
健肾片处方及制粒工艺研究
2016-03-22 08:39居文政
赤峰学院学报·自然科学版 2016年4期
吴 磊,陆 超,居文政
(1.南京中医药大学附属医院;2.南京中医药大学;3.南京中医药大学附属医院 临床药理科,江苏 南京 210029)
健肾片处方及制粒工艺研究
吴磊1,2,陆超1,居文政3
(1.南京中医药大学附属医院;2.南京中医药大学;3.南京中医药大学附属医院临床药理科,江苏南京210029)
摘要:目的:研究健肾片的处方和制粒工艺.方法:以颗粒的外观、制粒工艺的难易程度、颗粒的成型率为指标,采用单因素试验的方法考察流化床制粒工艺;以原料粒度、黏合剂浓度、黏合剂用量为指标,以粒度、休止角、颗粒强度、硬度、脆碎度、崩解时限的综合评分为指标,采用正交试验优选健肾片的工艺.结果:流化床制粒的最佳工艺为物料温度50~60℃、喷雾压力0.10~0.12MPa、蠕动泵转速度40~45r·min-1;健肾片最佳处方为干膏粉粒度80目、黏合剂浓度2%、黏合剂用量为干膏粉重量的160%~190%.结论:采用流化床制粒法并对工艺进行定量化控制,可以得到质量合格的制剂.
关键词:健肾片;正交试验;流化床制粒;工艺研究
健肾片为我院自制制剂,是由黄芪、青风藤、茯苓、石韦、泽泻、僵蚕中药组成,含有黄酮类、生物碱类、多糖类、蒽醌类、蛋白质及氨基酸等成分.其为中药全浸膏片[1],具有补气健脾,活血利水的作用,临床用于慢性肾炎,脾肾气虚等证,在我院临床使用多年,疗效显著.健肾片的生产工艺复杂,成型的重现性不稳定,常因裂片而返工.因此笔者对健肾片的处方和制粒工艺进行再研究,以提高健肾片的质量.
1 仪器与试药
WBF-Ⅱ多功能流化床制粒包衣机(重庆英格造粒包衣技术有限公司);YK-160摇摆颗粒机(江苏常州市益民干燥设备厂);槽形混合机(江苏瑰宝集团有限公司);ZPW21B旋转式压片机(上海天和制药机械有限公司);LB-881B崩解仪(江苏无锡科达仪器厂);CJY-2A片剂脆碎硬度测定仪(上海黄海药检仪器有限公司).
健肾片及浸膏(自制),淀粉(药用,安徽山河药用辅料有限公司).羟丙基甲基纤维素(HPMC,安徽山河药用辅料有限公司).
2 方法与结果
2.1制粒工艺
取健肾片干膏粉600g,用2%HPMC水溶液(1200mL)为黏合剂[2]进行喷雾制粒.选择人工进料,将物料放入料筒内,启动程序,使物料在料筒内呈沸腾状态.调节进风温度、风机流量、雾化压力、供液速度,待物料温度至约50℃时,开始喷黏合剂浆液,控制颗粒长大程度,直到获得大小圆整、均匀,适合压片要求的颗粒为止.干燥颗粒,出料.以颗粒外观、制粒难易程度和颗粒成型率(颗粒成型率=制粒所得16~80目颗粒重量/(制粒前干膏粉重量+黏合剂重量)×100%)为评价指标,采用单因素试验考察制粒工艺.
2.2单因素试验考察流化床制粒工艺
2.2.1物料温度按“2.1”项方法试验,将物料温度分别控制在40~50、50~60、60℃以上制粒,观察颗粒外观、制粒难易程度,并计算颗粒成型率,结果见表1.

表1物料温度对颗粒质量的影响
由表1可知,制粒物料温度控制在50~60℃时,颗粒成型率可达90%以上.由于机器的热风加热控制方式为简单的“开”、“关”模式,当温度达到设定值时应停止加热,但加热器仍然有余热使空气温度继续上升,反之亦然,这样就造成温度有一波动范围.根据生产经验,温度波动太大易使颗粒粒径分布宽,从而影响制粒质量.操作时应密切观察物料温度变化及流化状态,尽量使温度波动较小.故物料温度控制在50~60℃最佳.
