我国高抗挤套管研究和生产现状
2015-12-20 03:54:53肖国章关尚虎
焊管 2015年8期
高 霞, 肖国章, 关尚虎, 王 军
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡 721008;
3.天水天力特种管有限公司,甘肃 天水741020)
我国高抗挤套管研究和生产现状
高 霞1,2, 肖国章2, 关尚虎3, 王 军1,2
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡 721008;
3.天水天力特种管有限公司,甘肃 天水741020)
随着油气井开采难度的不断加大和井下环境的日趋恶劣,普通套管已难以满足高抗挤井况的需求,国内企业相继开发出系列高抗挤套管产品。介绍了国内对套管破坏机理、制造工艺、力学性能以及相关标准的研究现状,并对国内生产的现状进行了论述。同时针对国内制造的高抗挤套管、抗挤抗硫套管以及抗挤耐热套管,从抗挤机理、生产工艺、试验研究和标准制定4个方面入手进行了介绍,对比了各企业产品的性能,并对高抗挤套管的发展方向进行了展望。
套管;高抗挤;抗挤抗硫;抗挤耐热
美国能源部统计数据表明,近30年来全球石油天然气井深平均增加了一倍以上,并且呈快速增长的趋势。我国未探明石油储量中约有73%埋藏很深,“十二五”期间需要开钻一批7 000~8 000 m的深井和超深井[1-4]。随着我国高温、高压、严酷腐蚀等苛刻的西南部油田、西部油田和海上油田相继投入开发,国内对高抗挤套管的需求量也日益增多。选用高抗挤套管,一方面满足了在盐岩、盐膏岩、软泥岩等塑性流动地层、酸性腐蚀环境、高地层压力或存在地应力异常段的油气井对套管挤毁性能的要求,提高了安全性;另一方面,选用较薄壁厚的高抗挤套管替代API套管,减轻了套管柱质量,可下入更深的油气井,降低了成本。对此,国内企业大力开发非API高抗挤系列套管产品,满足国内外市场的需求。
1 国内研究现状
1.1 破坏机理研究
