
快变换交流方波埋弧焊电源研制
2016-05-30 01:03
航空制造技术 2016年17期
(北京航空航天大学机械工程及自动化学院,北京 100191)
埋弧焊是一种效率高、工作条件好的焊接方式,在重型机械、船舶工程、大型结构体等的焊接制造中起着重要的作用。相对直流(DC)埋弧焊来说,交流(AC)方波埋弧焊能够调节更多的焊接参数,焊接工艺适用性广,并且磁偏吹小,因此能够适应更广泛的焊接需求[1-2]。
目前比较成熟的大功率交流埋弧焊电源主要有晶闸管式方波埋弧焊电源、绝缘栅双极型功率管(IGBT)型逆变埋弧焊电源等。晶闸管式埋弧焊机功率损耗大,且多采用工频变压器,其体积和重量都很大,因此其应用受到一定的限制[3-6]。相对而言,采用IGBT的交流方波埋弧焊电源能够采用高频变压器进行变压输出,其体积小,效率高,应用广泛。在文献[7]中,逆变交流方波埋弧焊电源存在着较长过零时间(超过10μs),过零速度较慢(约0.25A/μs)等问题,影响电弧的稳定,甚至会有熄弧的可能。文献[3]中设计了一种带耦合电感的二次半桥电路,其换向速度较快,但在二次逆变电路中引入了功率开关K来控制续流回路中电容的充、放电,增加了电路的复杂性和控制的难度。在提高弧焊电源变极性的转换速度上,需要主电路拓扑和控制方法的结合才能达到好的效果。
本研究旨在采用传统的双逆变电路交流方波埋弧焊主电路拓扑的基础上,对主电路拓扑进行改进并配合相应的控制策略,研制了一种大功率快变换的交流方波埋弧焊电源,在换向过程中实现了电流过零无死区时间,过零速度最高可达90A/μs,解决了交流方波电源换向速度不够快等问题。
1 主电路拓扑设计
1.1 主电路拓扑结构
