/DB整个试验过程大致分为3个阶段:(1)前期准备阶段,包括板料准备、止焊剂涂敷和板料周边焊接等;(2)成形试验阶段,包括模具加热和到达目标温度后的成形等;(3)成形后处理,包括降温取件、表面处理和金相组织分析等。其中试验过程又分为两个阶段:(1)面板 SPF、芯板 DB 阶段;(2)芯板 SPF、芯板之间的DB以及芯板和面板之间的DB阶段。
TA15四层板结构SPF/DB成形温度选定为T=930℃,为了保证扩散连接接头的焊合率,对有限元模拟获得的压力p-时间t曲线进行修正。对图3(a)的第一成形阶段,在2.0MPa下保压2400s后,将扩散连接压力提高至2.5MPa;对图3(b)的第二成形阶段,在2.0MPa下保压3600s后,将扩散连接压力提高至2.5MPa。第一阶段成形时间t1=7240s,第二阶段成形时间t2=14260s。
TA15四层板SPF/DB成形件照片如图4所示,成形件整体效果良好,表面无沟槽等缺陷,直立加强筋完全成形,且接头部位处于零件的上下对称面上,需要扩散连接的部位全部实现了连接。
韩文波等[10]报道了TC4四层空心瓦楞结构SPF/DB的研究结果,其成形过程为:在一个热循环中,先将4块板料按需在要连接的部位进行DB,接着对毛坯进行SPF,由于面板上已经DB区域的厚度远大于其余区域,因此其试验件表面出现了明显的沟槽。而本文的成形过程为:在一个热循环中,2块面板SPF的同时,2块芯板在需要连接的部位DB,在面板/芯板之间卸载后,接着进行芯板SPF、芯板/芯板DB以及芯板/面板DB,TA15成形件表面没有出现沟槽。
3.2 扩散连接质量分析
为了分析TA15四层SPF/DB试验件扩散连接的质量,在试验件的4个部位切取金相试样,如图4所示。A位置是面板与芯板圆角处扩散连接部位;B位置是直立加强筋靠近三角区的扩散连接部位;C位置是面板与芯板扩散连接部位;D位置是直立加强筋接头扩散连接部位。
试验件扩散连接位置金相组织,成形后的TA15合金的晶粒为均匀的柱状晶粒组织,晶粒的尺寸大小约15μm。由扩散连接接头金相组织照片可知:A、C、D位置扩散连接情况均良好,连接界面几乎完全消失;B位置的连接界面基本消失,只出现了少许空洞,这是因为B位置三角区域是芯板最后成形的部位,芯板与面板之间会有一些残留的气体,不可避免的产生了微小空洞。整体来说,试验件各个位置扩散连接的情况基本一致,各连接处均实现了良好可靠的冶金连接,形成了一个整体且几乎没有缺陷。本文试验研究结果为TA15合金SPF/DB结构在高速飞行器上的应用提供了可靠的成形工艺数据,并为具有预置钛合金块的SPF/DB结构制造奠定了基础[11]。

图4 TA15四层SPF/DB试验件Fig.4 SPF/DB test pieces of TA15 four-sheet sandwich
4 结论
(1)超塑拉伸试验显示,在温度920℃和应变速率5.25×10-4s-1时,TA15合金的最大延伸率约为1100%,其应变速率敏感性指数约为0.57,在较佳超塑变形条件930℃和应变速率5.25×10-4s-1附近,TA15合金的超塑本构方程为
(2)对TA15四层板结构超塑成形过程进行了有限元分析,获得了压力p-时间t曲线。
(3)在T=930℃和应变速率5.25×10-4s-1下,成功进行了TA15四层板结构SPF/DB成形试验,试验件的整体质量良好,无沟槽等缺陷,金相组织观测表明,TA15四层SPF/DB试验件扩散连接质量优良,本文试验研究结果为TA15合金SPF/DB结构在高速飞行器上的应用奠定了基础。
[1]李志强, 郭和平. 超塑成形/扩散连接技术在航空航天工业中的应用[J].锻压技术, 2005,30(1): 79-81.LI Zhiqiang, GUO Heping. Application of superplastic forming and diffusion bonding technology in aerospace industry[J]. Forging and Stamping Technology, 2005,30(1): 79-81.
[2]王哲. 钛合金超塑成形/扩散连接技术在飞机结构上的应用[J]. 钛工业进展, 1999(3): 23-25.WANG Zhe. Application of superplastic forming and diffusion bonding technology of titanium alloy in aircraft structure[J]. Titanium Industry Progress, 1999(3): 23-25.
[3]李志强,郭和平. 超塑成形/扩散焊接技术的应用进展与发展趋势[J].航空制造技术, 2010(8):32-35.LI Zhiqiang, GUO Heping. Application progress and development trend of superplastic forming and diffusion bonding technology[J].Aeronautical Manufacturing Technology, 2010(8):32-35.
[4]BOTOMLEY I E.Superplastic forming and diffusion bonding of aircraft structures[J].Proceedings of the Institution of Mechanical Engineers, Part G:Journal of Aerospace Engineering, 1995,209(3):227-231.
[5]PRICE H J. Superplastic forming and diffusion bonding process:US7134176 B2[P]. 2002.
[6]陈火红.新编Marc有限元实例教程[M].北京:机械工业出版社, 2007.CHEN Huohong. New Marc finite element example tutorial[M].Beijing: Machinery Industry Press, 2007.
[7]林兆荣.金属超塑性成形原理及应用[M].北京:航空工业出版社, 1990.LIN Zhaorong. Principles and applications of metal superplastic forming[M]. Beijing: Aviation Industry Press, 1990.
[8]钱九红. 航空航天用新型钛合金的研究发展及应用[J]. 稀有金属, 2000,24(3):218-223.Qian Jiuhong. Application and development of new titanium alloys for aerospace[J]. Chinese Journal of Rare Metals, 2000,24(3):218-223.
[9]SANDERS D G, RAMULU M. Examination of superplastic forming combined with diffusion bonding for titanium: Perspective from experience[J]. Journal of Materials Engineering and Performance, 2004,13(6): 744-752.
[10]韩文波,张凯锋,王国峰. Ti-6Al-4V 合金多层板结构的超塑成形/扩散连接工艺研究[J].航空材料学报, 2005,25(6):29-32.HAN Wenbo, ZHANG Kaifeng, WANG Guofeng. Study on superplastic forming and diffusion bonding process of Ti-6Al-4V alloy with multi plate structure[J]. Journal of Aeronautical Materials, 2005,25(6):29-32.
[11]JONG H Y , LEE H S ,YEONG M T.Finite element analysis on superplastic blow forming of TI-6Al-4V multi-sheets[J].Materials Science Forum, 2007, 546-549:1361-1366.
猜你喜欢
工程力学(2023年8期)2023-08-16 06:03:12
印制电路信息(2022年11期)2022-11-30 03:40:50
北京航空航天大学学报(2021年9期)2021-11-02 08:24:28
苏州科技大学学报(工程技术版)(2021年1期)2021-04-22 07:59:24
中国自行车(2018年8期)2018-09-26 06:53:32
四川冶金(2017年6期)2017-09-21 00:52:30
当代化工研究(2016年9期)2016-03-20 16:22:18
印制电路信息(2014年9期)2014-04-28 01:57:42
振动工程学报(2014年2期)2014-03-01 01:15:23
振动、测试与诊断(2014年1期)2014-03-01 01:13:57
