直缝埋弧焊管焊缝单侧咬边和焊偏缺陷原因分析
2015-12-20 03:54:54王立柱张婷婷王亚彬游方芳
焊管 2015年8期
王立柱,张婷婷,王亚彬,刘 涛,游方芳,徐 佳
(渤海装备巨龙钢管有限公司,河北 青县 062658)
直缝埋弧焊管焊缝单侧咬边和焊偏缺陷原因分析
王立柱,张婷婷,王亚彬,刘 涛,游方芳,徐 佳
(渤海装备巨龙钢管有限公司,河北 青县 062658)
为了解决薄壁直缝埋弧焊管在生产过程中存在的单侧咬边和焊偏缺陷较多的问题,对实际生产中单侧咬边和焊偏缺陷产生的原因进行了分析,发现通过对滚轮架位置进行相应的调整,便可消除焊缝单侧咬边和焊偏缺陷。因此得出:在焊接过程中,焊点偏移量较大是引起薄壁直缝埋弧焊管生产过程中出现单侧咬边和焊偏缺陷的根本原因,并就如何减少焊点偏移量、消除薄壁直缝埋弧焊管单侧咬边和焊偏提出了建议。
薄壁直缝埋弧焊管;单侧咬边;焊偏;焊点偏移;滚轮架
1 概 述
埋弧自动焊依靠颗粒状焊剂堆积形成保护条件,主要适用于水平位置焊缝焊接[1-2]。为保证直缝埋弧焊管焊接质量,内焊时需要将焊接坡口调整到水平最低点即6点钟位置进行焊接,外焊时需要将焊接坡口调整到水平最高点即12点钟位置进行焊接,焊点位置如图1所示。
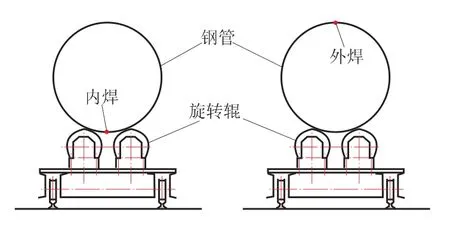
图1 焊点位置示意图
直缝埋弧焊管焊接设备一般是由焊接电源、悬臂、焊接机头、焊接车和导电刷等几部分组成。焊接车上装有两对带绝缘层的滚轮架,其作用是借助滚轮架主动滚轮与钢管之间的摩擦力带动钢管旋转调整焊缝位置。焊接机头安装在悬臂上,机头上带有自动跟踪装置,一般内焊采用机械式跟踪,跟踪轮在一定压力下骑在V形坡口内行走[3],跟踪范围±25 mm。外焊一般采用激光自动跟踪,通过激光头检测焊接坡口中心线进行跟踪,跟踪范围±50 mm,虽然焊接设备带有焊点位置调节及焊缝跟踪功能,但是在实际生产过程中仍然有焊点位置偏移导致的焊偏和咬边缺陷产生[4]。
2 缺陷的产生
某厂在生产φ508 mm×7.9 mm薄壁直缝埋弧焊管时,管尾焊偏较多,且有部分钢管在起焊2 m之后出现直到管尾的单侧咬边,同时管尾焊缝窄而高,而且镜像布置的两条内焊生产的钢管咬边都在焊缝同一侧。焊偏是指焊缝与坡口中心不重合或内外焊缝中心不在一条直线上,如图2所示。咬边是指焊缝金属在邻近焊趾的母材上形成的凹槽和未充满[5],如图3所示。
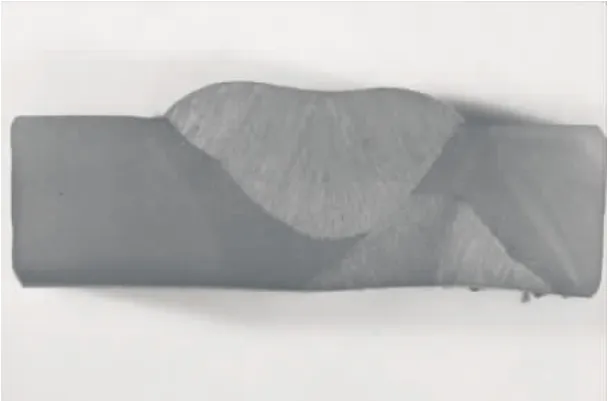
图2 焊偏缺陷宏观图

图3 咬边缺陷宏观图
经调查可以发现引起焊偏的原因是管尾焊点位置偏移,即管尾坡口不在6点钟位置。而在管端焊点不偏移的情况下,产生管尾焊点偏移的原因有两个:①钢管有轴错,导致坡口倾斜,与钢管中心线产生一定夹角;②焊接车前后两组滚轮架的中心不在同一条直线上[6]。试验发现没有轴错的钢管焊接过程中也可能产生焊偏,于是,选取一根钢管在两台焊接车上进行焊点偏移量测量,发现两台车上的焊点偏移量相差较大,由此确定焊接车前后两组滚轮架的中心不在一条直线上,产生这种问题的原因可能是焊接车存在安装误差或长期使用过程中产生的应力变形导致的。采用在焊接车滚轮架一端单侧滚轮上垫胶皮的方法,将钢管焊接坡口首尾都调整到6点钟位置[7]再进行焊接,焊缝没有单侧咬边和管尾焊偏缺陷产生。
3 原因分析
薄壁直缝埋弧焊管产生单侧咬边和焊偏缺陷是由于焊点偏移量较大、焊点偏离原来的平焊位置(类似于横焊)造成的[8]。经测量φ508 mm×7.9 mm钢管两端最大偏移量达30 mm,当管头处于6点钟位置时,管尾焊点偏移角θ约为6.7°,焊点具体位置如图4所示。

