倾斜式子棉清理机工作质量影响因素分析
2016-12-08 18:51李斌李亚雄王涛刘洋
湖北农业科学 2016年18期
李斌++李亚雄++王涛++刘洋
摘要:为了研究倾斜式子棉清理机的生产率、刺钉滚筒与格条栅的间距和刺钉滚筒转速3个因素对工作质量的影响程度及关系,采用L9(34)正交试验设计方法,对各因素的参数进行了优化研究。结果表明,各因素对工作质量影响程度为刺钉滚筒转速>刺钉滚筒与格条栅间隙>子棉生产率。在刺钉滚筒转速600 r/min,刺钉滚筒与格条栅间隙16 mm,子棉加工量8 t/h的条件下,倾斜式子棉清理机工作质量最佳。
关键词:倾斜式子棉清理机;工作质量;正交试验
中图分类号:TS103.11+1.02 文献标识码:A 文章编号:0439-8114(2016)18-4808-04
DOI:10.14088/j.cnki.issn0439-8114.2016.18.045
2014年,新疆生产建设兵团棉花播种面积达到70.0万hm2,其中机械化采收面积45.3万hm2,达到种植面积的64.7%[1]。机械化采收棉花有着省时、省力、降低成本和提升棉花商品率等优点[2],但是受棉株成熟状况、脱叶率、棉花品种以及采棉机类型等各方面的影响,机采棉的含杂率要远高于人工采收。近几年棉花加工企业收到的机采子棉含杂率均在12%~20%[3],在棉花加工工艺中,子棉清理、轧花、皮棉清理都容易损伤棉纤维长度、断裂比强度[4],提高子棉清杂效率是降低棉纤维的损伤的有效途径。子棉的清杂效率直接影响皮棉的含杂率及质量,清杂效果不好,会使皮棉含杂较高,增加纺织工业的除杂负担和清杂难度,对皮棉的成纱质量有影响[5]。而子棉清理的次数越多,对棉纤维损伤的程度就越大,只有减少清理次数才能保证纤维的长度[6]。子棉清理设备的清杂效率就显得尤为重要,倾斜式子棉清理机作为子棉清理线中重要的清理设备,提高其清杂效率将对有利于减少棉纤维的损伤。