20世纪70年代中期开始,我国的套管损坏问题突出,国内学者开始对套管破坏机理进行了理论探索,套管的挤毁问题成为研究中的一个重要内容。韩建增[5]对套管抗挤强度进行了研究,提出了套管抗挤强度计算的新公式;孙永兴[6]研究了油套管抗内压抗挤强度;高智海[7]研究了不均匀载荷对套管抗挤毁性能的影响;杨勇[8]分析了残余应力对套管挤毁压力的影响;谢国民[9]研究了套管制造缺陷对挤毁性能的影响,建立了套管在非均匀载荷作用下的力学模型;胡文平[10]进行了套管偏磨曲率对其抗挤毁强度影响的有限元分析;李平全[11]分析了套管的抗挤特性与生产开发期中损坏的关系及其主要影响因素;张建兵[12]探讨了有限元分析计算套管抗挤强度时合理的几何建模参数取值方法,认为应按照实际情况考虑套管尺寸偏差进行几何建模;藏勇[13-14]通过有限元分析,得出承受均匀外压力的长薄壁油套管具有后屈曲稳定性;高连新[15]通过建立模拟套管挤毁的有限元模型,提出了计算套管抗挤强度的新方法;田青超[16]介绍了钢管在外力作用下压溃失稳的力学模型,阐述了生产抗挤毁套管关键控制因素的理论依据,提出抗挤毁套管的材料学机制以及强韧化原理。
1.2 制造工艺
国内技术人员对高抗挤套管的热加工工艺、热处理及合金成分设计等工艺方面进行了研究。孙开明[17]通过试验分析了高抗挤套管内壁凸包折叠的原因,并通过改进低过热度、弱二冷和控制拉坯速度等工艺措施降低内折报废率;王彩兰[18]在实验室研究了不同热处理工艺对高抗挤套管性能的影响规律,并提出推荐热处理工艺指导工业试制;张传友[19]对高抗挤套管用钢的热加工工艺进行了模拟研究;李炳一[20]对转炉生产高抗挤套管钢进行了实践;尹锡泉[21]研究了抗挤毁特殊通径套管的特性,分析了管坏加热、工艺参数调整和生产过程控制对套管性能的影响;田青超[16]分析了抗挤毁无缝钢管和焊接钢管生产的主要工艺流程;宓小川[22]采用Ti,Nb和V微合金化的Cr-Mo钢和斜轧工艺制造了宝钢超高抗挤套管,分析表明,以斜轧工艺生产的套管的织构能有效提高套管的抗挤性能。
1.3 力学性能
在对机理和工艺进行研究的同时,国内研究人员对高抗挤套管进行了实物试验及有限元分析等方面的研究。丁学光[23]通过对高抗挤套管的实物挤毁试验与有限元计算结果进行对比分析,认为套管的实际抗挤强度远小于理想状态的有限元计算值;刘斌[24]通过试验分析了从材料成分、尺寸精度、轧制、热处理工艺等方面提高套管抗挤毁性能的措施;王军[25]通过试验研究了SEW高抗挤套管的材料性能、尺寸精度、残余应力和抗外压挤毁性能;娄琦[26]对套管抗挤毁强度的主要影响因素进行了试验研究,认为通过控制椭圆度、几何尺寸、屈服强度及残余应力可提高套管的抗挤强度;孙永兴,林元华等人[27]用试验数据对比验证了 API TR 5C3:1994与 ISO 10400: 2007挤毁压力计算公式的精确性。