2.2.2雾化压力按“2.1”项下方法试验,将雾化压力分别调成0.08、0.10、0.12、0.15、0.20MPa,喷雾制粒,观察颗粒外观、制粒难易程度,并计算颗粒成型率,结果见表2.
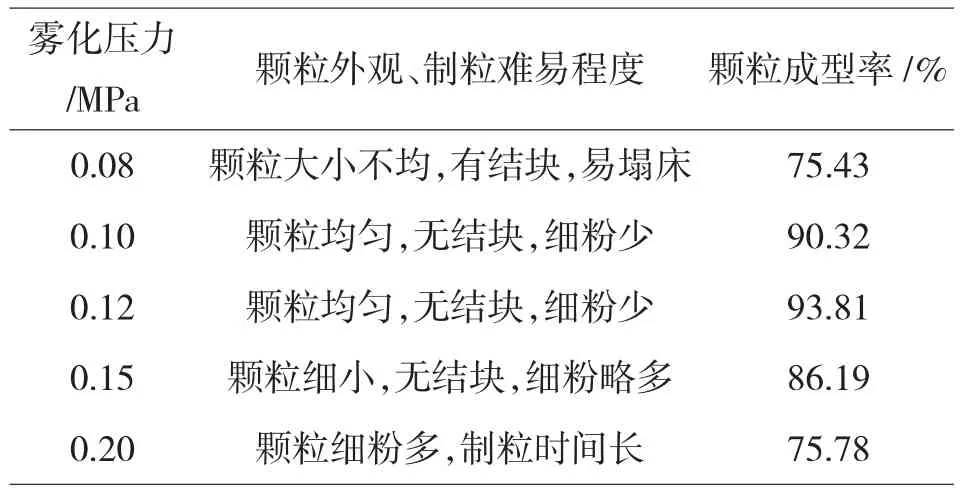
表2雾化压力对颗粒质量的影响
由表2可知,雾化压力在0.1~0.12MPa之间时,制得的颗粒质量较好.
2.2.3蠕动泵转速按“2.1”项下方法试验,将蠕动泵转速分别设定为50、45、40、35、30、25r·min-1,喷雾制粒,观察颗粒外观、制粒难易程度,并计算颗粒成型率,结果见表3.
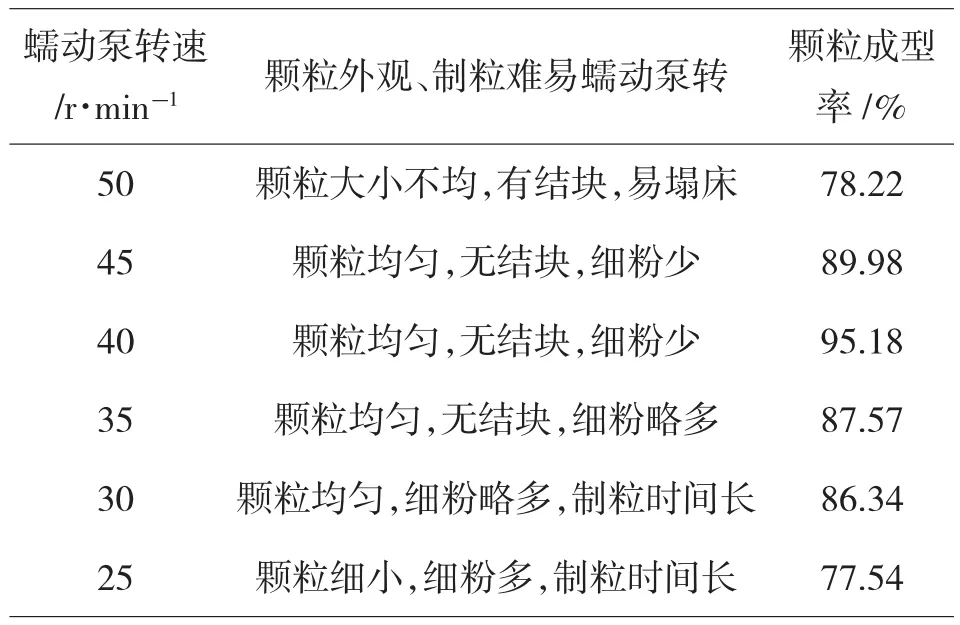
表3蠕动泵转速对颗粒质量的影响
由表3可知,蠕动泵转速在40~45r·min-1之间为宜.