倾斜式子棉清理机主要用于机采棉烘干后对于棉秆、叶、粉尘等杂质的清理,其工作过程为:机采棉受风机负压的吸引到达刺钉滚筒,同时受到刺钉滚筒的冲击力、格条栅的摩擦力以及子棉的重力影响而发生扭转、滚动、振动和开松,黏附在子棉表面的杂质会随风通过格条栅排出[7]。倾斜式子棉清理机的主要作用就是清杂,其工作质量主要体现在清杂效率上,由于倾斜式子棉清理机在清杂过程中会对棉纤维长度造成损伤,棉纤维长度也作为衡量倾斜式子棉清理机工作的质量指标。倾斜式子棉清理机的清杂效率与子棉的品级、回潮率、子棉清理机的生产率、刺钉滚筒与格条栅的间距、刺钉滚筒转速、刺钉滚筒的数量和刺钉排列方式等有着密切的关系[8]。由于刺钉滚筒的数量和刺钉排列方式是无法调整的,对于机具本身可以调控的因素主要有子棉清理机的生产率、刺钉滚筒与格条栅的间距和刺钉滚筒转速,本研究拟通过正交试验方法对子棉清理机的生产率、刺钉滚筒与格条栅的间距和刺钉滚筒转速3个因素进行试验,以清杂效率和棉纤维长度为指标,探讨倾斜式子棉清理机达到最佳工作状态时的因素组合。
1 材料与方法
1.1 试验机具及试验地点
试验地点为新疆生产建设兵团149团第二棉花加工厂,试验机具选择该厂棉花智能化加工生产线上的MQZX-10型倾斜式子棉清理机,该厂的智能监控系统对倾斜式子棉清理机刺钉滚筒转速进行监控,利用转速传感器可以直接测得转速,可以通过变频器来调整刺钉滚筒的转速,为减小子棉回潮率对试验的影响,选用的子棉均为棉花加工厂抽查回潮率为9%子棉进行试验。
1.2 试验设计
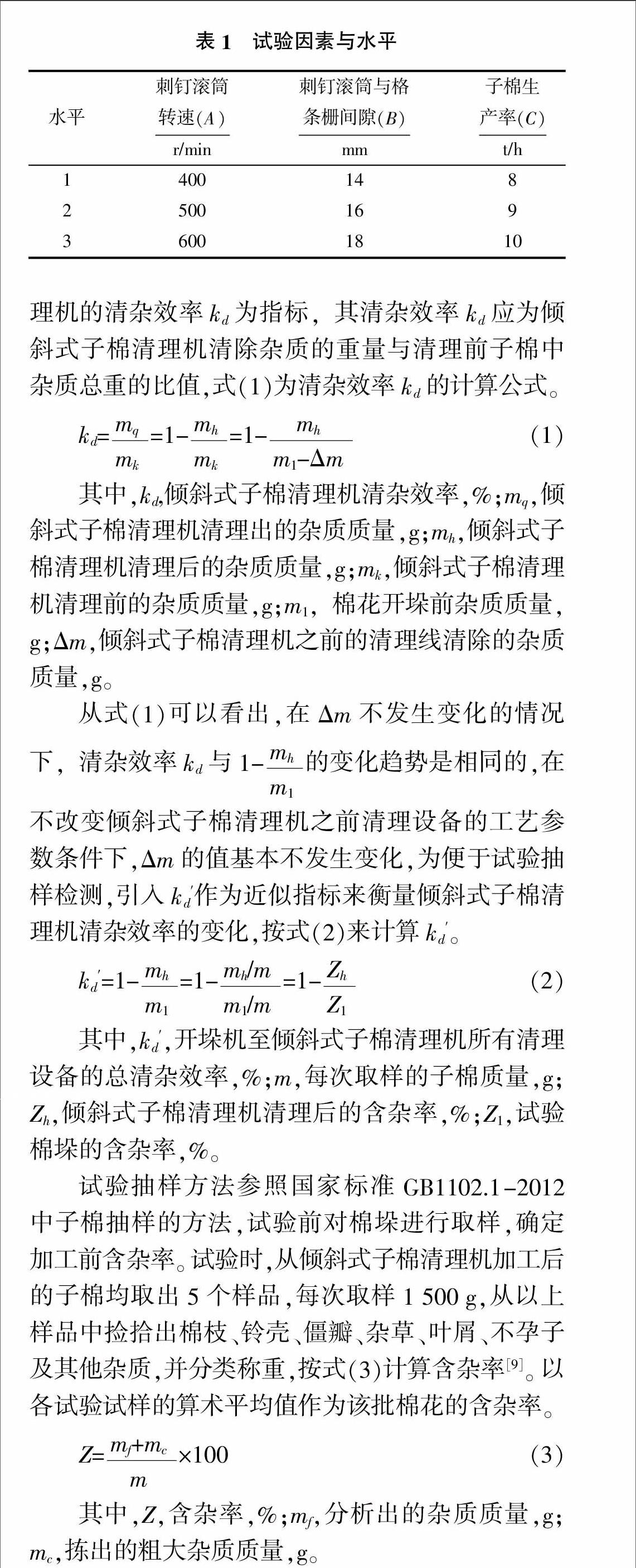
为确定刺钉滚筒转速、刺钉滚筒与格条栅间隙、子棉生产率3个因素对清杂效率影响程度的主次关系,对倾斜式子棉清理机作业效率进行正交试验,对于单台倾斜式子棉清理机,子棉生产率主要受刺钉滚筒转速影响较大,但在棉花加工生产线上作业时,子棉生产率主要受子棉喂入量控制,本研究对倾斜式子棉清理机作业效率的试验分析是在棉花加工生产线上进行的,子棉生产率以子棉喂入量进行计算,所以不考虑子棉生产率和刺钉滚筒转速之间的交互作用,选择刺钉滚筒转速A、刺钉滚筒与格条栅间隙B和子棉生产率C作为试验因素,根据设备自身工艺参数范围,刺钉滚筒转速选择400、500和600 