递送机一拖二控制系统的设计应用
2015-12-20 03:54:50周书亮邓志伟谷海龙于振宁
焊管 2015年8期
周书亮,邓志伟,谷海龙,魏 婷,于振宁,廖 洪
(渤海装备华油钢管公司,河北 青县 062658)
递送机一拖二控制系统的设计应用
周书亮,邓志伟,谷海龙,魏 婷,于振宁,廖 洪
(渤海装备华油钢管公司,河北 青县 062658)
针对螺旋焊管生产机组在生产过程中出现的递送机上下辊不同步运行造成的顿板和烧穿问题,设计了一拖二控制系统。该系统以Profibus DP方式与PLC主站通讯,通过Starter软件对SINAMICS DCM 6RA80控制器进行参数设置和PLC程序运算处理,实现1台控制器对上下辊电机同步控制。上位机采用CP5711连接到PLC主站,对运行参数进行监控。实际运行表明,递送机速度误差为±0.02 m/min,满足生产工艺要求,系统运行同步、稳定。
螺旋焊管生产机组;递送机;同步;通讯;控制器;上位机
递送机(又称夹送机)是螺旋焊管生产机组的主要设备之一,主要为钢板通过成型器提供递送力,其次在钢板对头时,为飞焊小车行走提供拖动力。渤海装备华油钢管公司在役的 φ508~φ1620 mm生产线上递送机电机输出功率为60kW,递送机上下辊径均为600 mm,其上下辊电机采用2台控制器主从控制,在生产过程中,出现递送机上下辊运行不同步现象,造成递送力不均,在钢管焊接过程中产生顿板和焊接烧穿现象,影响钢管焊接质量,甚至造成钢管降级、降废而造成经济损失。
为了避免递送机上下辊出现运行不同步现象,优化递送机控制模式,根据设备实际状况设计一种新型递送机控制方式,对提高焊接质量、降低材耗有重要意义。
1 系统结构
递送机一拖二控制系统结构如图1所示。6RA80控制器连接的电机1和电机2为执行机构,通过齿式联轴器把输出动力传递给联合齿轮箱,联合齿轮箱带动递送机上下辊转动;PLC主站以Profibus DP通讯方式,对6RA80控制器进行启、停控制和运行参数的读写,上位机采用CP5711通讯卡与PLC主站建立连接,监控系统运行。
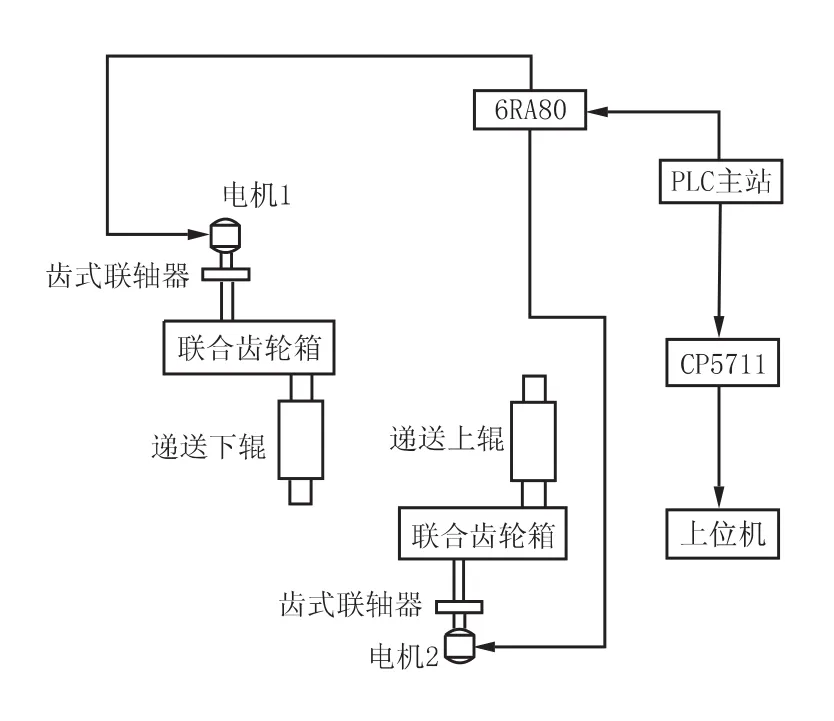
图1 递送机一拖二控制系统结构图
2 系统控制设计
2.1 控制器
采用西门子直流调速器 SINAMICS DCM 6RA80,在继承6RA70的基础上,6RA80可采用Starter软件进行调试,提高了调试的可视化程度和方便性,支持DCC功能,可按照生产工艺对指令进行组合;增强了抗短路保护功能;功率因数具有可变性,工作时接近“1”,提高了效率。
6RA80控制器的励磁和电枢接线端需要连接2台直流电动机,电枢采用并联方式,励磁采用串联方式,保证2台电机的励磁电流恒定。通过控制器端子接口实现三相主电源、励磁电源、控制电源和输入信号的连接,其接线如图2所示。
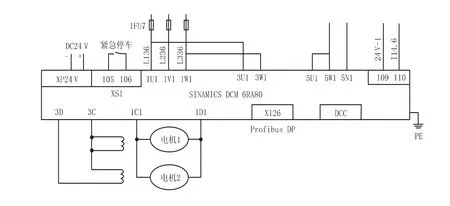
图2 一拖二控制接线图
2.2 系统设置
2.2.1 接口设置
