弧焊机器人焊接工艺参数计算方法研究
2015-12-20 03:54:49霍厚志张玉财李登攀谢鹏飞山东山推机械有限公司山东济宁7000
焊管 2015年8期
霍厚志,黄 程,张玉财,李登攀,谢鹏飞(.山东山推机械有限公司,山东 济宁7000;
2.宁夏中测计量测试检验院(有限公司),银川750001;
3.元鸿(山东)光电材料有限公司,山东 济宁272000)
弧焊机器人焊接工艺参数计算方法研究
霍厚志1,黄 程1,张玉财2,李登攀1,谢鹏飞3(1.山东山推机械有限公司,山东 济宁272000;
2.宁夏中测计量测试检验院(有限公司),银川750001;
3.元鸿(山东)光电材料有限公司,山东 济宁272000)
为了提高弧焊机器人在工程机械领域的工作效率,减少焊接编程中通过试验途径获取焊接工艺参数造成的资源浪费,根据焊缝理论体积与焊接时弧焊机器人所填充焊丝体积相等的关系,求解出焊缝横截面面积与焊接电流、焊接速度及所用焊丝直径的关系式。基于此关系式求解出3组焊脚长为10 mm船形焊的焊接工艺参数。试验结果表明,根据关系式计算的焊接工艺参数焊接出的焊缝尺寸与设计的尺寸基本相符,并且此计算方法在实际生产中得到了很好的应用。
焊接;弧焊机器人;焊接编程;焊缝横截面面积;焊接工艺参数;船形焊
伴随着工业经济的发展,弧焊机器人在焊接工业领域的应用越来越广泛[1],根据焊缝的设计尺寸编写焊接工艺参数是弧焊机器人焊接编程中一个必不可少的环节,是确保焊接质量的关键环节[2]。建立焊接工艺参数与焊缝几何尺寸的关系,也是保证熔焊快速成型零件精度的基本要素[3]。工程机械领域编程人员一般是通过大量的试验来获取相应的焊接工艺参数,尤其是接头形式比较复杂且涉及多重多道焊的焊缝,获取其相应的工艺参数就更为复杂。这不仅浪费大量的人力、物力及财力,还延长了企业新产品的生产周期,进而降低企业的竞争力。所以,研究焊缝尺寸及弧焊机器人焊接工艺参数间的关系就变得颇为重要。
1 算法推导
焊缝横截面面积由焊丝的熔化速度(送丝速度)、熔敷效率及焊接速度决定[4]。根据焊缝体积与填充焊丝体积相等的关系可得以下关系式

式中:S焊缝—焊缝横截面面积;
L—焊缝长度;
φ—焊接熔敷效率;
S焊丝—焊丝横截面面积;
v送丝1,v焊接1—分别为第一道焊缝的送丝速度、焊接速度;
v送丝2,v焊接2,v送丝n,v焊接n—对应的第二道和第n道焊缝的送丝速度、焊接速度。

查阅焊缝的设计图纸,便能算出焊缝的横截面面积。选用合适的焊丝后,根据式(2)可以推算出对应的焊接速度及送丝速度。由于送丝速度反映焊接电流的大小[4],这样便可以得到焊接的主要工艺参数,即焊接电流及焊接速度。
