
Q690高强钢中厚板全熔透焊接工艺分析
2015-12-18 06:12:41贺继友李旭忠
焊管 2015年1期
孙 博,胡 新,贺继友,李旭忠
(宝鸡石油机械有限责任公司,陕西 宝鸡721000)
Q690高强钢中厚板全熔透焊接工艺分析
孙 博,胡 新,贺继友,李旭忠
(宝鸡石油机械有限责任公司,陕西 宝鸡721000)
针对新材料Q690低合金高强钢中厚板普遍存在的焊接冷热裂纹及淬硬倾向大、焊后残余应力高、氢致裂纹敏感性强的问题,通过研究MK·GHS70焊丝与Q690高强钢匹配性问题,包括进行焊前处理、控制预热温度及层间温度、减小焊接热输入及正确的焊后热处理形式,得出合理的焊接参数,并通过超声探伤及力学性能检验该工艺可行性。结果表明,Q690高强钢中厚板全熔透焊接工艺完全满足设计要求和生产需要,成功解决了中厚板全熔透焊接难题。此方法已经成功用在海洋平台吊机、海洋井架等设备,取得了良好效果。
焊接;Q690高强钢中厚板;焊接裂纹;焊接参数
0 前 言
近年来,随着石油钻机开采难度的增大,所需钻机对承载力及焊接质量要求也越来越高。目前焊接制造的发展方向主要是向高性能、高强度材料发展,进一步满足结构件的轻量化要求,同时又要提高冲击性能,对焊接接头的“强韧比”要求越来越高,高强钢(Q390/Q420/Q460/Q490/Q550/Q690/Q960 等)代替普通钢(Q235/Q345)是各种钢结构的发展趋势。但保证高强钢焊缝质量是焊接技术人员急需解决的技术难题,需要总结出合理的工艺措施才能得到高质量的焊接接头。
2 焊接工艺试验分析
2.1 试验材料及方法
2.1.1 试验材料
试验材料为Q690高强钢,其化学成分见表1,力学性能见表2。焊丝为φ1.2mm MK·GH S70,其化学成分见表3,力学性能见表4。笔者通过研究焊丝与Q690高强钢匹配问题,分析了焊前处理、焊接参数及焊后热处理对焊接接头质量的影响,以及低强匹配时焊接接头的显微组织及力学性能。

表1 Q690高强钢的主要化学成分 %

表2 Q690高强钢的力学性能

表3 MK·GHS70焊丝主要化学成分 %

表4 MK·GHS70焊丝的力学性能
2.1.2 试验方法
为了保证全熔透,Q690母材对接采用X形坡口;试样尺寸为660mm×180mm×40mm,焊后试样尺寸为660mm×360mm×40mm;坡口角度为60°。其工艺评定试样如图1所示。试验设备为NBC-500型气保焊机,试验保护气体为80%Ar+20%CO2,气体流量为18~20L/min; 焊接场地在车间,环境温度23~25℃。
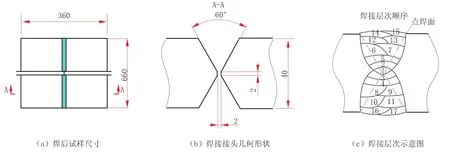
图1 工艺评定试样
2.2 焊接工艺分析
(1)用Pcm(冷裂纹敏感系数)判定Q690钢产生冷裂纹的敏感性,即

从计算结果可以看出,焊接时有明显的淬硬倾向,热影响区容易形成硬而脆的马氏体组织,塑性和韧性下降,冷裂纹倾向增加,因此焊接时需要较小的热输入,焊接热输入过高,会导致热影响区过热与脆化,使热影响区性能降低。
(2)根据国际焊接学会IIW 推荐的碳当量公式对CEIIW进行计算,即