6RA80控制器的 IF1通讯口出厂默认为CBE20对应的PROFINET接口,在该系统的控制过程中,使用的是Profibus DP通讯方式,需要将IF1配置为DP通讯口,因此,设定参数P8839[0]=1,P8839[1]=2。
在上位机中,使用西门子USB-PROFIBUS适配器CP5711与6RA80控制器和PLC主站进行通讯,CP5711是 Profibus DP通讯卡,支持USB接口功能,使用更方便。设置上位机软件的PG/PC接口为CP5711。
2.2.2 控制器参数设置
通过用Starter软件对6RA80控制器进行参数设置,设置界面如图3所示。由于控制器需要对2台电动机进行同步控制,递送机上下辊的辊径同为600 mm,联合齿轮箱的减速比同为655.8,传动负载一致,电动机的型号相同。因此,电动机的轴系转动惯量是一致的,可以对两台电动机采用同一个模型建模来对控制器进行参数设置。
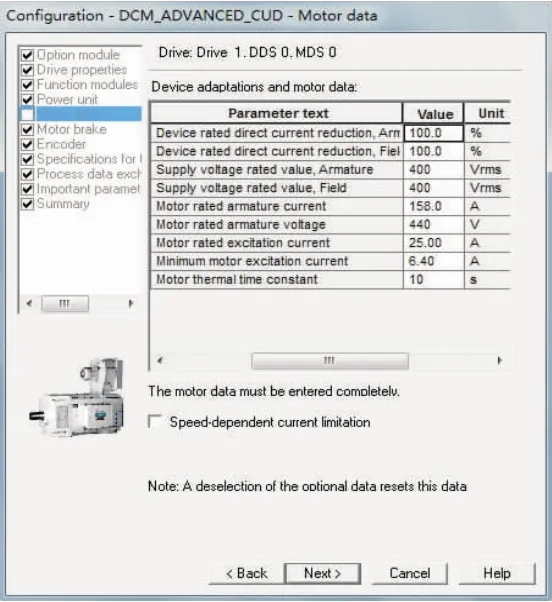
图3 一拖二控制参数设置
2.3 PLC控制
2.3.1 硬件组态
STEP7编程软件需要对PLC模块进行配置,即进行硬件组态,才能将PLC程序编译成PLC可执行的代码。对6RA80进行硬件组态时,需要安装GSD文件SINAMICS DC MASTER V1.4,安装完成后,设置6RA80的 DP地址并选择PZD过程数据,PLC程序通过PZD对控制器的参数进行读写,组态好的界面如图4所示。
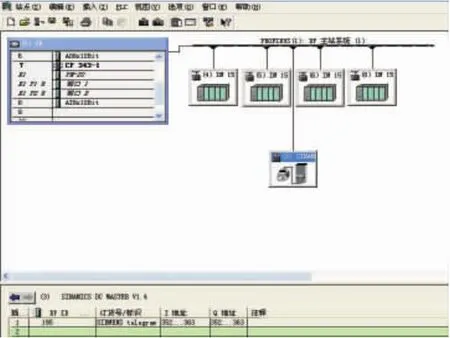
图4 控制系统硬件组态
2.3.2 程序的编写
考虑到实际生产速度和设备的承受能力,需要对递送机进行限速处理,使其在规定速度范围内运行。生产中,习惯以m/min来表示递送机的速度,即递送辊运行的线速度,在程序运算过程中,需要将输入速度单位变成mm/min。递送辊线速度和电机转速之间的关系为

式中:v1—递送辊的线速度;
v2—递送机电机的转速;
L—递送辊的周长;
η—联合齿轮箱的减速比。
根据公式(1)可计算出电机的实际转速,通过电机的最高转速和6RA80控制器的数字量关系进行量化,可确定需要向6RA80控制器设定的数字量的大小,并将数字量保存在DB2.DBW72数据块中,转换程序模块如图5所示。
报文是通讯中数据传输的单位,包含了完整的数据信息,PLC主站与SINAMICS DCM 6RA80控制器以报文形式进行数据交换。SINAMICS DCM报文格式见表1。
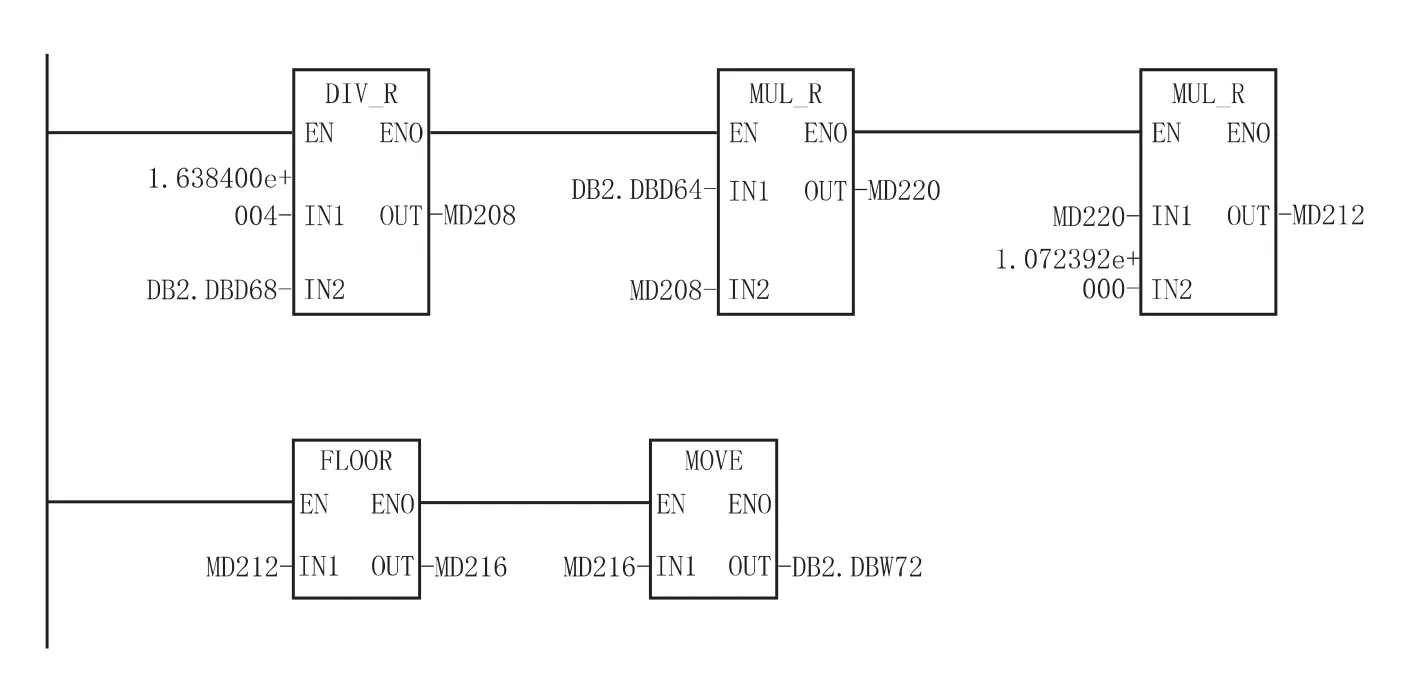
图5 递送机速度转换程序模块

表1 SINAMICS DCM报文格式
设置P0922=20,使SINAMICS DCM报文为标准报文16-bit VIK-NAMUR,发送和接收参数自动BICO连接设置。
PLC程序通过SFC14功能块对控制器的运行参数进行读取,通过SFC15功能块对控制器进行启停控制和速度设置,递送机运行控制程序如图6所示。