由以上试验可知,健肾片流化床制粒的最佳工艺为物料温度50~60℃、喷雾压力0.10~0.12MPa、蠕动泵转速:40~45r·min-1.
2.3正交试验优选制剂处方
2.3.1正交设计根据经验,选取原料粒度(A)、黏合剂浓度(B)和黏合剂用量(C)为考察因素,选用L9(34)正交表进行试验.因素水平见表4.
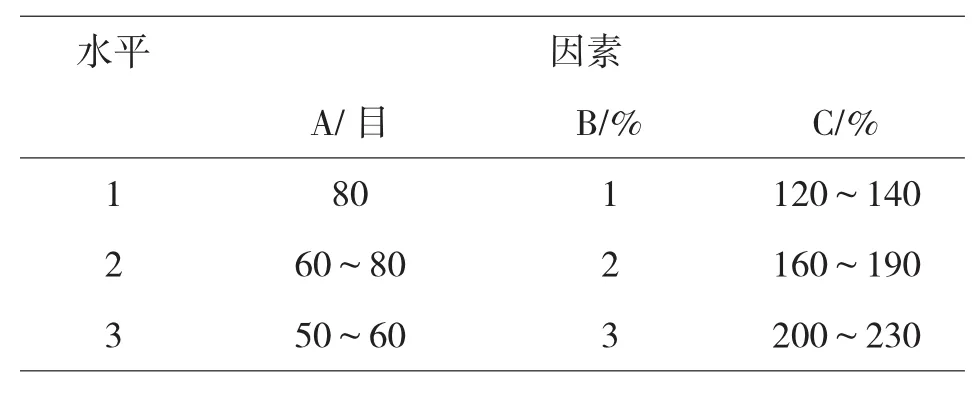
表4因素水平
2.3.2各评价指标的测定(1)颗粒粒度、休止角、片剂硬度、脆碎度、崩解时限、重量差异的测定:参见文献[3,4]方法.(2)颗粒强度的测定:取16~60目的颗粒5.0g,放入片剂脆碎硬度测定仪中,使用脆碎一档,将脆碎试验后的颗粒过60目筛,称定60目筛上残留重量(W),颗粒的强度值=(W/5.0)× 100%.(3)评分方法:将各指标评分相加得多指标综合评分.片重不足或崩解时限不合格者,计为0分;分值高,表示成型性好.数据处理及评分内容见表5.