r/min;刺钉滚筒与格条栅间隙选择14、16和18 mm;子棉生产率选择8、9和10 t/h,试验因素与水平如表1所示。
1.3 试验方法
1.3.1 清杂效率的测定 本试验以倾斜式子棉清理机的清杂效率kd为指标,其清杂效率kd应为倾斜式子棉清理机清除杂质的重量与清理前子棉中杂质总重的比值,式(1)为清杂效率kd的计算公式。
1.3.2 棉纤维长度的测定 棉纤维长度测量方法参照国家标准GB/T19617-2007《棉花长度试验方法手扯尺量法》进行测量,在捡拾过杂质后的样品中称取200 g子棉,通过锯齿衣分试轧机进行试轧,再从试轧样品中随机抽取3份试样,每份试样约10 g,利用绒板和纤维专用尺对试样进行测量,测量结果取3份试样长度的平均值[10]。
1.3.3 试验综合评分 由于倾斜式子棉清理机主要功能是清杂,要首先保证其清杂效率,而在清理过程中,清杂效果越好,棉纤维长度就损失越大,在实际生产中,一般要求保证清杂效果的基础上,减少清理次数,从而有效减少棉纤维长度损失,所以在倾斜式子棉清理机正常工作中,清杂效率的重要性要大于棉纤维长度,根据实际要求,清杂效率和棉纤维长度的权重分别取0.7和0.3,因此将每个试验综合评分计算公式设计如下:
综合评分=清杂效率×0.7+棉纤维长度×0.3 (4)
2 结果与分析
2.1 正交试验结果
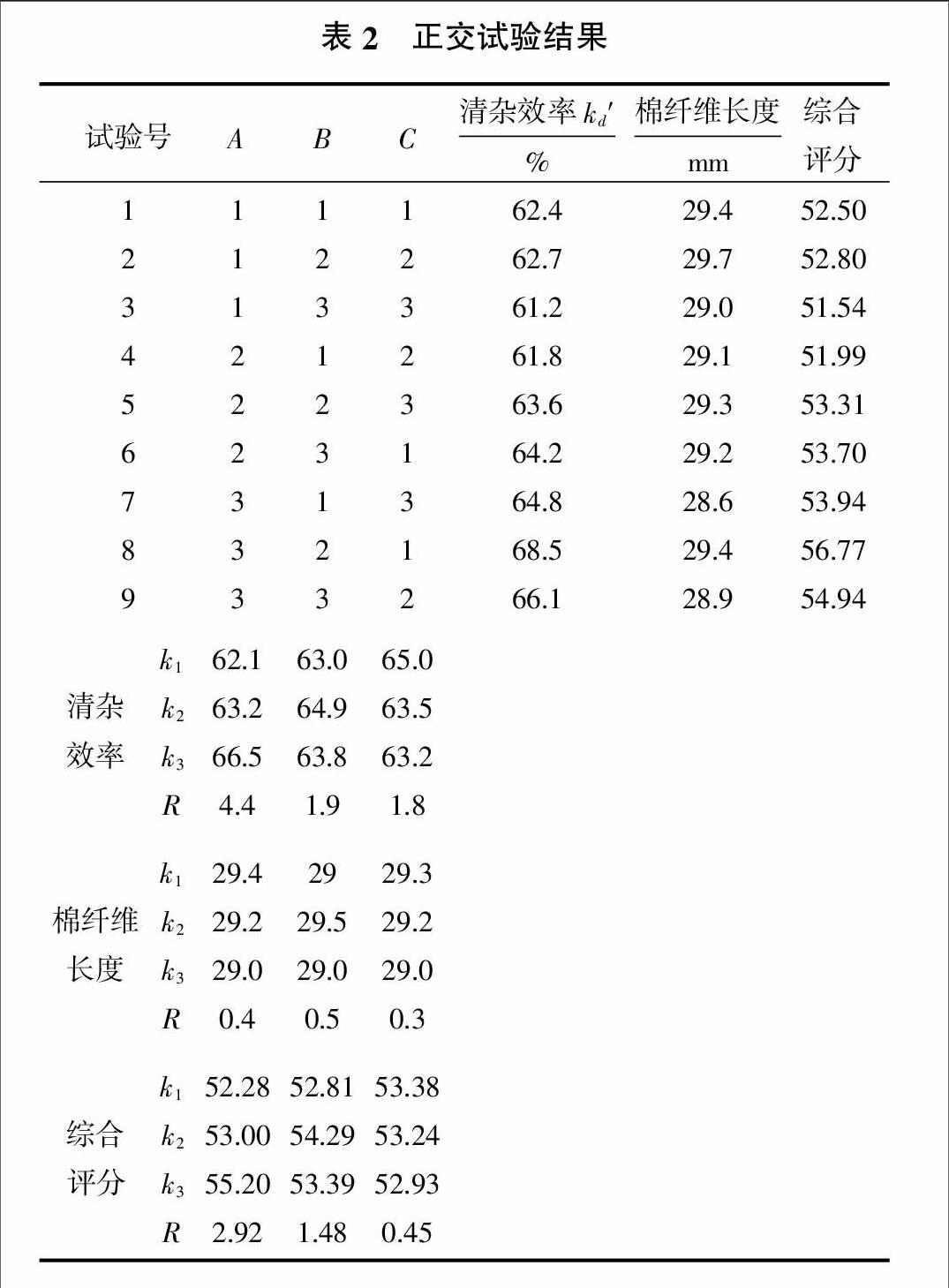
根据试验因素与水平,按L9(34)正交试验表进行试验,试验结果如表2所示。
2.2 极差分析
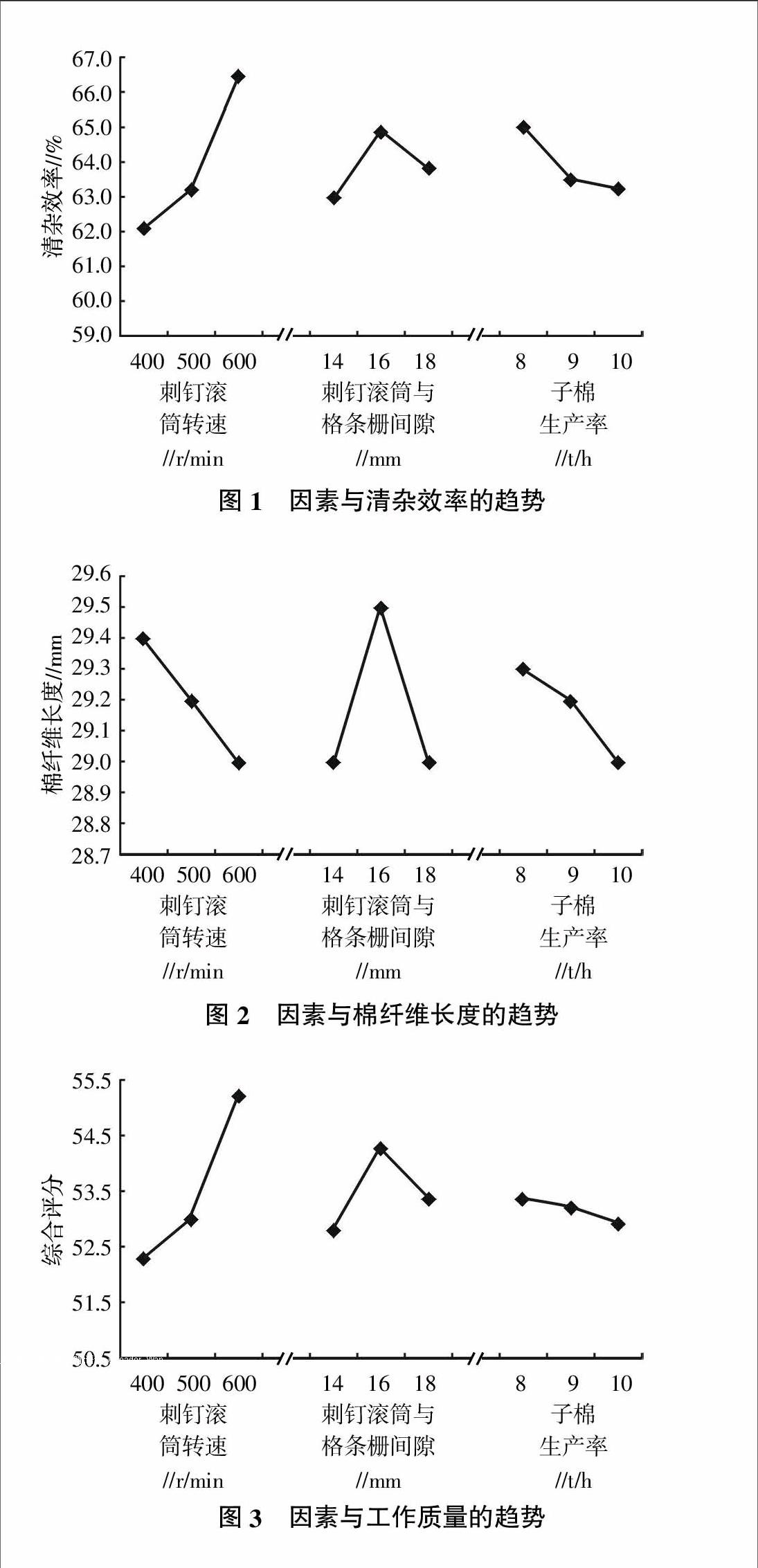