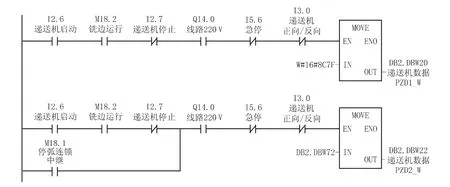
图6 递送机运行程序
2.4 上位机组态
WinCC组态软件本身提供了S7-300PLC的驱动软件,是目前所有组态软件中功能比较强大的一种,可以集成到所有自动化解决方案内,内置所有操作和管理功能,可简单有效地进行组态。考虑到PLC主站为S7-300系列,因此选用同为西门子公司的WinCC作为上位机组态软件。
在WinCC软件中,需先建立与PLC主站连接的输入输出参数,建立连接的参数见表2。

表2 输入输出参数
在WinCCExplorer.exe中新建文件,并设置软件中的计算机名与本地计算机名一致;添加OPC协议 与PLC主站建立通讯,在新建的OPC协议中,通过Add Item将建立的PLC输入输出参数添加进来,然后进入图形组态界面进行编辑,监控界面如图7所示。
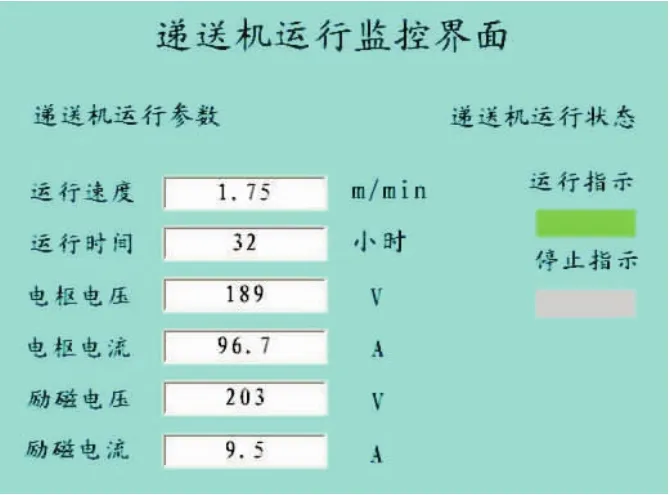
图7 递送机运行监控界面
3 结 语
该系统通过一台6RA80控制器对两台电动机采用同一模型建模,实现了对递送机上下辊运行的同步控制,减少了控制系统的投入,避免了主从控制模式其中一套控制系统出现故障带来的递送上下辊不同步运行的问题。系统运行稳定、可靠,日常维护方便。
[1]廖常初.S7-300/400 PLC应用技术[M].北京:机械工业出版社,2012.
[2]马明建.数据采集与处理技术[M].西安:西安交通大学出版社,2012.
[3]向晓汉.西门子WinCC V7从入门到提高[M].北京:机械工业出版社,2012.
[4]GB/T 9711—2011:2012,石油天然气工业管线输送系统用钢管[S].
[5]杨德印.电动机的控制与变频调速原理[M].北京:机械工业出版社,2012.
[6]西门子公司.SINAMICS DCM操作说明[M].北京:西门子有限公司自动化与驱动集团,2013.
[7]梁涛,杨彬,岳大为.Profibus现场总线控制系统的设计与开发[M].北京:国防工业出版社,2013.
[8]向晓汉,苏高峰.西门子PLC工业通信完全精通教程[M].北京:化学工业出版社,2013.
[9]毕宗岳.管线钢管焊接技术[M].北京:石油工业出版社,2013.
[10]API SPEC 5L(45版):2013,管线钢管规范[S].
Design and Application of One-to-two Control System for Delivery Machine
ZHOU Shuliang,DENG Zhiwei,GU Hailong,WEI Ting,YU Zhenning,LIAO Hong
(CNPC Bohai Equipment North China Petroleum Steel Pipe Co.,Ltd.,Qingxian 062658,Hebei,以China)