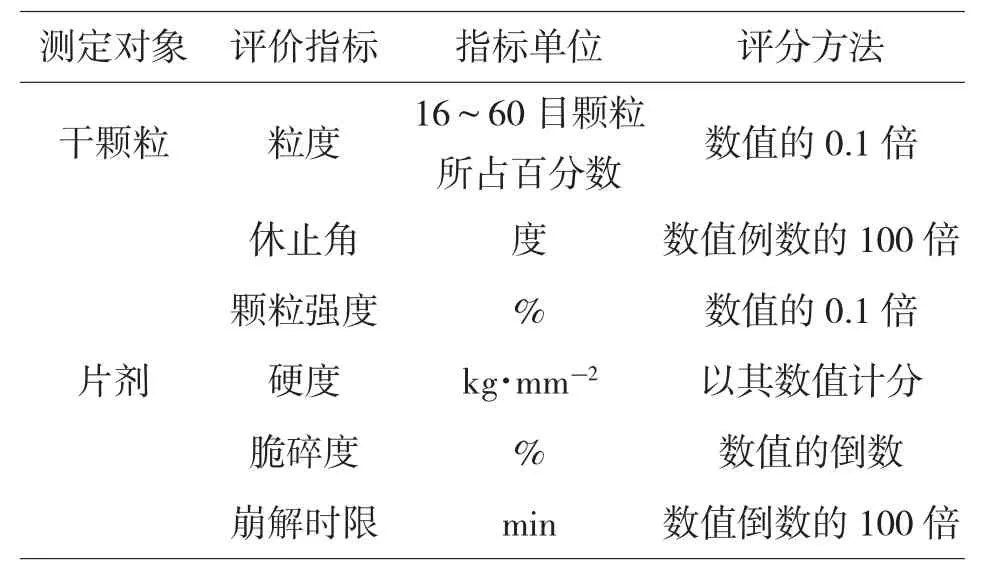
表5数据处理及评分内容
2.3.3正交试验结果按上述评分方法进行综合评分,对评分结果进行方差分析,优选最佳处方.正交试验结果见表6;方差分析结果见表7.
由表6、表7可知,各因素影响健肾片质量的顺序为C>B>A.其中,黏合剂用量和黏合剂浓度有显著性影响(P<0.05),较佳处方为A1B2C2,即干膏粉粒度80目,黏合剂浓度为为2%,黏合剂用量为干膏粉重量的160%~190%.
2.4工艺验证试验
根据上述试验结果,确定健肾片处方为健肾片干膏粉粒度80目,以2%HPMC水溶液为黏合剂,用量为干膏粉量的160%~190%,采用流化床制粒法