1.4 标准要求
在高抗挤套管开发利用的同时,国内制定了高抗挤套管的标准,使选型更加规范科学。与高抗挤套管产品相关的国内外标准有APISPEC5CT: 2011/ISO 11960,API TR 5C3:2008/ISO 10400: 2007,GB/T 19830—2011和Q/SY 1394—2011。其中API SPEC 5CT/ISO 11960是套管最基础的标准,GB/T 19830—2011等同采用 ISO 11960:2004,API TR 5C3/ISO 10400规定了套管的挤毁性能。中国石油天然气集团公司企业标准Q/SY 1394是高抗挤套管的补充技术条件,其对高抗挤套管的抗挤强度要求见表1[28]。在提高API标准中的夏比(V形缺口)冲击吸收能、尺寸公差等要求的同时,还明确规定了外径不圆度、壁厚不均度、残余应力、全尺寸外压挤毁试验的要求。

表1 高抗挤套管纯外压下最小抗挤强度
2 国内生产现状
20世纪90年代以后,我国油井管的生产能力逐年提高。通过近十多年的发展,高抗挤套管的生产能力有了显著提高,形成了多种类型的系列产品,满足国内塔里木、中原、四川等油田的需求,打破了国外著名企业对国内市场的垄断,并且批量出口美国、加拿大、非洲等国家和地区。表2所示为国内开发的高抗挤套管产品、厂家及钢级。

表2 我国高抗挤套管产品、厂家及钢级
宝钢从20世纪90年代起就开始研究抗挤毁套管,目前已开发出具有自主知识产权的超高抗挤、抗挤抗硫、抗挤耐热、HFW超高抗挤4个系列[16,29-30],可生产外径114.3~212.75 mm全API标准规格产品,并已在塔里木、中原、四川等油田推广使用,产品性能已达到国内外先进水平。天津钢管可生产14个钢级、外径114.3~339.7 mm,壁厚5.21~15.88 mm的几十种规格高抗挤套管[31-38],不仅在国内陆上及海上油田使用,而且已经大量出口到美国、加拿大、哈萨克斯坦、土库曼斯坦和伊朗等国家和地区。 