
某炼油厂大庆混合油替代原油的加工性能研究
2016-04-12 07:44:23曾宿主解增忠田松柏
石油炼制与化工 2016年4期
曾宿主,解增忠,田松柏,龙 军
(中国石化石油化工科学研究院,北京100083)
某炼油厂大庆混合油替代原油的加工性能研究
曾宿主,解增忠,田松柏,龙 军
(中国石化石油化工科学研究院,北京100083)
为解决国内某大型燃料-润滑油型炼油厂加工的大庆混合油即将断供的问题,将炼油厂线性规划模型与配方原油技术相结合,提出了针对该炼油厂生产现状寻找大庆混合油替代原油的方法。利用该方法,分别在该厂有、无润滑油基础油两种规划思路下,寻找利用合适的进口原油来替代现有的大庆混合油,并利用数学规划模型针对所选替代原油进行全厂模拟测算,评估其加工性能与经济效益。结果表明,采用替代原油选择方法确定的替代原油,不仅适合该厂加工流程特点和原油输送限制条件,而且原油资源有保障,可以降低原油采购成本,提升全厂经济效益,加工替代原油可为企业多盈利25.99~137.44元?t,具有可实施性。
大庆混合油 替代原油 加工性能 原油配方 线性规划
近年来,我国石油消费需求快速增长,但国内石油产量增幅有限,致使我国原油对外依存度逐年提高,2014年我国石油对外依存度高达62.5%[1],因此目前我国许多炼油厂都面临着用进口原油替代国产原油的问题。但对现有炼油厂而言,由于装置结构已经定型,加工原油性质的变化必然会对炼油厂的生产和效益带来波动或变化,因此在确定替代原油时,必须充分了解替代原油的加工性能,以确保替代原油能够适应炼油厂已有的装置结构,本研究针对国内10Mt?a级某炼油厂,确定其大庆混合油的不同替代方案,研究不同方案下替代原油的加工性能,从而为该厂替代原油的选择提供辅助决策依据。
1 炼油厂现状
该炼油厂目前实际原油加工量约为10Mt?a,主要装置有常减压蒸馏装置、催化重整装置、催化裂化装置、加氢裂化装置、延迟焦化装置、溶剂脱沥青装置、“老三套”基础油生产装置、产品精制装置、烷基化装置等,详见表1。其中1号常减压蒸馏装置加工大庆混合油与进口低硫石蜡基原油,只开常压蒸馏单元,常压渣油直接作催化裂化原料。2号常减压蒸馏装置加工大庆混合油,其减压蜡油除少量作催化裂化原料外主要作润滑油料,减压渣油作为催化裂化原料掺渣。4号常减压蒸馏装置加工进口含硫原油,其轻减压蜡油作为加氢裂化原料,重减压蜡油经加氢后作为催化裂化原料,减压渣油主要作为延迟焦化装置和溶剂脱沥青装置的原料,溶剂脱沥青装置的脱沥青油直接作为催化裂化原料,脱油沥青除少部分作为硬沥青销售外均作为延迟焦化原料。