本研究选用日本神钢ARCMAN-MP焊接机器人,焊机型号为SENSARCUC500-AUT1J;ER50-G焊丝,焊丝直径为1.2 mm,进行试验验证。通过试验获取了焊接电流及送丝速度的关系,具体数据见表1。
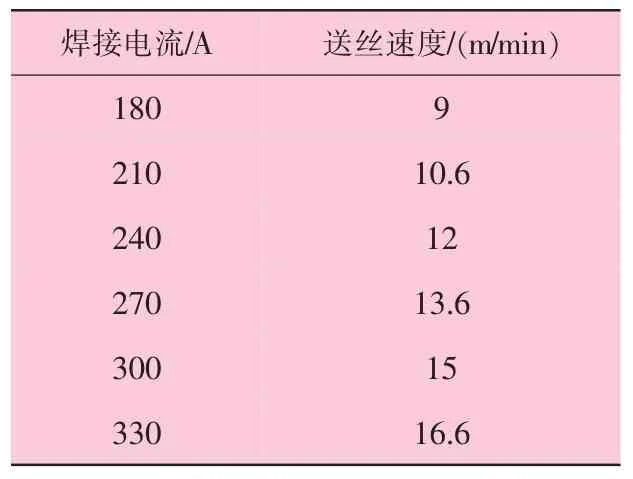
表1 焊接电流与送丝速度的对应关系
将表1数据绘制成图,如图1所示。由图1可以看出,焊接电流与送丝速度成线性关系。通过计算,此线性关系式为v送丝=50 I。故(2)式可整理为

式中:I1,I2和In—分别为相应焊道的焊接电流。
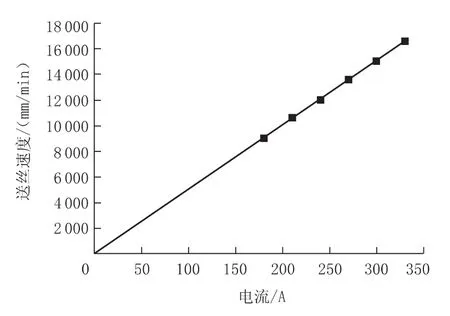
图1 焊接电流与送丝速度的关系
2 理论推导焊接工艺参数
由于焊接电压对焊缝横截面面积的影响不大[5-7],本研究只需要考虑电压与电流的匹配(选用的焊机为一元特性焊机,即确定电流后设备会自动匹配一个最佳的焊接电压),忽略电压对焊缝横截面面积的影响。参考实心焊丝CO2焊的熔敷效率研究[8-9]中焊接熔敷效率的测量方法,选用300A电流、电压设置100%、干伸长25 mm时 ARCMAN-MP焊接机器人的熔敷效率为97.2%。以该熔敷效率为参考,可粗略推算出脚长为10 mm船形焊的3组工艺参数(实际生产过程中根据母材和强度设计要求来确定焊接尺寸、相应的焊丝及电流范围,然后通过本研究推导出的理论公式便可计算出相应的焊接速度),并以此工艺参数进行工艺验证。
采用船形焊焊接方式,设计角焊缝尺寸K为10 mm,焊缝横截面面积50 mm2,焊丝直径为1.2 mm,脚长为10 mm船形焊的3组工艺参数见表2,船形焊焊缝形状如图2所示。
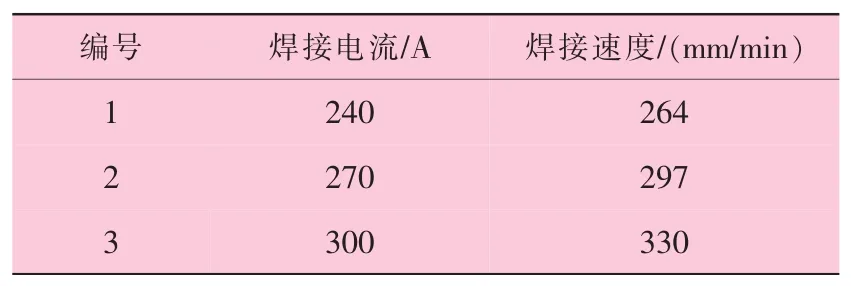
表2 脚长为10 mm船形焊的3组工艺参数
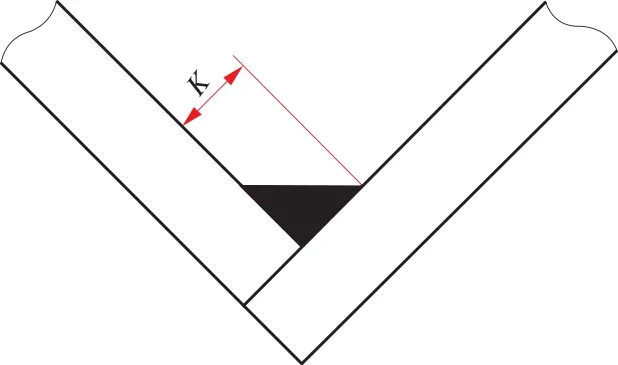
图2 船形焊缝形状示意图
3 试验验证
焊接设备采用日本神钢ARCMAN-MP焊接机器人,焊机型号为SENSARC UC500-AUT1J;焊接时母材为150 mm×50 mm×8 mm的Q235钢板,CO2气体(纯度大于99%),ER50-G1焊丝(焊丝直径为1.2 mm);3组试验的焊接工艺参数见表2,焊接时3组试验的干伸长、气流量加焊接摆幅均相同,依次为干伸长25mm、气流量20 L/min、焊接摆幅5 mm。