包钢和江苏常宝均可生产高抗挤套管[44-47]。 由表 2可以看出,目前高抗挤套管仍以无缝管生产工艺为主,钢级已开发至1 103 MPa(160 ksi)。宝钢和宝鸡钢管两家公司开发了焊接高抗挤套管,其中宝鸡钢管采用HFW+热张力减径工艺 (简称“SEW”)开发了新型焊接套管。
3 国内产品性能
3.1 高抗挤套管(T/TT)
依据业内命名惯例,通常在代表钢级的数字后加后缀“T”或“TT”表示高抗挤套管,“T”代表高抗挤套管,“TT”代表比“T”高抗挤套管的抗挤强度更高的套管。表3所示为国内高抗挤套管的抗挤强度值。由表3可见,国内各公司高抗挤套管的实物抗挤强度不仅大幅超出API标准要求值,且满足了更严格的Q/SY 1394标准的要求。宝钢和宝鸡钢管生产的焊接高抗挤套管的抗挤强度优于同钢级同规格的无缝高抗挤套管。φ244.48 mm× 11.99 mm BG110ETT套管实物抗挤强度达到73.1MPa,分别超出API标准值和Q/SY 1394标准值的100.2%和43.6%,远优于该公司的无缝高抗挤套管。
3.2 抗挤抗硫套管(TS/TSS)
国内宝钢、天津钢管、攀成钢和西姆莱斯等公司具有批量生产抗挤抗硫套管的能力。宝钢提出通过合金化元素对钢表面腐蚀离子的靶向作用,改变抗挤抗硫套管用钢在硫化氢介质中电化学行为的设计理念,研究了抗挤抗硫套管3个阶段的腐蚀机制和特征,有效提高了抗硫性能。抗挤抗硫套管在硫化氢腐蚀介质中的电化学过程具有3个阶段的腐蚀特征:阶段Ⅰ为非晶态FeS形成阶段,阶段Ⅱ为动态腐蚀阶段,阶段Ⅲ为稳定腐蚀阶段。3个阶段生成不同的腐蚀膜,这种多层的腐蚀膜结构可以有效地阻碍溶质的扩散传递过程,因此腐蚀产物所引起的电化学行为的变化以及在此过程中形成的碳化物、氧化物以及盐类有效地提高了套管的抗硫性能。
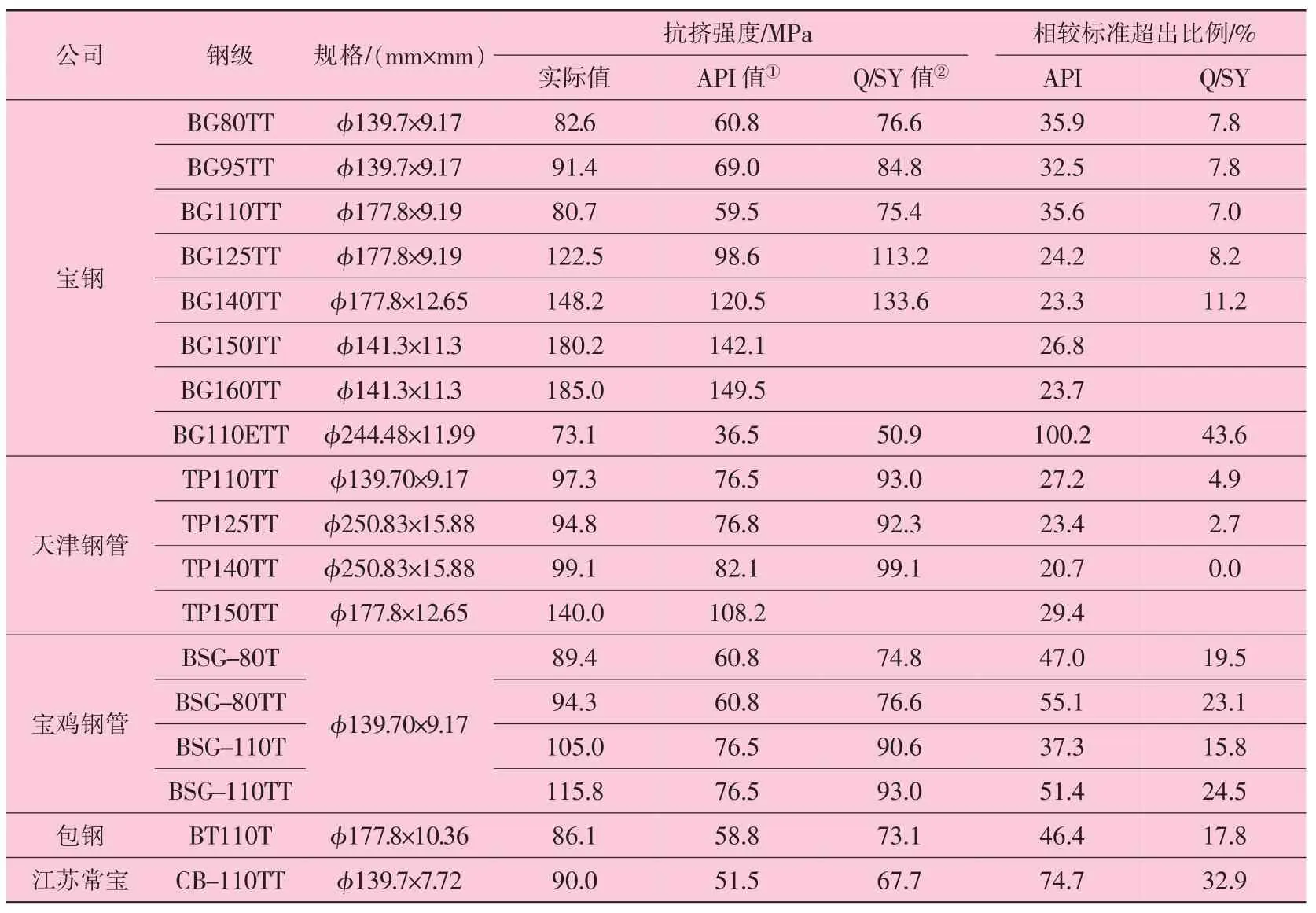
表3 国内高抗挤产品抗挤强度
宝钢和天钢抗挤抗硫套管抗挤性能分别见表4和表5,可见宝钢和天钢抗挤抗硫套管的抗挤强度均超出API要求。

表4 宝钢抗挤抗硫套管抗挤性能

表5 天津钢管抗挤抗硫套管抗挤性能