制粒,工艺为物料温度50~60℃,雾化压力0.10~0.12MPa,蠕动泵供液速度40~45r·min-1.在此优化条件下制备3批健肾片,为了简化验证过程,从评价指标中选取颗粒粒度、强度,片剂硬度、脆碎度为指标,进行验证试验,结果见表8.
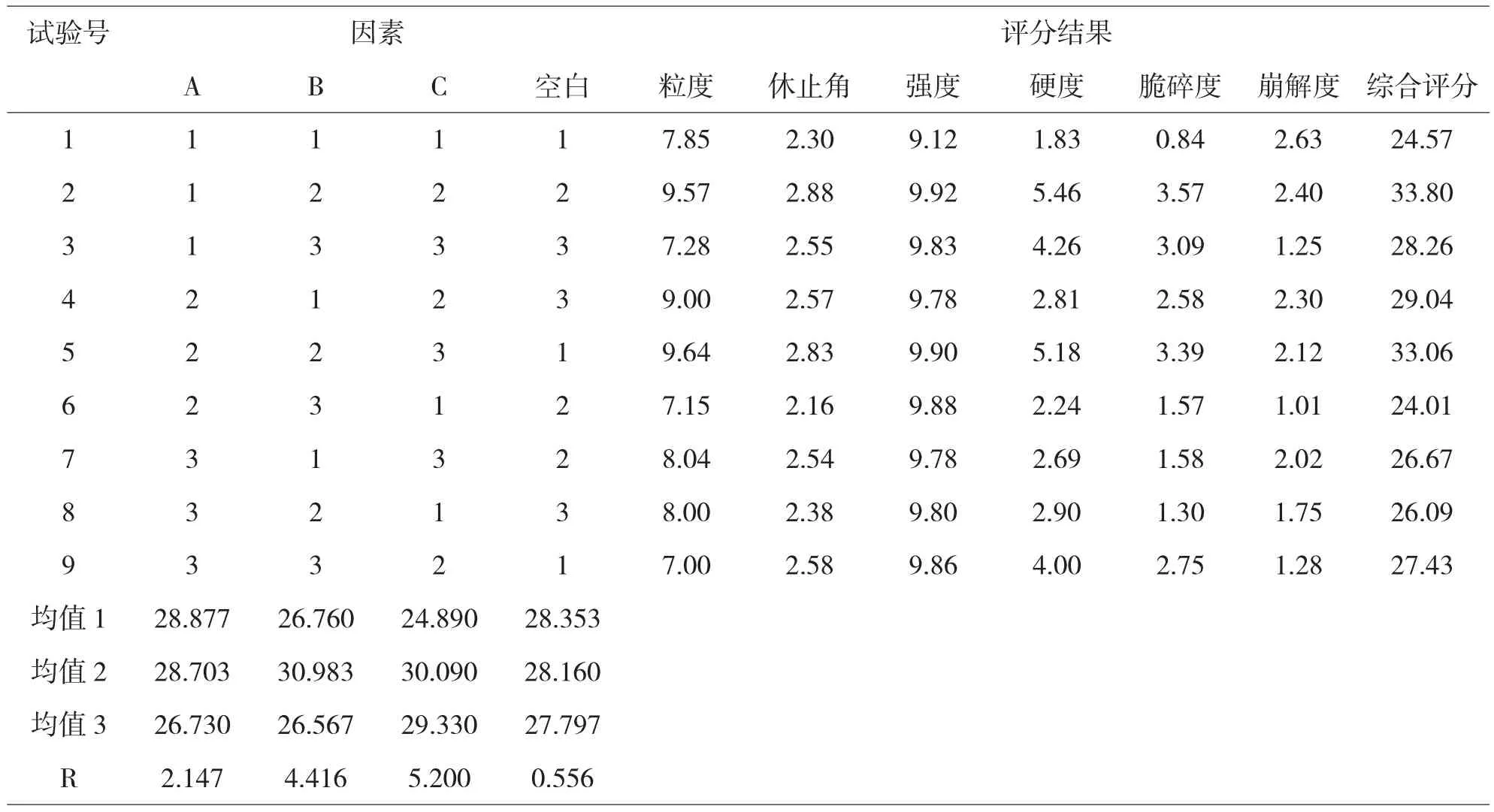
表6正交试验结果
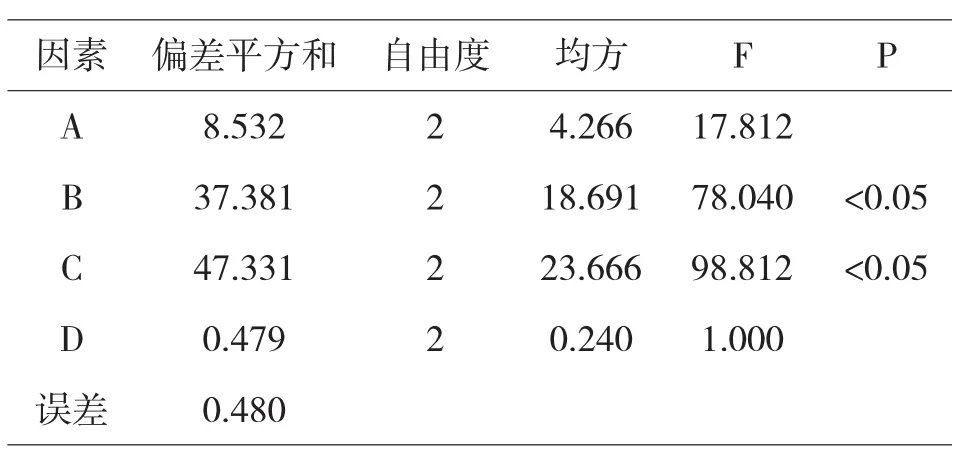
表7方差分析结果
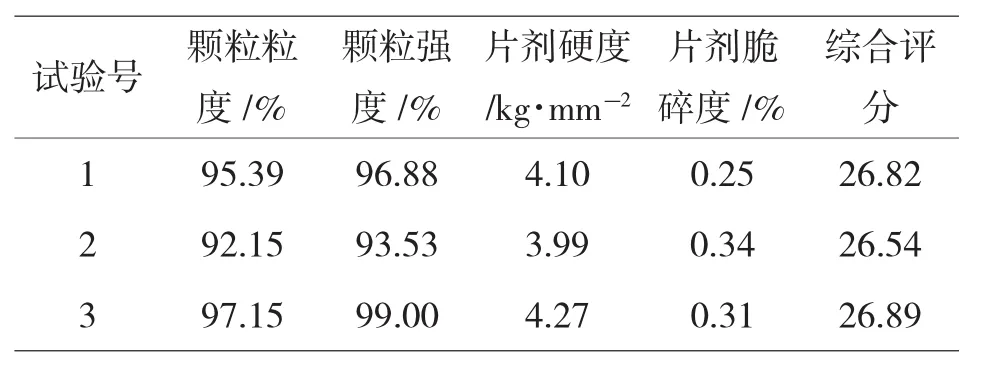
表8工艺验证试验结果
验证试验结果表明,对制粒的处方和工艺进行定量化控制,可以得到质量合格的制剂.