3组试验得到的焊缝形状及尺寸如图3所示。通过图3可以看出,焊缝形状及尺寸基本相同。具体尺寸见表3。通过表3可以看出,实际焊接尺寸与设计尺寸误差在1 mm以内,完全符合JB/T 7949—1999的焊缝尺寸要求。

图3 3组试验得到的焊缝形状
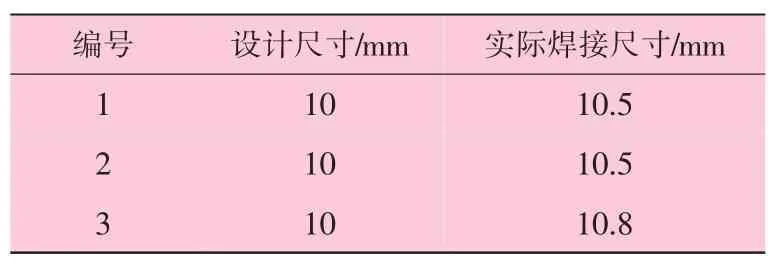
表3 设计焊接尺寸与实际焊接尺寸对比
4 生产应用
根据母材和焊缝设计尺寸并参考焊接手册[10]中焊接工艺参数给定的范围,选用合适的焊丝及电流后便可确定焊接速度,从而可直接得到与焊缝设计尺寸基本相同的实际焊接尺寸,省去了中间试验获取相应焊接参数的环节。以下通过焊接挖掘机350驱动底座来验证本研究推导的理论公式在多层焊中的应用情况。
由于驱动底座的焊缝较多,本研究只选取具有代表性的外围环形焊缝,该焊缝的横截面如图4所示。
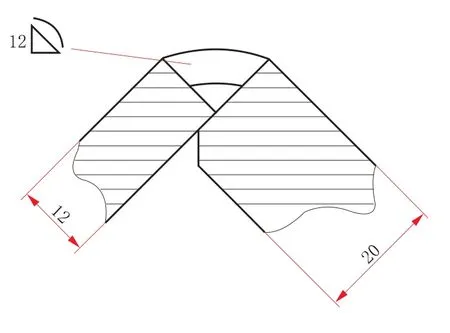
图4 350驱动底座外围环形焊缝横截面示意图
首先分析图纸,规划焊接层数。根据实际生产经验,船形多层焊第一层一般不大于10 mm,后面层数的厚度一般在4~6 mm。由图4可知,此焊缝需要两层焊接,第一层厚度设置为8 mm,第二层厚度设置为4 mm。
然后确定焊丝直径及焊接电流。参考焊接手册[10],选用直径1.2 mm焊丝,焊接电流的设置范围是200~450 A。综合考虑设备性能及焊接效率,第一层焊接电流设置为300 A,第二层焊接电流设置为320 A。
最后计算焊接速度。第一层焊缝厚度为8mm,可粗略认为此焊缝横截面为半径8 mm的1/4圆,计算出第一层焊缝的横截面积约为50 mm2。将焊丝直径、熔敷效率、焊接电流代入(3)式,便可求出第一层焊缝的焊接速度。同理可算出第二层焊缝的焊接速度。具体焊接参数见表4。
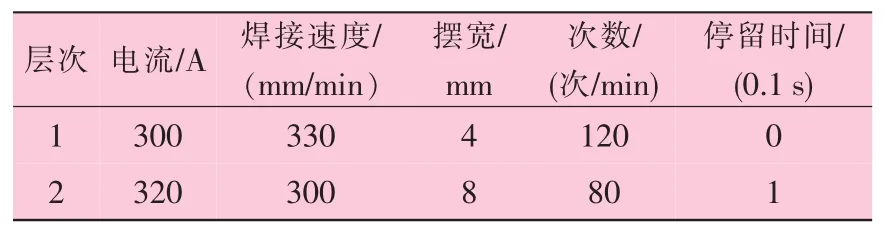
表4 弧焊机器人焊接350驱动底座焊接参数
按照计算出的工艺参数进行焊接,得到350驱动底座外围环形焊缝焊接结果,如图5所示。由图5可以看出所焊焊缝成形良好。

图5 350驱动底座外围环形焊缝焊接效果图
5 结 语
根据设计焊缝的体积与填充焊材体积相等的关系,计算出了焊接尺寸与焊接参数的关系式,并通过日本神钢ARCMAN-MP焊接机器人进行了试验验证。结果表明,根据关系式计算的焊接工艺参数焊接出的焊缝尺寸与设计的尺寸基本相符,达到了预期的效果。
[1]张永利,李增文,邓东浩.弧焊机器人摆动方法的研究[J].组合机床与自动化加工技术,1999(5):18-19.