抗挤抗硫套管的抗硫化物应力腐蚀开裂性能按照NACE TM 0177试验A法执行,即在饱和H2S浓度下的B溶液中浸泡720 h不开裂。宝钢BG80TS、BG95TS加载85%SMYS(最小屈服强度)经720 h未发生断裂,BG110TS加载 80% SMYS(最小屈服强度)经720 h未发生断裂。天津钢管TP80TS加载85%SMYS(最小屈服强度)经720 h未发生断裂。
3.3 抗挤耐热套管(TH)
据公开资料显示,国内只有宝钢具有批量生产抗挤耐热套管的能力。宝钢抗挤耐热套管保证抗挤性能见表6,BG110TH套管实物性能见表7。从表7可知,宝钢BG110TH套管的耐高温性能良好,400℃以内材料强度在API标准相应的钢级范围内,300℃的性能较常规对应钢级产品提1倍以上,在500℃以后屈服强度和抗拉强度下降明显。
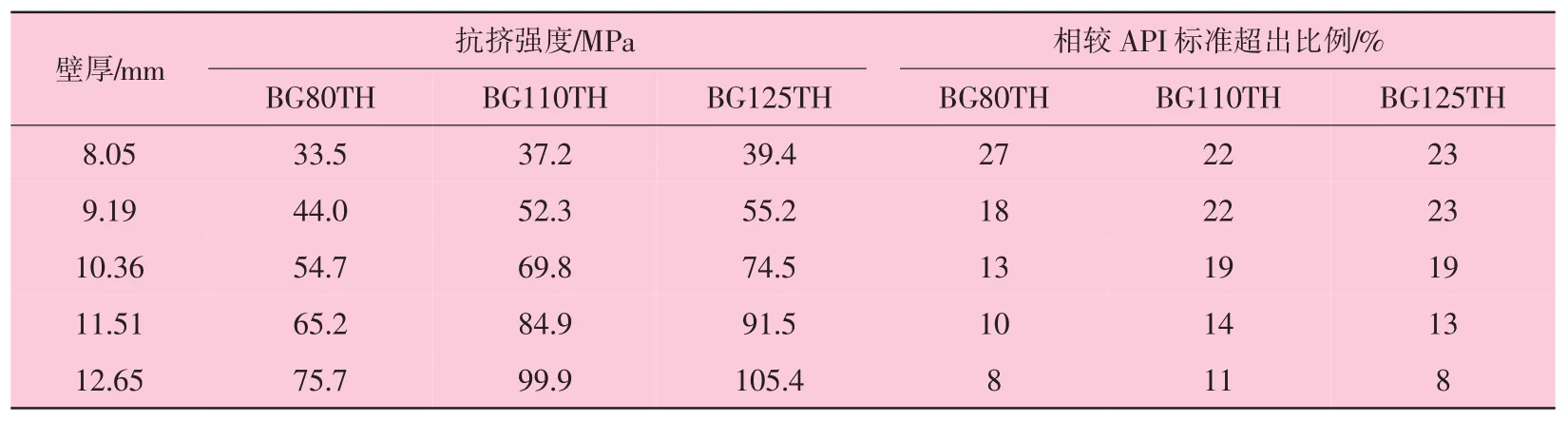
表6 宝钢抗挤耐热套管保证抗挤性能(φ177.8mm)
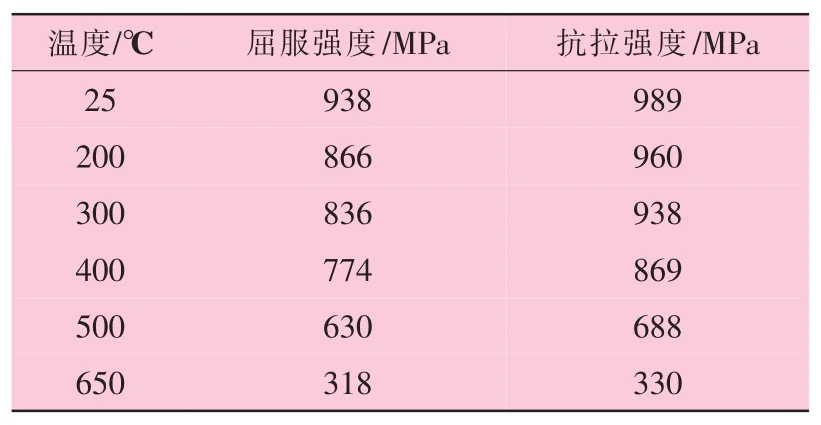
表7 宝钢BG110TH套管室温至650℃的力学性能
4 结论及建议
国内高抗挤套管的实物抗挤性能均大幅超出API值,且满足更严格的Q/SY 1394标准的要求。国内高抗挤套管以无缝钢管为主,且无缝高抗挤套管已经形成了较完善的产品系列。宝钢和宝鸡钢管生产的焊接高抗挤套管的抗挤性能优于同钢级同规格的无缝高抗挤套管,但产品品种较为单一,应充分利用焊管在壁厚均匀度、外径圆度、强韧性及价格等方面的优势,加大焊接高抗挤套管产品的开发力度。
此外,套管设计选用上,不仅考虑本身的质量性能,更要根据地质结构合理设计方案,充分考虑地质结构的适用性。油田可与套管生产企业建立联合开发机制,针对不同地质结构 “量身定做”更高钢级抗挤套管及抗挤抗硫、抗挤耐热等特殊套管产品发展,以满足目前国内油气田开发的需求。
[1]李鹤林,田伟.面向“十二五”的油井管[J].钢管2012, 41(1):1-6.
[2]李鹤林,张亚平,韩礼红.油井管发展动向及高性能油井管国产化(上)[J].钢管,2007,36(6):5-10.
[3]李鹤林,韩礼红,张文利.高性能油井管的需求与发展[J].钢管,2009,38(1):1-9.
[4]曾义金,刘建立.深井超深井钻井技术现状和发展趋势[J].石油钻探技术,2005,33(5):1-5.