主电路采用以IGBT为开关器件的全桥型一次逆变电路和半桥型二次逆变电路,其结构如图1所示。三相380V电网电压经过输入整流、滤波后转换为较为稳定的直流电,再输入一次全桥结构的逆变电路。一次全桥逆变电路的IGBT的开关频率为20kHz,直流电经过其开关控制后得到了交流方波电压(频率为20kHz),输入到高频变压器的原边,经过变压器的降压将约500V的电压值降低到约70V。变压器的副边电压经过二极管整流输入到二次半桥逆变电路,通过较低的开关频率将输出的电压转换为10~100Hz频率的交流方波电压。
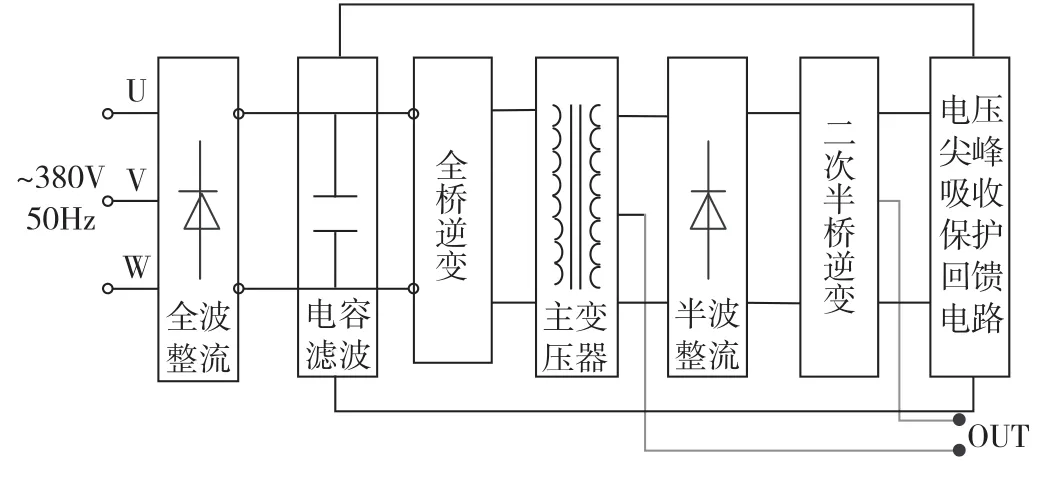
图1 埋弧焊电源主电路拓扑Fig.1 Main circuit topology of SAW power source
此外为满足最大1000A的电流输出,文献[5]中采用了双全桥并联拓扑和均流控制技术,实现了高达1000A以上的电流输出,相当于将两台逆变焊机并联起来,导致电路结构复杂,此外还要考虑电流均衡问题。为使电路简单且满足大功率的输出要求,本研究中将二次逆变电路采用三路半桥直接并联的方式。
1.2 二次逆变电路结构
为了保证输出的变极性方波能够快速变换,二次逆变电路采用串接耦合电感的半桥式逆变电路,并带有小功率电压尖峰吸收保护逆变回馈电路。如图2所示为二次逆变电路结构。
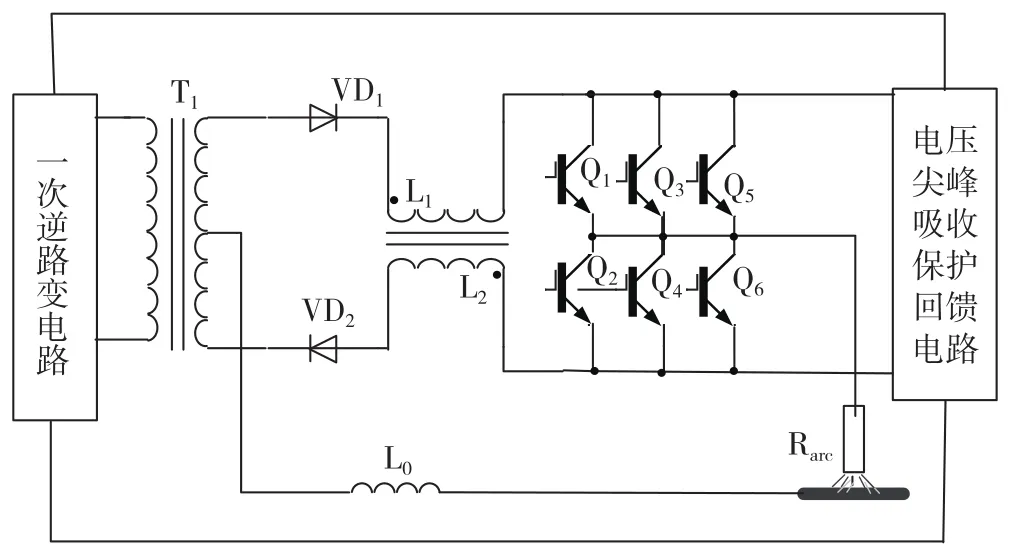
图2 埋弧焊电源二次逆变电路结构Fig.2 Secondary inverter circuit of SAW power source
一次逆变后,高频电压经过高频变压器T1降压到副边,T1副边的高频电压(20kHz)经过VD1和VD2的半波整流后输入到串接耦合电感的半桥电路中,通过半桥电路中Q1、Q2的开关控制输出方波交流电。其中L1、L2是耦合电感,能够对输出电流起到滤波以及辅助加快极性转换速度的作用,并且维持电流的连续。
2 控制系统设计
