螺纹滚压对1240MPa级高强钛合金高锁螺栓性能的影响
2016-05-30 07:52
航空制造技术 2016年19期
(中航工业北京航空制造工程研究所,北京 100024)
钛合金不仅强度高、重量轻、抗腐蚀、耐高温,而且与复合材料电极电位相近。随着先进军民、用飞机钛合金和复合材料用量的不断增加,钛合金被广泛用来制造航空航天紧固件。 Ti-6Al-4V是近50多年来世界航空紧固件行业最普遍使用的钛合金,但其在使用上有两个方面的限制:(1)强度限制,抗拉强度最高1100MPa;(2)尺寸限制,最大使用尺寸约19mm。基于飞机减重、高强度性能的目标,研究并发展1240MPa强度等级的钛合金紧固件以替代合金钢和不锈钢紧固件,是世界范围内航空紧固件领域的研究方向[1]。
航空航天对螺栓类紧固件具有较高的疲劳寿命要求,螺栓螺纹的加工要求在热处理后,采用专用模具进行滚压加工[2]。大量试验数据和工业应用表明,滚压加工金属零件使其表层产生微小塑性变形,能改善金属材料的晶粒组织,产生冷作硬化现象,即产生残余压应力,这对于提高零件性能、质量和使用寿命等具有非常明显的效果[3-9]。航空航天螺纹紧固件的螺纹滚压就是利用这一原理来成形螺纹,由于此方法属于一种无屑加工工艺,不切断金属的纤维,使金属流线保持完整。相比切削加工,滚压螺纹表面质量好,加工效率高,加工的紧固件具有较高的机械强度。实践证明,经过滚压强化后的Ti-6Al-4V高锁螺栓螺纹性能明显提高,抗疲劳效果显著。
Ti-5553高强钛合金相比Ti-6Al-4V合金,强度更高、淬透性好,但是缺口敏感性更高,易于在应力集中部位发生断裂。采用此材料制造1240MPa级高强钛合金高锁螺栓,需要针对螺纹滚压强化工艺进行研究,研究滚压参数对高强钛合金高锁螺栓性能的影响,对于高强钛合金高锁螺栓的研制具有重要意义。
本文针对Ti-5553高强钛合金材料的高锁螺栓进行试验研究,确定滚压方式对研制高锁螺栓的抗拉性能和疲劳性能的影响。研究结果可以为其他牌号的高强钛合金螺栓研制提供理论指导,并对1240MPa级钛合金高锁螺栓的批量生产具有重要的参考价值。

表1 Ti-5553合金的化学成分(质量分数) %
试验材料及方法
试验使用材料选为φ6的Ti-5553棒料,其成分见表1。将材料经热镦、热处理、磨削、机加工工序完成的螺栓半成品分别进行冷滚压螺纹和温滚压螺纹,然后进行组织流线检测,并经后序打孔、冲方、滚R后,进行抗拉强度检测,确定滚压方式与螺栓性能的对应关系。
航空紧固件MJ螺纹的滚压在专用滚丝机上进行,模具为一对滚丝轮,滚丝轮的端面制有螺纹。毛坯置于两滚轮间的支板上,滚丝轮径向进给,同时转动,挤压毛坯,形成螺纹。此方法在航空航天螺纹紧固件的批量生产上获得广泛应用,其优点是效率高,滚压φ6的螺纹,单件仅需2~3s。其次,可以节省材料,同时,滚制的螺纹机械性能高。本文滚制的螺栓为轻型螺栓,如图1所示,螺纹为短收尾结构(图 1(a)),收尾区和待滚压螺纹区(图1(b))均需进行滚压强化,以满足螺栓的性能要求。