由表2可知,刺钉滚筒与格条栅间隙和子棉生产率极差较小,刺钉滚筒转速对倾斜式子棉清理机清杂效率、综合评价极差较大,而刺钉滚筒与格条栅间隙对棉纤维长度极差较大,即对清杂效率影响大小的因素顺序为A>B>C;对棉纤维长度影响大小的因素顺序为B>A>C;对综合评价影响大小的因素顺序为A>B>C。通过直观分析法[11]对试验结果进行分析,各因素与水平对倾斜式子棉清理机清杂效率的影响主次顺序为A3>A2>A1、B2>B3>B1、C1>C2>C3,如图1所示,其最优组合方案是A3B2C1;各因素与水平对棉纤维长度的影响主次顺序为A1>A2>A3、B2>B1(B3)、C1>C2>C3,如图2所示,其最优组合方案是A1B2C1;对工作质量的影响主次顺序为A3>A2>A1、B2>B3>B1、C1>C2>C3,如图3所示,通过综合评分法综合考虑,最优方案为A3B2C1。
2.3 方差分析
对清杂效率和棉纤维长度分别进行方差分析,分析结果如表3所示。由表3可知,刺钉滚筒转速对清杂效率影响高度显著,刺钉滚筒与格条栅间隙和子棉生产率对清杂效率影响显著,影响大小顺序为刺钉滚筒转速>刺钉滚筒与格条栅间隙>子棉生产率,清杂效率的最优方案为A3B2C1;刺钉滚筒转速、刺钉滚筒与格条栅间隙和子棉生产率对棉纤维长度影响均高度显著,影响大小顺序为刺钉滚筒与格条栅间隙>刺钉滚筒转速>子棉生产率,棉纤维长度的最优方案为A1B2C1,方差分析结果与极差分析结果一致。
3 结论
通过对刺钉滚筒转速、刺钉滚筒与格条栅间隙、子棉产量参数的优化分析,结果表明,刺钉滚筒转速对清杂效率影响高度显著,刺钉滚筒与格条栅间隙和子棉生产率对清杂效率影响显著;刺钉滚筒转速、刺钉滚筒与格条栅间隙和子棉生产率对棉纤维长度影响均高度显著,各因素对工作质量影响程度为刺钉滚筒转速>刺钉滚筒与格条栅间隙>子棉生产率。通过正交试验极差和方差分析得出最优组合方案为刺钉滚筒转速600 r/min,刺钉滚筒与格条栅间隙16 mm,子棉加工量8 t/h,在此条件下,倾斜式子棉清理机工作质量达到最佳。由于子棉回潮率对清杂效率和棉纤维长度均有影响,本试验选择回潮率9%的子棉,回潮率由棉花加工厂电子仪器抽样测得,采集过程不可避免存在误差,因此回潮率对倾斜式子棉清理机的工作质量的影响还有待进一步研究。