2.1 一次逆变电路——双闭环控制
一次逆变电路主要是对电源系统的外特性进行控制,通过脉宽调制(PWM)控制调节IGBT的开断从而得到可靠的满足焊接需求的电源输出特性。本研究中主要采用了电压电流双闭环控制,对输出进行恒压恒流的控制策略,其控制原理框图如图3所示。
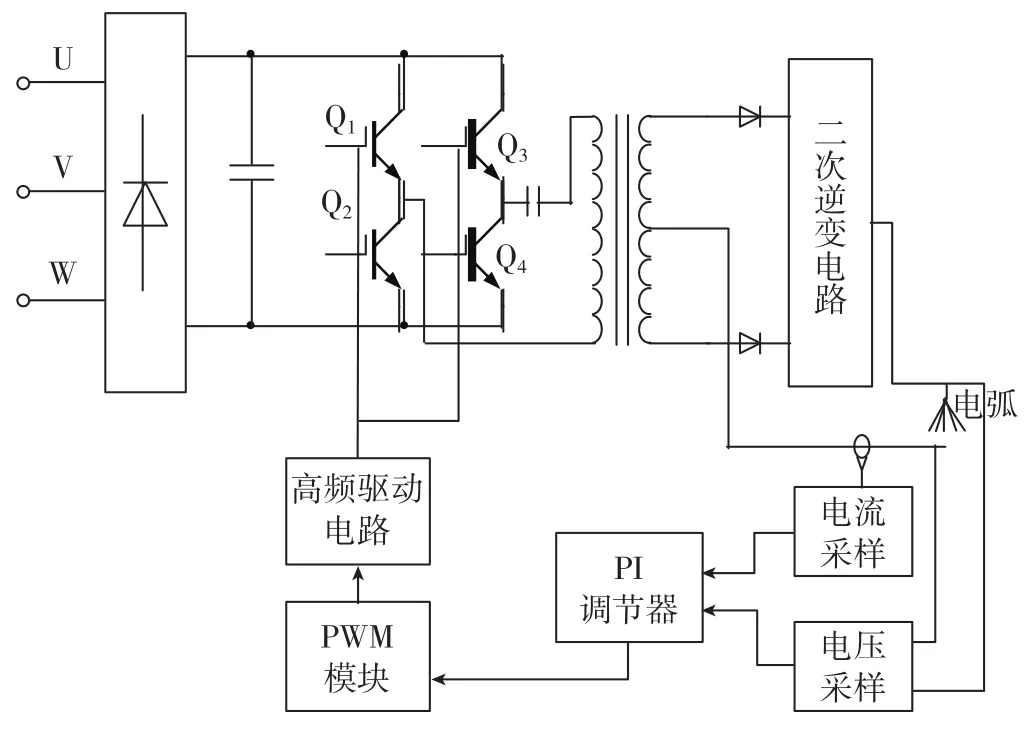
图3 双闭环控制原理Fig.3 Double closed loop control principle
霍尔电压传感器、霍尔电流传感器分别采集电弧电压参数和焊接电流参数,然后与给定的电压电流进行比较后产生电压误差信号和电流误差信号。两个误差信号进入PI控制调节后,进入PWM模块产生相应占空比的PWM驱动信号,最后通过驱动电路产生相位相差180°的两路驱动信号,分别驱动Q1、Q4以及Q2、Q3两组IGBT,从而产生高频交流方波信号,通过电压电流双闭环控制输出电压、电流。
2.2 二次逆变电路——“临界共同导通”策略
二次逆变电路决定了输出方波交流电的换向过程,其结构、参数以及控制策略对电源的输出性能有很大的影响。目前,二次逆变电源的换向控制策略主要有两类,一类是在正反两开关管交互导通阶段之间设置延迟时间,以防止直通现象,称为“共同截止”控制策略;另一类是让两组开关管存在几个微秒的共同导通时间,称为“共同导通”控制策略。认为“共同导通”策略能够加快电流的换向速度,同时也更能保持电弧的稳定[7-10]。但是共同导通时间不宜过长,过长则将导致输出电流为零,且电流过零时间随着共同导通时间的增加而增加。通过分析主电路切换过程,若“共同截止”、“共同导通”时间过长都将使输出电流出现过零死区,只有使上下桥臂切换介乎“共同截止”与“共同导通”之间,输出电流过零才无死区时间,这种控制策略本文称为 “临界共同导通”控制策略。实际试验表明,由于L0的存在,“临界共同导通”控制策略选取使上下桥臂切换时其驱动波形存在(1~2μs)的共同导通时间,效果最佳。