图4 焊点偏移示意图

式中:θ—焊点偏移角度,(°);
L—焊点偏移量,mm;
D—钢管直径,mm。
此时焊点不在水平位置,当焊点与水平位置距离超过刀轮跟踪范围时,刀轮带动焊接机头倾斜,焊丝与坡口表面横向不垂直[9],且焊点不在最低点,焊接过程中熔池液态金属受重力作用向下流淌[10],所以焊接过程中很容易在坡口上方引起单侧咬边。单侧咬边的产生与焊点偏移角度和一丝焊接电流的大小有关,焊点偏移角度越大, 一丝焊接电流越小,越容易产生单侧咬边。
焊偏是由于焊点偏移量大,超出内焊跟踪刀轮的横向跟踪范围,刀轮跳出内焊坡口引起的。焊偏的产生与焊点偏移量的大小和刀轮横向跟踪范围的大小有关,焊点偏移量越大,刀轮横向跟踪范围越小,焊缝越容易产生焊偏。
4 解决措施
由于单侧咬边和焊偏缺陷的产生都与焊点偏移量有关,减少焊点偏移量即可解决焊缝产生单侧咬边和焊偏缺陷的问题。可通过下列方法减少焊点偏移量:
(1)在钢管一端焊点处于6点钟位置时,在焊接车另一端单侧滚轮架上垫胶皮,将另一端焊点调整到6点钟位置,使整根钢管焊接坡口始终处于平焊位置进行焊接,是避免焊缝产生单侧咬边和焊偏缺陷的有效措施。这种方法优点是成本低,使用灵活;缺点是需要逐根钢管垫胶皮,岗位工人的劳动强度大,适用于小批量生产使用。
(2)将焊接车一端的滚轮架改成横向丝杠手动调节,每次更换钢管规格时,在成型参数稳定后根据钢管焊点偏移量大小调整焊接车一端滚轮架的中心位置并锁紧。这种方法优点是成本较低,岗位工人的劳动强度小;缺点是批量生产时焊点偏移量大小易受其他因素如钢管轴错、椭圆度等影响,适用于成型质量稳定的大批量生产使用。
(3)将钢管起弧端焊接车旋转辊改成可横向电动调节,并带自锁功能,起焊前当钢管熄弧端进入焊接位置时,先转动旋转辊将管尾坡口调整到6点钟位置,当钢管起弧端进入焊接位置时,横向调整起弧端滚轮架的中心位置,将管端坡口调整到6点钟位置,然后锁紧横向电动调节装置。这种方法优点是岗位工人的劳动强度小,每根钢管都能调整到最佳的焊点位置;缺点是成本高,各种批量生产均适用。
5 结 语
生产薄壁直缝埋弧焊管时产生的单侧咬边和焊偏缺陷,大部分是由于焊点偏移量较大引起的。通过调整焊接车滚轮架的中心位置,减少焊点偏移量,可有效地控制单侧咬边和焊偏缺陷的产生,提高薄壁直缝埋弧焊管产品质量和生产效率。某厂在φ508 mm×7.9 mm钢管生产中采取这种措施后,单侧咬边和焊偏缺陷不再发生,取得了良好的效果。
[1]姜焕中.电弧焊与电渣焊[M].北京:机械工业出版社,1993.
[2]吴毅雄.焊接手册[M].北京:机械工业出版社,2007.
[3]吴辉, 蒋文凯,仝天永,等.大口径直缝埋弧焊管制造技术[J].金属加工(热加工),2009(2):28-34.
[4]李青松.咬边缺陷分析[J].科技信息,2009(34):319.
[5]API SPEC 5L,管线钢管规范[S].
[6]郑虹,唐海燕,张青.咬边缺陷分析及对策[J].机械设计与制造,2002(1):73-74.
[7]黄凯燕.压力容器环缝质量问题的解决方案[J].机械工程师,2000(3):85-86.
[8]王亚男.常见焊接接头缺陷分析[J].科技风,2011(6):144.
[9]周浩森.焊接结构生产及装备[M].北京:机械工业出版社,1992.
[10]孙景荣.实用焊工手册[M].北京:化学工业出版社,1997.
Cause Analysis on Single Side Undercut and Weld Misalignment Defects for Longitudinal Submerged Arc Welded(SAWL)Pipe
WANG Lizhu,ZHANG Tingting,WANG Yabin,LIU Tao,YOU Fangfang,XU Jia
(CNPC Bohai Equipment Julong Steel Pipe Co.,Ltd.,Qingxian 062658,Hebei,China)
In order to solve single side undercut and weld misalignment defects problems during thin-wall SAWL pipe production process,through cause analysis for single side undercut and weld misalignment defects,it found the single side undercut and weld misalignment can be eliminated through adjusting turning roll frame position.Thus it is concluded that the larger welding spot offset is the main reason for single side undercut and misalignment of thin-wall SAWL pipe,and the proposal of how to reduce the welding spot offset and eliminate single side undercut and misalignment was put forward.
thin-wall longitudinal submerged arc welded pipe;single side undercut;weld misalignment;welding spot offset; turning roll frame
TG441.7
B
1001-3938(2015)08-0066-03
王立柱(1973—),男,工程师,长期从事直缝埋弧焊管焊接工艺研究。
2015-01-26
张 歌
猜你喜欢
汽车实用技术(2022年16期)2022-08-31 07:24:36
建筑与预算(2022年3期)2022-04-22 10:48:50
地理空间信息(2022年3期)2022-04-01 14:16:14
建材发展导向(2019年11期)2019-08-24 06:35:28
制造技术与机床(2017年7期)2018-01-19 02:29:53
测绘工程(2017年3期)2017-12-22 03:24:50
现代冶金(2016年6期)2016-02-28 20:53:11
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40