滚制螺纹所用滚丝轮为小倒角短收尾滚丝轮,设备为MC-40 CNC数控滚丝机,进给速度为1mm/s,有效滚压时间约为1s。分别采用冷滚和温滚方式进行滚压螺纹,温滚时采用功率8.5W,温度360℃。滚制的MJ6×1修正螺纹尺寸如表2所示。
对温滚和冷滚压后的螺纹进行显微硬度检测,如图2所示,针对螺纹牙顶部位,从螺栓轴心沿径向至螺纹大径,分别取 0、1mm、2mm、2.3mm(等同牙底)、2.51mm、2.64mm、2.77mm、2.9mm(等同大径),共计 8个点,检测硬度。针对牙底部位,从螺栓轴心沿径向至螺纹小径,分别取0、1mm、2mm、牙底,共计 4个点,检测硬度。针对收尾环槽部位,从螺栓轴心沿径向至环槽底径,分别取0、1mm、2mm、槽底,共计4个点,检测硬度。
金相样品经车铣、制样、打磨和抛光,在钛合金腐蚀溶液中进行浸蚀,采用金相显微镜(Optical Microscopy, OM)进行观察和分析。抗拉试验依据GJB 715.23-2008《紧固件试验方法 拉伸强度》[10],在CMT5504电子万能材料试验机上进行。检测判断依据为Q/9S288-2013《1240MPa级抗拉型平头钛合金高锁螺栓》[11]和Q/9S289-2015《1240MPa级轻型钛合金高锁螺栓通用规范》[12]。
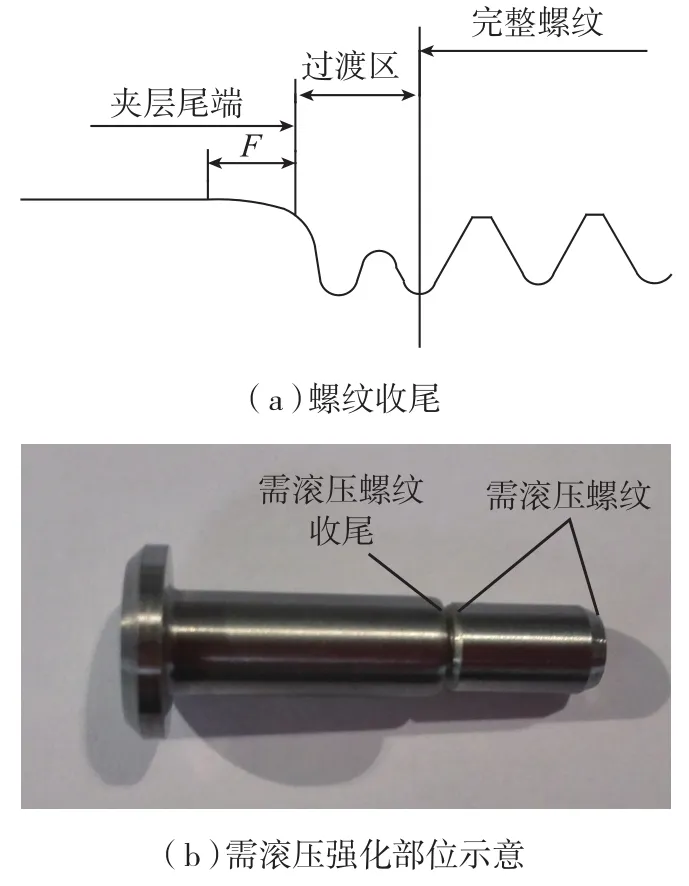
图1 轻型钛合金高锁螺栓Fig.1 Heigh-light titanium hi-bolt
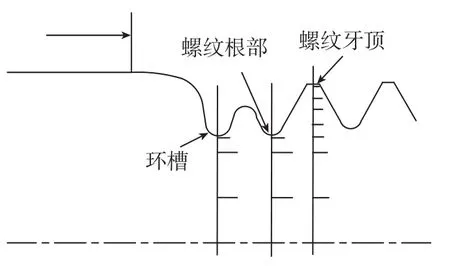
图2 显微硬度检测部位Fig.2 Position for microhardness test

图3 钛合金高锁螺栓通用规范规定的螺纹缺陷要求Fig.3 Defects for full form threads in specification
结果与讨论
1 滚压方式对螺纹成型及组织影响
Q/9S289-2015《1240MPa级 轻型钛合金高锁螺栓通用规范》中规定头下圆角和螺纹承载面及中径以下应无不连续性缺陷,如图3(a)所示,螺纹非承载面的中径以上部位的折叠、表面缺陷对于φ6规格应<0.12mm,如图 3(b)所示。