采用“临界共同导通”策略时,正向焊接电流向负向焊接电流转变过程中,将Rarc等效看作电弧的等效电阻,L0为输出回路电缆等效电感,二次逆变电路的工作过程如下。
(1)Q1导通,Q2截止:如图4所示,此时T1高频电流经过VD1的半波整流后,流向L1,L1对高频半波电流进行滤波,流向 Q1、Rarc、L0,最终回到 T1的中心抽头。电流流向为L1—Q1—Rarc—L0—T1中心抽头。此时输出电流是“正半波”。

图4 Q1导通Q2截止时的电流情况Fig.4 Current condition when Q1 on and Q2 off
(2)Q1导通,Q2导通:在电流换向前,Q1、Q2共同导通的时间,二次逆变电路进入“直通”状态。此时电流经过开关管Q1之后分别流向电弧和通过开关管Q2流向电感L2,由于分流的作用,电弧电流会迅速下降并且为电感L2储能。此时的电流方向如图5所示,L1—Q1—Rarc—L0—T1的中心抽头以及L1—Q1—Q2—L2—VD2—T1。利用共同导通阶段使电弧电流快速衰减,为电弧电流换向做好准备。
(3)Q1截止,Q2导通:此状态下,流过开关管Q1的电流迅速减小到零,电感L1因电流的瞬间切断而产生感应电动势,由于互感作用电感L2产生与L1大小相等、方向相反的电动势,与一次逆变电路输出电压叠加形成反向电压,提高了反向电流的建立速度,因此能够迅速建立起电弧反向电流,形成电流输出“负半波”。换向过程完成,此时输出电流是“负半波”。电流方向如图6所示,T1的中心抽头—L0—Rarc—Q2—L2—VD2。
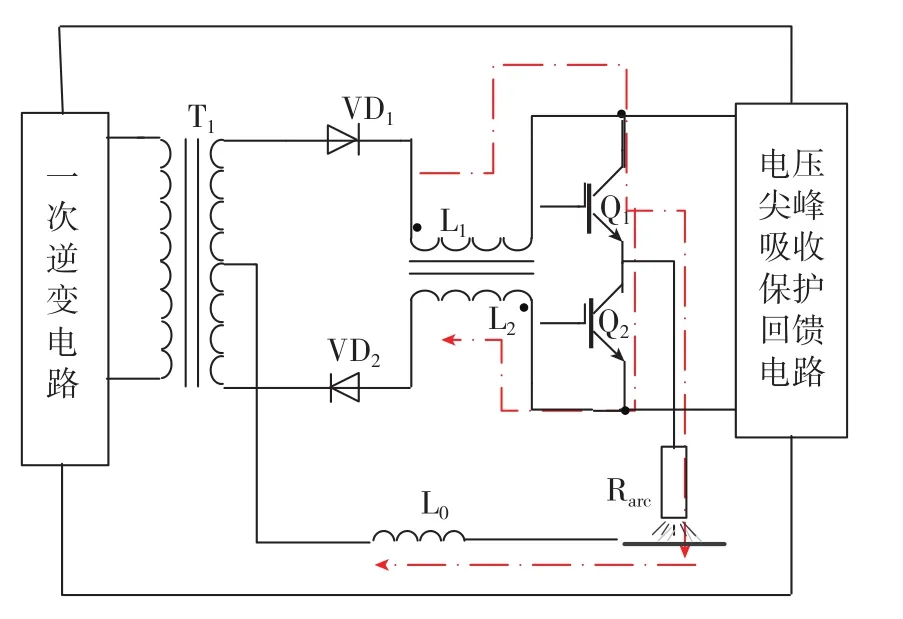