3 讨论
中药浸膏片,在生产中遇到的问题较多,健肾片原制粒工艺是取干膏粉,加入适量乙醇,以摇摆式制粒机湿法制粒.笔者在放大生产时,发现此工艺存在如下问题:一是制粒过程中软材较难湿润,所制颗粒松散,可压性低,片芯耐磨性较差、强度低;二是摇摆制粒机湿法制粒时,颗粒性质受人为因素影响较大,不同批次间颗粒一致性较难控制.
采用流化床制粒可通过参数设定、调节,实现制粒操作定量化,使制得的颗粒大小均匀、外观圆整、流动性好,不同批次间颗粒性质重现性高;压成的片剂重量差异小、硬度好、崩解迅速[5].
物料温度是影响制粒的关键因素,一般无需设置,在实际操作过程中可通过调节进风温度和风机流量来控制.因为筒内物料的温度受制于物料的水分含量,物料的温度随水分含量增大而迅速降低.实际操作中必须保持水分的蒸发速度与水分的带入速度一致,此时物料温度则恒定在某个温度.故若进风温度、风机流量适宜,物料就会处于很好的流化状态,热交换就会处于平衡态,这将有利于制粒.
采用流化床制粒时,用适当浓度的HPMC溶液作黏合剂,易于操作,可制得均匀、流动性好的颗粒.黏合剂浆液温度宜在50℃左右,这样可降低其黏性和稠度,增强其雾化效果,利于颗粒成型.
参考文献:
〔1〕张源,周琴妹,高洁.中药半浸膏薄膜衣片的成型工艺考察[J].中国实验方剂学杂志,2013,19(2):24.
〔2〕王风光.羟丙甲纤维素在药物制剂研制方面的研究与应用[J].当代医药论丛,2014,12(3):278.
〔3〕国家药典委员会.中华人民共和国药典(一部)[S].2010年版.北京:中国医药科技出版社,2010.附录7.
〔4〕黄维安.多指标综合研究中药半浸膏片乙醇制粒的生产工艺[J].中成药,1995,17(11):3.
〔5〕庞凤华,郑捷,罗佩霞.一步制粒法在补肾强身片生产中的应用[J].中成药,2006,28(4):570.
通讯作者:居文政E-mail:xiaoleiyaoshi@163.com
基金项目:科技部重大新药创制科技重大专项(No 2012ZX09303009-002);江苏省中医药领军人才(LJ200906);江苏高校优势学科建设工程资助项目(2010)
收稿日期:2015年10月12日
中图分类号:R282.7
文献标识码:A
文章编号:1673-260X(2016)02-0060-03
猜你喜欢
中国民族民间医药·上半月(2016年11期)2016-12-26
佛山陶瓷(2016年11期)2016-12-23
山东农业科学(2016年11期)2016-12-17
安徽理工大学学报·自然科学版(2016年1期)2016-12-14
湖北农业科学(2016年18期)2016-12-08
科技视界(2016年18期)2016-11-03
科技视界(2016年20期)2016-09-29
考试周刊(2016年66期)2016-09-22
中国当代医药(2014年20期)2014-09-03