在金相显微镜下观察,可以看到冷滚压螺纹牙顶出现折叠超差的情况比较普遍,如图4所示,牙顶折叠约153μm深,超过了Q/9S289-2015《1240MPa级轻型钛合金高锁螺栓通用规范》中规定的φ6规格折叠深度允许最大值0.12mm的要求,而温滚压方式制成的螺纹则满足标准要求。这是因为1240MPa级钛合金强度高,常温下塑性差。螺纹在滚压成形过程中,材料的塑性变形抗力加大,硬度和强度得到提高,而塑性和韧性下降,即产生“加工硬化”现象,极易使螺纹牙顶形成裂纹和折叠等缺陷。加热到一定温度后, 材料塑性得到改善,起到软化材料的效果,减小了加工硬化,增加金属的流动性,因而螺纹滚压过程中,可以减小牙顶部位折叠深度甚至不会产生折叠缺陷。

表2 MJ6×1修正螺纹尺寸 mm

图4 冷滚螺纹金相照片Fig.4 Microstructure of cold-rolled thread
Ti-5553高强钛合金高锁螺栓温滚压螺纹的金相检测结果如图5所示,可以看到,其材料组织由圆粒状的初生α相和β相转变基体组成,β相基体中存在大量次生α相。滚压螺纹使材料的组织晶粒发生形变,各晶粒均沿变形方向变形和扭曲,被拉成条形而成纤维状,因此从图5(b)可以看到晶粒流线。从图5(c)和(d)可以看出,螺纹槽牙型底部金属表面层的变形最为剧烈,纤维组织被压扁,难以分辨出晶粒。正是这部分变形层的存在,使晶格产生畸变,位错运动受阻。相邻晶粒位向不同,为保持连续性而相互约束,使得材料的塑性变形抗力显著加大,致使材料的硬度和强度显著升高,塑性和韧性下降,产生“加工硬化”现象。随着距表层深度的增加,晶粒变形程度逐渐减小,越接近芯部,如图5(e)所示,越呈现原始组织的形态。
2 滚压方式对抗拉强度的影响
Ti-5553高强钛合金抗拉强度失效样如图6所示,可以看出,失效部位是螺纹部位,说明抗拉型钛合金高锁螺栓的抗拉薄弱部位是螺纹。因此,螺纹的加工质量对此螺栓的性能将产生直接影响。
图7显示了Ti-5553高强钛合金高锁螺栓经温滚压和冷滚压后的抗拉强度检测结果,温滚压下的抗拉强度小于冷滚压的抗拉强度,平均差值约0.5kN。说明冷滚压时的加工硬化较温滚压严重,材料的强度得到提高;温滚压下塑性有所改善,加工硬化现象有所缓解。冷滚和温滚螺纹后的抗拉强度均大于29kN,标准要求为24.2kN,均有20%的富裕量,0.5kN的差值不会影响高锁螺栓的性能。对于大规格的高强钛合金高锁螺栓,冷挤压还会使滚丝轮崩齿,造成滚丝轮寿命减小。因此,可以得出结论,适用于1240MPa级高强钛合金高锁螺栓的螺纹滚压方式为温滚螺纹。
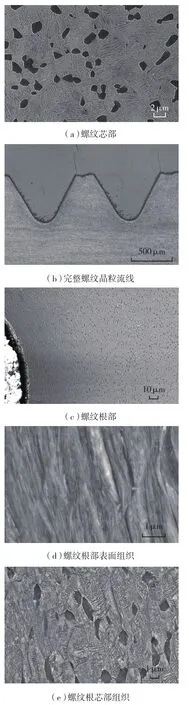
图5 温滚螺纹金相照片Fig.5 Microstructure of warm-rolled thread
3 滚压方式对螺纹显微硬度的影响
图8显示了温滚压和冷滚压Ti-5553高强钛合金高锁螺栓后的螺纹各部位显微硬度检测结果,可以看出冷滚压后的螺纹各部位的显微硬度基本都稍高于温滚压后的螺纹各部位的显微硬度。而且无论是螺纹牙顶、牙底还是收尾环槽,温滚螺纹和冷滚螺纹后各位置的显微硬度曲线规律是一致的。