图5 Q1、 Q2都导通时的电流情况Fig.5 Current condition when both Q1 and Q2 on
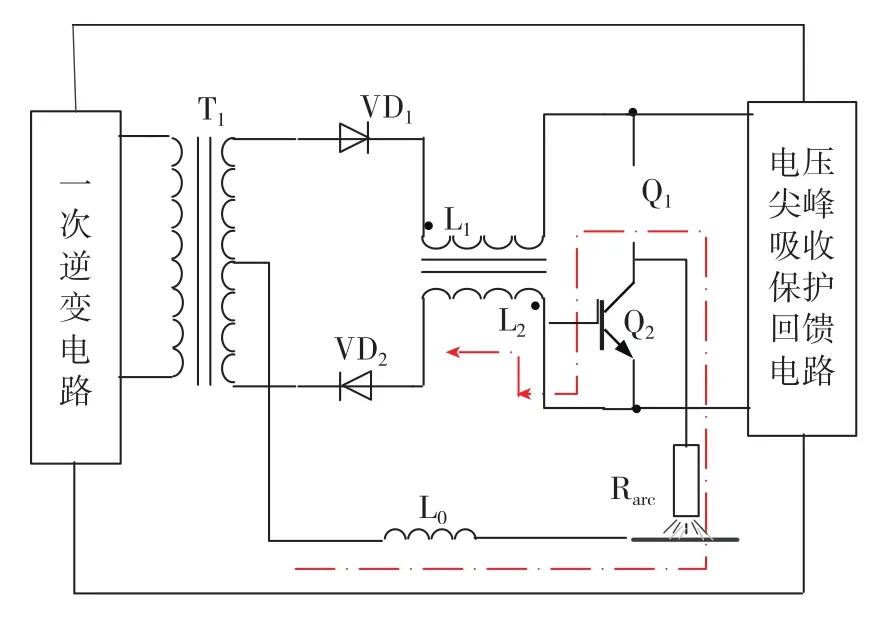
图6 Q1截止Q2导通时的电流情况Fig.6 Current condition when Q1 off and Q2 on
通过以上过程的分析,在“临界共同导通”控制策略下,所采用的续流电感使得二次逆变换向过程中的电流减小速度加快,电流过零无死区,并且能迅速建立起反向电流,保证电流极性的快速变换以维持电弧的稳定。
3 电源输出特性的测试
对埋弧焊电源进行了输出性能的测试,测量并绘制了电源的输出外特性,给出了二次逆变电路的PWM驱动波形,采集了电源变极性工作过程中正负600A的电流波形及其上升沿和下降沿波形。
电源输出电流分别给定为600A、450A和300A,通过改变输出负载的阻抗值,测量并记录负载两端的电压值和电流值,绘制电源的输出外特性曲线,如图7所示。可以看到,电源的空载电压为80V左右,电弧容易引燃。同时,电源的恒流特性良好。
由于变极性特性主要由二次逆变半桥电路决定,对其IGBT的控制采取“临界共同导通”策略,设置导通时间约2μs,其进入高频驱动电路的PWM信号和IGBT的驱动信号分别如图8、图9所示,PWM信号约2μs的共同导通时间,进入驱动电路后,由于驱动电路的延时和上升速度有限,形成了极短的共同导通时间。
此外,根据实际的焊接情况以及控制需求,设置脉冲方波电流的频率为50Hz,占空比为50%时测得实际变极性工作过程中正负600A输出电流波形如图10所示,可以看到输出电流的波形换向快速。图11所示为电流换向过程的波形图,电流从负600A上升到约正300A及从正600A下降至负300A仅用时10μs左右,即电流变化率高达90A/μs,且电流过零无死区时间,极大地提高了电源的电流变换速度。