[5]韩建增.套管抗挤强度研究[D].成都:西南石油学院,2001.
[6]孙永兴.油套管抗内压抗挤强度研究[D].成都:西南石油大学,2008.
[7]高智海.不均匀载荷对套管抗挤毁性能的影响[C]//第一届国际机械工程学术会议论文集.北京:机械工业出版社,2000.
[8]杨勇,张毅,高智海,等.国产高抗挤套管残余应力初探[J].焊管,1998,21(6):16-19.
[9]谢国民.套管缺陷及高抗挤套管抗挤强度研究[J].江汉石油科技,2005,15(3):28-32.
[10]胡文平,张来斌,樊建春.套管偏磨曲率对其抗挤毁强度影响的有限元分析[J].钻采工艺,2007,30(1):87-88.
[11]李平全.套管抗挤特性及高抗挤套管[J].钢管,2007,36(1):57-60.
[12]张建兵,刘歆,吕祥鸿.有限元计算套管抗挤强度几何建模参数讨论[J].石油机械,2009,37(10):69-72.
[13]臧勇,潘小川.油套管抗挤毁性能的有限元分析[J].北京科技大学学报,1997,19(4):386-389.
[14]臧勇,潘小川.油套管抗挤毁性能的初始后屈曲理论分析[J].北京科技大学学报,1997,19(3):291-294.
[15]高连新,常龙,韩建增,等.一种计算套管抗挤强度的新方法[J].石油机械,2007,35(10):40-42.
[16]田青超.抗挤毁套管产品开发理论和实践[M].北京:冶金工业出版社,2013.
[17]孙开明,李士琦,张传友,等.26CrMo4V钢高抗挤套管内折叠的分析和改进工艺措施[J].特殊钢,2008,29(6):31-33.
[18]王彩兰,贺景春,丰小冬.BT110T高抗挤毁石油套管热处理工艺研究[J].包钢科技,2011,37(1):20-22.
[19]张传友,章华明,刘江成,等.9 3/4"特殊通径高抗挤毁套管的开发[J].天津冶金,2008,149(5):21-24.
[20]李炳一,王永然,蔡振胜.转炉生产 P110级高抗挤毁石油套管钢 26CrMo4的实践[J].天津冶金,2012,153(1):4-6.
[21]尹锡泉,栗红民,高瑞全,等.抗挤毁套管通径工艺研究[J].天津冶金,2014,155(2):22-24.
[22]宓小川,董晓明,田青超.超高抗挤套管的织构研究[J].宝钢技术,2010(1):45-47.
[23]丁学光,史交齐.φ177.8 mm×9.19 mm P110高抗挤套管试验研究[J].焊管,2007,30(2):36-19.
[24]刘斌.P110抗挤毁套管的研究开发[D].长沙:中南大学,2007.
[25]王军,田晓龙,樊振兴,等.SEW高抗挤套管抗外压挤毁性能研究[J].钢管,2014,43(2):16-21.
[26]娄琦,张广路,张丹,等.套管抗挤毁强度主要影响因素试验研究[J].石油矿场机械,2012,41(6):38-42.
[27]孙永兴,林元华,施太和,等.对油气井油管、套管ISO新抗挤模型的研究[J].天然气工业,2009,29(12):32-34.
[28]Q/SY 1394,高抗挤套管[S].
[29]田青超.宝钢抗挤毁套管产品的技术特征[J].北京科技大学学报,2012,36(S1):25-27.
[30]田青超,董晓明,郭金宝.超高抗挤套管产品的研发[J].钢管,2008,37(6):32-36.
[31]李勤肖,肖功业,张传友.TP110TT高抗挤毁套管的开发[J].天津冶金,2005,125(1):19-21.
[32]王福祥,杨宝银,王华.TP150TT高强度高韧性抗挤毁套管研制开发[J].天津冶金,2011(1):19-21.
[33]宋明.TP130TT高抗挤套管的研制与应用[J].江汉石油学院学报,2002,24(2):88-90.