如图8(a)所示,从牙顶沿径向往轴心距离牙顶0.39mm的范围内,显微硬度逐渐降低;再往轴心至0.6~0.9mm的范围内,显微硬度急剧升高;再往轴心至芯部,显微硬度稍有降低。综观螺纹牙顶至轴心的显微硬度,在与牙底等同的位置高度,上下0.2~0.3mm的范围内最高。牙顶显微硬度偏低,由牙顶向轴心方向约0.3mm的位置,显微硬度最低,这是由于螺纹毛坯受滚丝轮的挤压,滚轮牙顶直接与毛坯材料接触的部分形成螺栓螺纹牙底,促使多余的金属不断向上流动而逐步形成牙顶。中径以上部位的金属流动不显著,因而此部位显微硬度偏低。总体来说,螺纹滚压使螺纹牙顶部位的部分金属材料得到硬化。
如图8(b)和(c)所示,从牙底和环槽底沿径向至轴心,显微硬度检测结果显示两部位的规律基本一致,无论从牙底还是环槽底表面层往下0.38mm处的显微硬度最高,芯部的显微硬度偏低。滚轮滚压螺纹牙底和环槽的结果使螺纹牙底和环槽底表面层一定范围内的材料得到强化。收尾环槽处由于使用环槽滚轮单独滚压,硬化层的深度比螺纹牙底的要深。

图6 Ti-5553抗拉型钛合金高锁螺栓抗拉失效照片Fig.6 Ti-5553 fastener fracture samples for tensile test
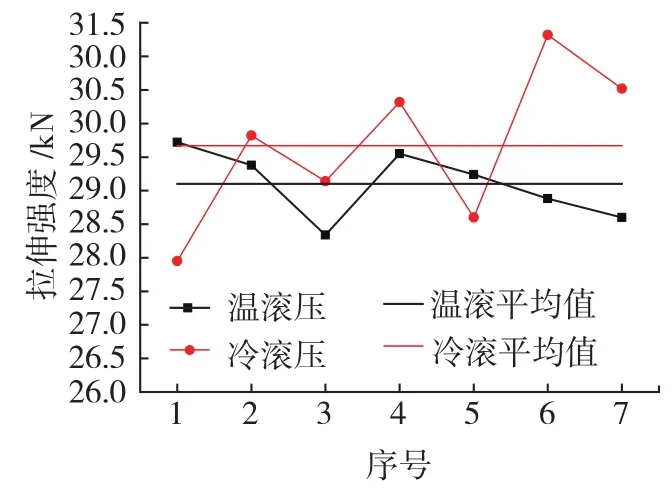
图7 Ti-5553高锁螺栓的抗拉强度对比Fig.7 Comparison of tensile strength for Ti-5553 fasteners
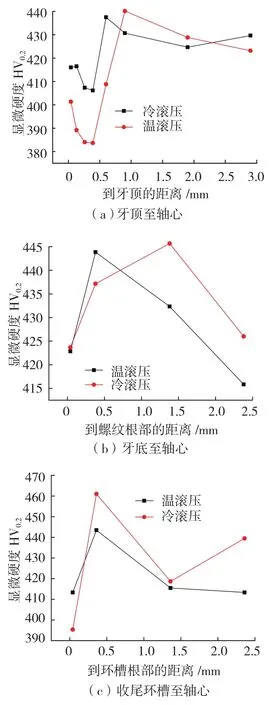
图8 Ti-5553 高锁螺栓螺纹各部位显微硬度Fig.8 Microhardness of different positions for Ti-5553 fastener
结 论
(1)通过螺纹滚压试验可以得出结论:冷滚压1240MPa级Ti-5553材料高锁螺栓螺纹时,牙顶易产生缺陷,而温滚压可以使材料塑性得到改善,减小牙顶部位折叠深度,使螺纹满足标准和技术规范的要求。
(2)温滚压螺纹后的1240MPa级高锁螺栓抗拉强度比冷滚压的低约0.5kN,但大于29kN,与标准规定的24.2kN相比较,仍有20%的富裕量。温滚压和冷滚压均可以使高强钛合金高锁螺栓抗拉强度满足标准和技术规范的要求。
(3)冷滚压后的螺纹显微硬度高于温滚压的螺纹显微硬度,二者均可使材料得到硬化。
综上所述,适用于1240MPa级高强钛合金高锁螺栓的螺纹滚压方式为温滚螺纹。
[1]FANNING J, ZENG L, NYAKANA S. Properties and microstructure of Ti-555 for fasteners[C]// Ti-2007 Science and Technology,2007: 1263-1266.