从试验结果来看,所研制的交流方波埋弧焊电源输出电流的外特性控制稳定,变极性换向过程迅速,电流过零无死区时间,电弧稳定。
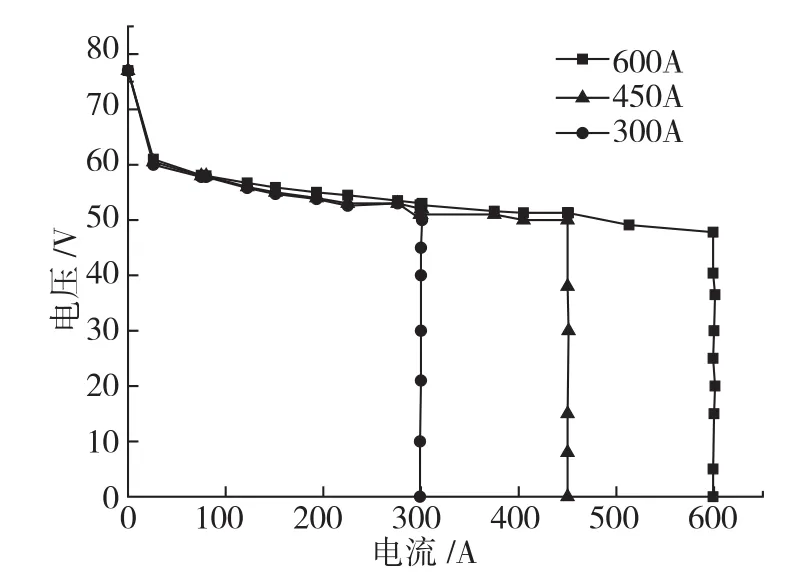
图7 电源的输出外特性曲线Fig.7 External characteristic of power source

图8 二次逆变电路PWM信号Fig.8 PWM signal of secondary inverter circuit
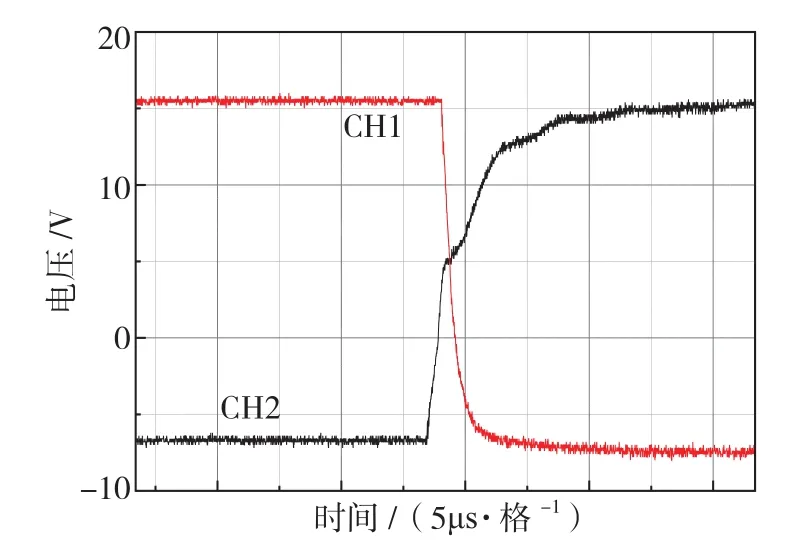
图9 IGBT驱动信号波形Fig.9 Drive signal waveform of IGBT

图10 输出电流波形Fig.10 Output current waveform
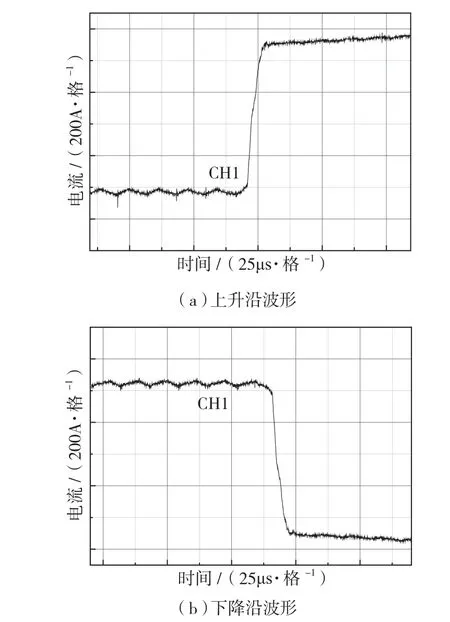
图11 输出电流换向过程中波形Fig.11 Waveforms of output current commutation process
4 结论
(1)研制了一种双逆变电路结构的快变换交流方波埋弧焊电源,该电源由全桥型一次逆变电路和半桥型二次逆变电路组成,二次逆变电路由续流耦合电感、小功率电压尖峰吸收保护逆变回馈电路、IGBT半桥电路构成。
(2)交流方波埋弧焊电源的变极性主要是由二次逆变电路所决定的,采用了“临界共同导通”的控制策略,分析了在这种策略下的变极性切换的过程,表明“临界共同导通”策略的变极性的切换效果好,切换速度快。
(3)快变换交流方波埋弧焊电源的输出特性测试表明,在电流极性转换的过程中,无过零死区时间,变极性速度(电流变化速率)可达90A/μs。
[1]张海均.方波交流埋弧焊电源的设计与分析[J].电焊机,2006, 36(4):36-38.