表1 某炼油厂现有流程主要装置
该炼油厂生产的汽油产品主要是满足国Ⅴ排放标准的车用汽油,并生产部分满足国Ⅳ排放标准的车用汽油(其中93号、97号汽油产量分别为480kt?a和60kt?a);柴油产品主要是满足国Ⅳ排放标准的车用柴油,并生产少量满足国Ⅴ排放标准的车用柴油(约40kt?a)。为优化产品结构,提高效益,该厂实施增产喷气燃料、减产柴油方案。
2 替代大庆原油的选择
该厂以往加工低硫石蜡基原油4.4Mt?a,由于国内原油市场发生变化,自2016年起,大庆混合油将全部由进口原油替代。为了根据实际装置结构选择适合该厂加工的替代原油,本研究将炼油厂线性规划模型与配方原油技术相结合,提出一种行之有效的替代原油选择方法,该方法主要流程如图1所示。该方法首先根据该厂原油输送、装置结构、产品生产、工艺设备设计瓶颈等实际情况确定原油选择考虑因素,利用线性规划软件进行全厂模拟计算,得到替代原油的主要要求;然后,利用配方原油技术根据替代原油要求计算替代原油配方;再次利用线性规划软件用替代原油进行全程模拟计算,得到替代原油的加工性能,包括产品结构、装置匹配情况以及轻油收率、效益等主要技术经济指标等;最后,判断替代原油的加工性能是否满足要求,如果不满足要求,则继续利用配方原油技术寻找新的替代原油,如果满足要求,则替代原油确定,工作结束。
配方原油技术是在原油分子评价与光谱信息数据库基础上,采用布谷鸟搜索算法寻找满足指定目标原油的原油配方的一种技术。其中目标原油根据企业加工流程确定,可以是一种明确的原油,也可以是有详细限制条件的虚拟原油。配方原油选择的原油种类根据企业罐区实施调合的限制条件来确定,可以是两种或者多种原油混合。原油数据库包含超过2 000种原油评价数据与光谱指纹数据,可以涵盖绝大多数正在或者将来准备采购加工的原油种类。采用配方原油技术可以寻找到高精度满足要求的原油配方,但该配方对具体企业其加工性能与经济效益需要通过全流程模拟计算来验证。单元装置模拟的准确性是全流程模拟计算准确的前提条件,对于任一给定的配方原油,各二次加工装置的产品分布与产品性质的预测都需要根据相应的原料性质进行模拟计算;单元装置模拟计算、配方原油技术以及全流程模拟计算三者有机结合才能更好地完成替代原油的选择优化工作。
2.1 替代原油选择的考虑因素
(1)按照有、无润滑油产品两种情况分别考虑。大庆原油是极具代表性的石蜡基原油,具有蜡含量高、硫含量低的特点,是生产润滑油与石蜡的优质原料[2],而且大庆原油是国产原油,具有价格优势,因此该厂目前利用大庆原油生产润滑油基础油的流程能够充分发挥大庆原油的资源优势[3]。但大庆原油停供后,由于进口低硫石蜡基原油一般价格较贵,该厂就是否保留目前的基础油产品存在分歧,为此,在选择大庆替代原油时,按照有、无润滑油两种情况予以分别考虑,两种情况下常减压蒸馏装置负荷按照表2限定。
(2)4号常减压蒸馏装置加工原油结构维持现状。4号常减压蒸馏装置主要加工进口含硫原油,在选择大庆替代原油时,该装置加工原油维持现状不变。
(3)替代原油最多采用3种原油调合。根据目前该厂厂区、码头罐区原油调合能力以及管线输送能力,该厂替代原油选择时最多考虑3种原油调合的情况。
(4)根据主要装置工艺边界条件倒推替代原油性质限定条件。目前该炼油厂大庆混合油生产的减压渣油全部直接用于催化裂化掺渣,因此,替代原油减压渣油收率和性质直接影响催化裂化装置的负荷和进料性质,选择替代原油时重点考虑主要装置设备材质、催化烧焦负荷、润滑油产品质量、汽油产品质量、乙烯料与喷气燃料保供、增产汽油等因素,确定替代原油主要要求,如表3所示。
(5)喷气燃料产量。为优化产品结构,提高炼油效益,该炼油厂目前正在实行增产喷气燃料减产柴油的生产方案,因此要求替代原油的喷气燃料收率高于大庆混合油的喷气燃料收率(6%),而柴油收率不要有显著提高。
(6)基础油牌号及产量。根据该厂目前基础油实际生产情况,替代原油生产润滑油基础油时,减二线基础油的牌号至少满足生产HVIⅠa要求,润滑油总产量不小于180kt?a。

表2 有、无润滑油时常减压蒸馏装置加工负荷及开工方式

表3 有、无润滑油时替代原油的主要要求
2.2 替代原油选择
替代原油选择范围根据2015年度国际原油市场具有一定资源量的可供该厂采购的原油确定,如卡宾达、可可、卡伦、南巴等52种原油。根据上述替代原油选择时所考虑的各种因素以及由此确定的替代原油的主要要求,采用配方原油技术,针对有、无润滑油产品时分别模拟计算2种替代原油配方,各替代原油配方及对应的主要性质如表4和表5所示。