Aim at the problems of pausing plate and burning through during SAWH pipe production course,which caused by the reason that the up and down rollers of delivery machine are not synchronous,a kind of one-to-two control system was designed. This system communicates with PLC master station in Profibus DP mode,through the parameter setting of Starter software on the SINAMICS DCM 6RA80 controller and the processing of PLC program operation,the goal that one controller synchronously controls two motors of up and down rollers comes ture.The upper computer was connected to PLC master station through CP5711,and monitors the running parameters.Actual operation shows that delivery machine speed error is±0.02 m/min,meet the requirements of production process,and the operation is synchronous and stable.
SAWH pipe production unit;delivery machine;synchronization;communication;controller;upper computer
TG333.93
B
1001-3938(2015)08-0042-04
周书亮(1984—),男,大学本科,工程师,主要从事电气设计与设备维护工作。
2015-02-06
张 歌
猜你喜欢
河北农机(2020年10期)2020-12-14 03:13:42
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
电子设计工程(2017年20期)2017-02-10 03:39:04
电子制作(2017年23期)2017-02-02 07:17:07
电脑知识与技术(2016年22期)2016-10-31 20:38:41
工业设计(2016年11期)2016-04-16 02:49:22
中国铸造装备与技术(2015年5期)2015-12-10 10:23:41
江西通信科技(2015年3期)2015-12-05 05:52:05
电测与仪表(2014年18期)2014-04-04 12:33:08
电测与仪表(2014年13期)2014-04-04 12:04:06