ZHANG Haijun.Design and analysis of AC square wave SAW[J].Electric Welding Machine, 2006, 36(4):36-38.
[2]李鹤岐,王新,蔡秀鹏,等.国内外埋弧焊的发展状况[J].电焊机,2006, 36(4):1-6.
LI Heqi, WANG Xin, CAI Xiupeng, et al.Develop-ing status of SAW at home and abroad[J].Electric Welding Machine, 2006, 36(4):1-6.
[3]杜春水,张承慧,张光先,等.新颖方波交流TIG电源二次逆变主回路的研究[J].电力电子技术, 2007, 37(2):56-59.
DU Chunshui, ZHANG Chenghui, ZHANG Guangxian, et al.Study on a novel second inverting main circuit of the square-wave AC TIG inverter[J].Power Electronics, 2007, 37(2):56-59.
[4]骆德阳,方培泉,张恒辉,等.快速过零逆变交流方波电源研制 [J].电焊机,1998, 28(6):28-30.
LUO Deyang, FANG Peiquan, ZHANG Henghui, et al.Study on quick response AC square wave inverter power source[J].Electric Welding Machine, 1998, 28(6):28-30.
[5]何宽芳,黄石生,孙德一,等.大功率埋弧焊交流方波逆变电源[J].华南理工大学学报, 2008, 36(8):79-82.
HE Kuanfang, HUANG Shisheng, SUN Deyi, et al.Development of AC square wave inverter for hign power SAW[J].Journal of South China University of Technology, 2008, 36(8):79-82.
[6]齐铂金 ,从保强.新型超快变换复合脉冲变极性弧焊电源拓扑 [J].焊接学报,2008, 29(11):57-60.
QI Bojin, CONG Baoqiang.A novel ultrafast con-vert complex pulse variable polarity are welding power topology[J].Transation of the China Welding Institution, 2008, 29(11):57-60.
[7]李忠友, 刘秀忠,陈茂爱,等.变极性方波电源的换向与控制 [J].焊接学报,2002, 23(2):68-71.
LI Zhongyou,LIU Xiuzhong, CHEN Maoai, et al.Study on commutating process and its control of variable polarity square waveform power source[J].Transation of the China Welding Institution, 2002,23(2):68-71.
[8]陈杰,朱志明,王琳化,等.新型变极性焊接电源二次逆变电路及其控制技术[J].焊接学报, 2009, 30(2):29-34.
CHEN Jie, ZHU Zhiming, WANG Linhua, et al.A novel secondary iverting circuit of the variable polarity welding power supply and its control technology[J].Transation of the China Welding Institution, 2009, 30(2):29-34.
[9]伍昀.高频变极性弧焊电源的研究[D].哈尔滨:哈尔滨工业大学,2006.
WU Jun.Study on high frenqency variable po-larity power source[D].Harbin: Harbin Institute of Technology, 2006.
[10]黄继强,陈树君,殷树言,等.新型方波交流GTAW逆变电源的研制 [J].电焊机,2001, 31(10):20-22.
HUANG Jiqiang, CHEN Shujun, YIN Shuyan, et al.Study on a novel square wave AC GTAW inverter[J].Electric Welding Machine, 2001,31(10):20-22.
猜你喜欢
仪表技术与传感器(2022年6期)2022-07-27
内蒙古电力技术(2021年5期)2021-11-21
莆田学院学报(2021年5期)2021-11-13
甘肃科技(2020年20期)2020-04-13
建材发展导向(2019年11期)2019-08-24
中华建设(2019年3期)2019-07-24
浙江工商职业技术学院学报(2019年2期)2019-07-09
焊接(2016年7期)2016-02-27
焊接(2016年1期)2016-02-27
光学仪器(2015年2期)2015-05-20