表4 有润滑油时替代原油配方及主要性质

表5 无润滑油时替代原油配方及主要性质
3 替代原油加工性能研究
为考察各替代方案下选择原油的加工性能,利用PIMS软件建立该厂的数学规划模型,并针对不同替代原油分别进行全厂模拟测算。
3.1测算方案设计
根据有、无润滑油2种测算背景下的2种替代原油配方,分别设计测算方案。同时,为便于比较,针对加工大庆混合油时也分别设计2种相应的测算方案,作为对比的基础。故共设计如下6个测算方案:
方案一:产润滑油-大庆混合油。1号、2号常减压蒸馏装置加工大庆混合油,4号常减压蒸馏装置加工进口含硫油,3套常减压蒸馏装置加工量分别为1.40,3.00,5.68Mt?a,2号常减压蒸馏装置减压蜡油主要用于生产润滑油基础油,润滑油基础油产量为180kt?a,该方案是对该炼油厂目前生产现状的模拟,作为产润滑油方案的基础方案。
方案二:产润滑油-替代原油1。在方案一基础上,将1号、2号常减压蒸馏装置加工的大庆混合油用“有润滑油替代原油1”替代,考察该替代原油加工性能与经济效益。
方案三:产润滑油-替代原油2。在方案一基础上,将1号、2号常减压蒸馏装置加工的大庆混合油用“有润滑油替代原油2”替代,考察该替代原油加工性能与经济效益。
方案四:不产润滑油-大庆混合油。在方案一基础上,1号常减压蒸馏装置停工,2号、4号常减压蒸馏装置加工量分别为3.12Mt?a和6.96Mt?a,2号常减压蒸馏装置加工大庆混合油,其减压蜡油不生产基础油,而是全部作为催化裂化原料,4号常减压蒸馏装置加工原油结构同方案一,该方案作为不产润滑油方案的基础方案。
方案五:不产润滑油-替代原油1。在方案四基础上,将2号常减压蒸馏装置加工的大庆混合油用“无润滑油替代原油1”替代,考察该替代原油加工性能与经济效益。
方案六:不产润滑油-替代原油2。在方案四基础上,将2号常减压蒸馏装置加工的大庆混合油用“无润滑油替代原油2”替代,考察该替代原油加工性能与经济效益。
3.2测算结果
利用该厂线性规划模型,针对上述6个方案分别进行模拟计算,各方案下产品产出情况如表6所示。对比方案一~方案三可以看出:生产润滑油基础油时,低硫管输油用进口原油替代大庆混合油后,汽油产量有所下降;喷气燃料、柴油产量有所增加,基础油产量能够满足180kt?a的产量要求,但由于进口原油石蜡含量不如大庆原油高,石蜡产量下降。对比方案四~方案六可以看出:不生产润滑油基础油时,低硫管输油用进口原油替代大庆混合油后,汽油产量略有下降;喷气燃料、柴油产量有所增加;乙烯原料可满足生产要求。
各方案下原油的主要性质及与基准原油平均价格差对比如表7所示,其中原油价格采用60美元?bbl(1bbl≈159L)国际油价工程核算标准价格,大庆原油价格参比米纳斯原油价格。由表7可以看出,采用进口原油替代大庆混油后,低硫管输油的°API降低,酸值和硫含量略有增加,替代原油的价格较大庆混合油低64.93~180.39元?t,原油成本下降明显。各方案下主要技术经济指标对比如表8所示。由表8可以看出,在有、无润滑油基
础油两种情况下,利用所选的进口原油替代大庆管混原油时,轻质油收率有所提高,高附加值产品收率变化不大,而且由于原油成本下降明显,加工替代原油比加工大庆混合油具有一定的增效空间,替代原油可为企业多盈利25.99~137.44元?t,其中无润滑油替代原油方案的经济效益优势更大。