[34]张兆盈,张建设,田绍臣.TP130TT高抗挤套管研究与应用[J].石油钻探技术,2002,30(3):36-37.
[35]王惠斌,魏学志,徐尚义.抗挤毁套管TP80T研究[J].钢管,2001(S1):13-15.
[36]严泽生,孙开明.套管油管使用手册[M].北京:石油工业出版社,2011.
[37]张玉海.天钢80 ksi钢级抗硫抗挤毁石油套管钢的生产实践[J].天津冶金,2013(4):18-21.
[38]张传友,刘江成,章华明,等.特殊通径TP140TT高抗挤毁套管的开发[C]//第七届(2009)中国钢铁年会大会论文集(中).北京:冶金工业出版社,2009.
[39]毕宗岳,王军,韦奉.新型SEW-80TT高抗挤套管的性能试验研究[J].钢管,2013,42(1):29-33.
[40]毕宗岳,王军,韦奉,等.BSG-110TT高抗挤套管的开发[J].钢铁钒钛,2014,35(6):21-30.
[41]王军,毕宗岳,张峰,等.SEW高抗挤套管开发[J].焊管,2014,37(2):18-24.
[42]王军,毕宗岳,张峰,等.SEW-110T高抗挤石油套管试验研究[J].钢铁钒钛,2013,34(6):85-90.
[43]贺景春,井溢农,李晓.BT-110T高抗挤毁石油套管的研制[J].包钢科技,2008,34(4):45-48.
[44]贺景春,郭智韬,丰小冬.含稀土高抗挤毁石油套管的研制[J].稀土,2010,31(2):13-18.
[45]贺景春,郭兆成,李小龙.抗挤毁性能分析及高抗挤毁P110套管的设计[J].包钢科技,2006,32(增刊):55-58.
[46]汪勇,殷伟勤,吴跃泉,等.高抗挤石油套管CB-110TT的开发[J].金属材料与冶金工程,2009,37(6): 3-6.
Research on High Collapse Resistance Casing and Production Status in China
GAO Xia1,2,XIAO Guozhang2,GUAN Shanghu3,WANG Jun1,2
(1.Chinese National Engineering Research Center for Petroleum and Natural Gas Tubular Goods,Baoji 721008,Shaanxi,China;2.Steel Pipe Research Institute of Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China;
3.Tianshui Tianli Special Steel Pipe Co.,Ltd.,Tianshui 741020,Gansu,China)
As the exploitation difficulties of oil and gas wells increasing and underground environments become increasingly severe,it’s difficult for ordinary casings to meet the demands of high collapse resistance,domestic enterprises developed a series of high collapse casing products.In this article,it introduced casing failure mechanism,manufacturing process, mechanical performance and research status of relevant standards,also expounded domestic production status.At the same time,it emphatically introduced domestic high collapse resistance casing,collapse-resistance and sulfur-resistance casing, collapse-resistance and heat resistant casing from 4 aspects,including extrusion mechanism,production process,experimental study and standard establishment.Compared the performance of the enterprise products,and the development direction of high collapse casing was prospected.
casing;high collapse resistance;collapse-resistance and sulfur-resistance;collapse-resistance and heat resistant
TE931+.2
A
1001-3938(2015)08-0060-06
高 霞(1982—),女,陕西子洲人,硕士研究生,工程师,主要从事石油天然气工业油气输送和钻采用钢管及标准的研究工作。
2014-11-11
修改稿收稿时间:2015-07-05
张 歌
猜你喜欢
钢管(2023年4期)2023-10-16 12:12:04
宝钢技术(2021年6期)2022-01-19 10:44:54
云南化工(2021年10期)2021-12-21 07:33:34
中国特种设备安全(2021年5期)2021-11-06 05:09:42
海洋石油(2021年3期)2021-11-05 07:43:02
建材发展导向(2021年7期)2021-07-16 07:09:00
四川冶金(2020年3期)2020-02-19 22:14:17
现代冶金(2016年6期)2016-02-28 20:53:11
凿岩机械气动工具(2015年3期)2015-11-11 07:32:53
河南科技(2014年19期)2014-02-27 14:15:37