[2]蔡广宇,杨家军,李永久.弧焊机器人焊接工艺参数设计系统研究[J].组合机床与自动化加工技术,2009(11):68-71.
[3]徐健宁,张华,胡瑢华,等.熔焊快速成型中焊接工艺参数与焊缝几何尺寸的关系[J].焊接技术,2008(4):10-12.
[4]张华,舒先庆,黄新明.钢桥焊接中工艺参数与焊缝金属填充量的关系[J].焊接生产应用,2007(8):50-52.
[5]CHANDEL R S.Mathematical modeling of gas metalarc weld features[C]//Proceedings of the Fourth International Conference on Modeling ofCasting and Welding Processes.USA:[s.n.],1983:109-120.
[6]KIM L S,SON J S,KIM L G,et al.A study on relationship between process variables and bead penetration for roboticCO2arcwelding[J].JournalofMaterials Processing Technology,2003(136):139-145.
[7]IBRAHIM I A,MOHAMAT S A,AMIR A,et al.The effectofgasmetalarcwelding(GMAW)processesondifferent welding parameters[J].Procedia Engineering,2012 (41):1502-1506.
[8]陈长江.实芯焊丝CO2焊的熔敷效率研究[J].船海工程,2005(2):38-39.
[9]徐鲁宁,殷树言,卢振洋,等.提高焊丝熔敷率的试验研究[J].焊接,2013(3):16-18.
[10]中国机械工程学会焊接学会.焊接手册(第1卷)[M].第2版.北京:机械工业出版社,2001:226-227.
Study on Calculation Method of Robotic Arc Welding Process Parameter
HUO Houzhi1,HUANG Cheng1,ZHANG Yucai2,LI Dengpan1,XIE Pengfei3
(1.Shandong SHANTUI Machinery Co.,Ltd.,Jining 272000,Shandong,China;
2.Ningxia Zhongce Institute of Metrology and Inspection,Yinchuan 750001,China;
3.Yuanhong Photoelectric Material Co.,Ltd.(Shandong),Jining 272000,Shandong,China)
In order to improve the work efficiency of robotic arc welding in the mechanical engineering field and reduce the waste of resources caused by the experiment to obtain process parameters of welding programming.According to the relation of equality between weld volume and wire filling volume that welded by robotic arc welding,it solved out the relational expression between weld cross sectional area,welding current,welding speed and the diameter of the wire.Based on this equation 3 group of fillet welding in the flat position process parameters of 10 mm was solved.The experimental results showed that the weld size that welded according to the process parameters calculated by equation was basically consistent with the designed size,and this calculation method was applied in practical production well.
welding;robotic arc welding;welding programming;weld cross sectional area;welding process parameter;fillet welding in the flat position
TG409
A
1001-3938(2015)08-0034-04
霍厚志(1986—),男,山东临沂人,毕业于太原科技大学,助理工程师,硕士研究生,主要研究方向为机器人焊接。
2015-05-13
修改稿收稿日期:2015-07-10
谢淑霞
猜你喜欢
建材发展导向(2021年6期)2021-06-09 05:57:08
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
制造业自动化(2017年2期)2017-03-20 14:26:13
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:14
焊接(2015年8期)2015-07-18 10:59:13
设备管理与维修(2015年12期)2015-04-09 06:57:24
汽车零部件(2014年5期)2014-11-11 12:24:34
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40