[2]孙小炎,杨林. 航天紧固件实用手册[M]. 北京:国防工业出版社, 2006.SUN Xiaoyan, YANG Lin. Practical handbook for aerospace fasteners[M]. Beijing:National Defence Industry Press, 2006.
[3]李风雷, 夏伟, 周照耀. 滚压加工中工件表层微塑性变形深度的解析分析和有限元验证[J]. 机械设计与制造, 2008(9):62-64.LI Fenglei, XIA Wei, ZHOU Zhaoyao.Analytic study and FEA validation of microplastic deformation depth on component surface in burnishing process[J]. Machinary Design and Manufacture, 2008(9):62-64.
[4]杨擢.热处理后滚压螺纹对30CrMnSiA, 30CrMnSiNi2A 钢螺栓缺口敏感性的影响[J]. 航空制造技术, 2001(5):69-71.YANG Zhuo. Effect of thread-rolling after heat- treatment on notch sensitivity of 30CrMnSiA and 30CrMnSiNi2A steel bolts[J]. Aeronautical Manufacturing Technology, 2001(5): 69-71.
[5]许正功, 陈宗贴, 黄龙发. 表面形变强化技术的研究现状[J]. 装备制造技术,2007(4): 69-71.XU Zhenggong, CHEN Zongtie, HUANG Longfa. Research on the outline of strengthening technology of surface deformation[J]. Equipment Manufacturing Technology, 2007(4): 69-71.
[6]王生武, 温爱玲, 邴世君, 等. 滚压强化的残余应力的数值仿真及工艺分析[J].计算力学学报, 2008, 25(12): 113-117.WANG Shengwu, WEN Ailing, BING Shijun, et al. FE simulation of residual stresses by surface rolling and analysis of rolling process[J].Journal of Computational Mechanics, 2008,25(12): 113-117.
[7]崔长华. 螺纹的滚压加工[M]. 北京:机械工业出版社, 1978.CUI Changhua. Thread rolling process[M].Beijing: China Machine Press, 1978.
[8]赵振业, 宋德玉, 李向斌, 等. 一种超高强度钢构件抗疲劳实验研究[J]. 中国工程科学, 2005, 7(10): 51-55.ZHAO Zhenye, SONG Deyu, LI Xiangbin,et al. Study on an anti-fatigue conception of the ultra-high strength steel part[J]. Chinese Engineering Science, 2005, 7(10): 51-55.
[9]周航, 周旭东, 周宛. 金属零件表面滚压强化技术的现状与展望[J]. 工具技术,2009, 43(12): 18-22.ZHOU Hang,ZHOU Xudong,ZHOU Wan. Status and development trend in surface strengthening technology for metal parts by surface rolling[J]. Tool Engineering, 2009, 43(12):18-22.
[10]张辉, 隋明丽, 张广来,等. GJB 715.23-2008紧固件试验方法 拉伸强度[S].中国航空工业第一集团公司, 2008.ZHANG Hui, SUI Mingli, ZHANG Guanglai, et al. GJB715.23-2008 fastener test methods tensile strength[S]. Beijing: AVIC ⅠIndustry Corporation of China, 2008.
[11]赵庆云, 刘风雷, 任翀. Q/9S288-2013 1240MPa级抗拉型平头钛合金高锁螺栓[S]. 北京航空制造工程研究所, 2013.ZHAO Qingyun, LIU Fenglei, REN Chong.Q/9S288-2013 1240MPa, tension, titanium hibolt with protruding head[S]. Beijing: Beijing Aeronautical Manufacturing Technology Research Institute, 2013.
[12]赵庆云, 刘风雷, 任翀. Q/9S289-2015 1240MPa级轻型钛合金高锁螺栓通用规范[S]. 北京航空制造工程研究所, 2015.ZHAO Qingyun, LIU Fenglei, REN Chong.Q/9S289-2015 specification for 1240MPa ,tension, titanium hi-bolt with protruding head[S].Beijing: Beijing Aeronautical Manufacturing Technology Research Institute, 2015.
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
上海建材(2020年3期)2020-09-25
金属加工(热加工)(2020年12期)2020-02-06
装备制造技术(2019年12期)2019-12-25
中国自行车(2018年8期)2018-09-26
童话世界(2018年8期)2018-05-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
新疆钢铁(2016年3期)2016-02-28
焊接(2016年7期)2016-02-27