参考文献:
[1] 新疆生产建设兵团统计局.新疆生产建设兵团统计年鉴—2015[M].北京:中国统计出版社,2015.
[2] FAIRCLOTH J C,HUTCHINSON R,BARNETT J,et al. An evaluation of alternative cotton harvesting methods in northeast louisiana a comparison of the brush stripper and spindle harvester[J].The Journal of Cotton Science,2004(8):55-61.
[3] 张永梅,谭 兵,徐 红.机采棉籽棉含杂率检验方法探讨[J].中国棉花加工,2013(6):23-24.
[4] 李孝华.棉花加工对棉纤维原生品质影响分析[J].中国棉花加工,2013(4):27-28.
[5] 孙玉杰.籽棉预处理对棉花品质的影响[J].中国棉花加工,2007(3):7-8.
[6] 万凤兮,庄承学,唐海峰.籽棉与皮棉清理次数对纤维损伤程度的定性分析[J].中国棉花加工,2015(1):36-38.
[7] 中国农业机械化科学研究院.农业机械设计手册[M].北京:中国工业出版社,1971.
[8] 陈玉辉,彭根旺.影响籽棉清理机清杂效率的因素[J].中国棉花加工,2008(6):7-9.
[9] GB/T 6499-2012,原棉含杂率试验方法[S].
[10] GB/T19617-2007,棉花长度试验方法手扯尺量法[S].
[11] 李云雁,胡传荣.试验设计与数据处理[M].北京:化学工业出版社,2005.
猜你喜欢
科学与财富(2016年29期)2016-12-27
山东工业技术(2016年23期)2016-12-23
山东农业科学(2016年11期)2016-12-17
新教育时代·教师版(2016年27期)2016-12-06