表6 各测算方案下产品结构Mt?a

表7 各测算方案下原油的主要性质及价格差对比
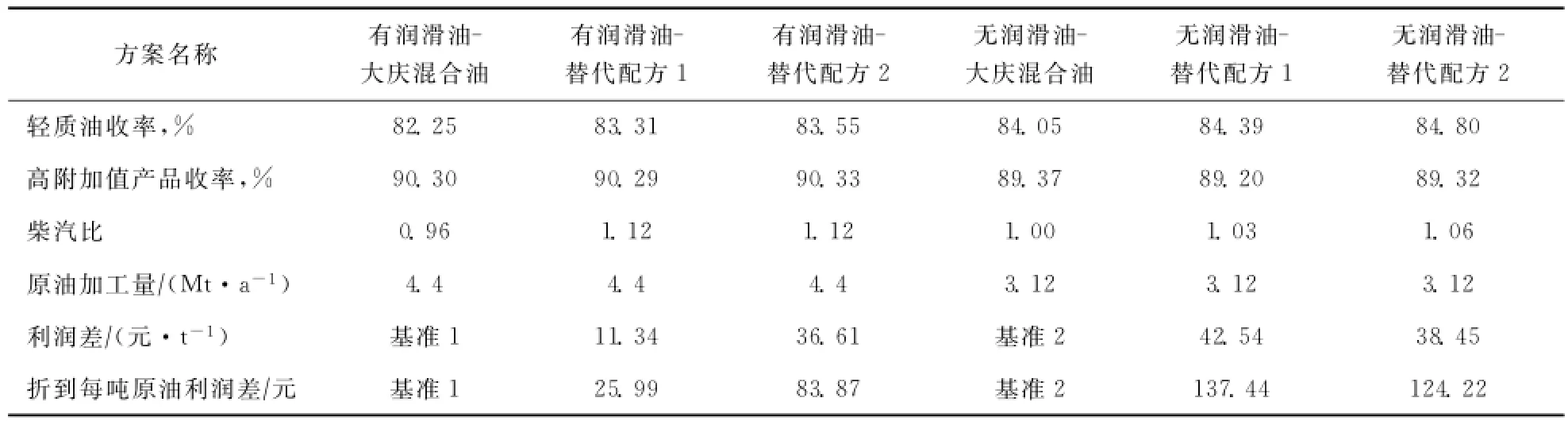
表8 各测算方案下主要性质技术经济指标对比
4 结 论
根据炼油厂实际情况进行全厂模拟计算,确定替代原油主要要求,通过配方原油技术模拟寻找替代原油配方后,同样采用全厂模拟计算的方法对选择的替代原油进行技术验证和经济评估,这是一种完整的行之有效的寻找替代原油的方法。
利用上述方法针对10Mt?a级炼油厂有、无润滑油基础油产品两种测算情景下大庆混合油替代原油进行研究,结果表明,所选择的2种替代原油能取得比大庆混合原油更好的经济效益,替代原油可为企业多盈利25.99~137.44元?t,与采购类大庆的进口原油(如米纳斯、韦杜里等)相比,所选原油价格更有优势,且替代原油资源可获得性更好,还可以根据市场情况优选更多配方原油以进一步提升经济效益。
[1] 田春荣.2014年中国石油和天然气进出口状况分析[J].国际石油经济,2015(3):57-66
[2] 秦鹤年,朱衍东.大庆石蜡基原油的特点及应用[C]??2009大连润滑油技术经济论坛论文集,2009:15-19
[3] 杨宝康,李奎武.燕化公司加工进口原油、蜡油及常压渣油的可行性[J].石化技术,2000,7(2):69-73
PROCESSING PERFORMANCE OF ALTERNATIVE CRUDE OF DAQING MIXED CRUDE
Zeng Suzhu,Xie Zengzhong,Tian Songbai,Long Jun
(SINOPEC Research Institute of Petroleum Processing,Beijing100083)
A method for selecting alternative crude oils to replace original crude feedstock was suggested by combing linear programming and the formula crude oil technology for a large fuel-lube based refinery that is lack of supply of Daqing mixed crudes.Two cases with or without base oil production for the plant were considered.The results of the corresponding simulation calculation and processing performance evaluation show that on the premise of considering two cases,the recipe of import crude oil selected by the method is not only suitable for the refinery processing and the constraints of crude oil transmission,the supply of crude oil is also guaranteed,and the crude cost is reduced.The selected formula crudes can significantly improve the economic benefit for 25.99—137.44Yuan?t.
Daqing mixed crude;substituting crude;processing performance;crude oil formula;linear programming
2015-09-21;修改稿收到日期:2015-12-22。
曾宿主,硕士,高级工程师,主要从事炼油厂流程优化与工艺评估工作,公开发表论文3篇。
龙军,E-mail:longjun.ripp@sinopec.com。
简讯
猜你喜欢
粮食与食品工业(2023年5期)2023-10-20 12:46:40
西部学刊(2023年3期)2023-02-28 03:59:56
山西化工(2022年2期)2023-01-14 05:20:05
南京艺术学院学报(美术与设计)(2021年5期)2021-11-16 00:54:44
光谱学与光谱分析(2020年6期)2020-06-12 08:14:50
畜牧兽医科学(2019年15期)2019-09-10 05:08:21
传媒评论(2019年12期)2019-08-24 07:55:06
山东冶金(2018年6期)2019-01-28 08:14:52
——高大庆作品欣赏
陶瓷科学与艺术(2018年12期)2018-02-19 08:11:26
山东工业技术(2015年1期)2015-03-16 01:27:53