从计算结果可以看出,CEIIW接近上限值0.49%,钢材易于淬硬,冷裂纹敏感性大,焊接性差,针对这种情况焊接时必须采取严格的工艺措施及较高的层间温度和焊后热处理,焊接前需预热。
(3)氢致裂纹是低合金结构钢焊接接头最危险的缺陷,为了防止产生裂纹,焊接过程中应该保持低氢条件。
综上所述,Q690高强钢中厚板焊接过程中具有明显的淬硬倾向,使得焊缝区及热影区塑韧性下降,同时氢致问题严重影响焊接质量。为防止裂纹的产生,需要在焊前预热的基础上保证层间温度及使用小的焊接热输入,并且在施焊后防止冷却过快形成马氏体组织,适度回火以保证焊缝的塑韧性。
2.3 现场工艺确定
2.3.1 焊前准备
(1)按工艺要求加工双边60°坡口,钝边厚度2mm,对Q690中厚板母材预制1°~3°反变形。
(2)清除坡口面和其他待焊接部位以及两侧70mm范围内的油污、铁锈等污物,直至露出金属光泽。
(3)加装工艺撑,减小变形。
2.3.2 焊接工艺
(1)焊前预热80~120℃。
(2)焊接过程保持层间温度120~200℃,采用较小焊接热输入进行施焊(见表5)。
(3)焊后及时用石棉被保温,防止冷速过快,以保证氢及时逸出,同时转入炉内加热至480℃,保温2h后随炉冷却至300℃后出炉空冷,以消除焊接残余应力。
(4)整个过程严禁用火调变形,防止对合金元素烧损造成强度减小,影响塑韧性。

表5 Q690高强钢中厚板焊接工艺规范
3 试验结果及分析
采用上述焊接工艺参数进行焊接后,对试件焊后48h按AWSD1.1《钢结构焊接规范》第6章进行超声波探伤检测,未发现超标缺陷,并进行了力学性能试验(见表6),各项性能指标均符合相关标准要求,且焊缝断面宏观腐蚀显示接头根部熔合良好,没有未熔合和未焊透等焊接缺陷(如图2所示),获得了满足设计要求的全熔透焊缝接头,充分证明以上焊接工艺是合理可行的。

图2 焊缝断面腐蚀后的宏观照片

表6 Q690高强钢力学性能试验结果
4 结 论
通过对Q690低合金高强钢材料焊接性分析,提出了合理的焊接工艺,并对所焊试件进行了工艺评定试验,试验结果合格,建议实际施焊过程中应注意以下几点:
(1)Q690低合金高强钢对氢及水汽较为敏感,建议施焊场地干燥无风,并在焊前对焊缝位置70mm范围内打磨至露出金属光泽。
(2)双面焊焊缝在背面清根后进行打磨,防止夹渣等缺陷,施焊前对工件进行整体预热,预热后温度不低于80℃。
(3)对于单面中厚板焊缝,在组装前进行预制反变形,减少焊接应力,焊后禁止加热调变及机械调变,防止内部出现裂纹及材料软化。
(4)焊接过程需保证层间温度大于预热温度以便于氢的逸出,焊速不宜过快,运弧适当,注意施焊角度,保证焊接电流不超过规范电流的±20A。
(5)焊后石棉被保温降低冷却速度,并及时进炉进行焊后热处理消除焊接应力。
[1] 李亚江,暴一品,蒋庆磊,等.Q690高强钢热影响区显微组织和性能分析研究[J].现代焊接,2011,102(06):11-14.
[2]金鹏,魏金山,杜全斌,等.液压支架用Q690高强钢焊接接头的强韧性匹配[J].热加工工艺,2013,17(11):23-26.
[3]娄宇航,肖红军,彭云,等.690MPa级低合金高强钢焊接接头组织性能[J].材料科学与工程,2012(02):16-18.
[4]许亚军.高强度结构钢的焊接性与液压支架结构强度的研究[D].北京:煤炭科学研究总院,2003.
[5]付转,张利民,武鸿谦.Q690高强板焊接工艺研究及应用[J].煤矿机械,2012,33(03):114-116.
[6]张虹,张炜星,方晨.调制型高强钢Q690中厚板的研制开发[J].材料热处理技术,2010,3(12):57-59.
[7]金鹏,魏金山,杜全斌,等.液压支架用Q690高强钢焊接接头的强韧性匹配[J].热加工工艺,2013,42(17):176-179.
[8]黄治军.高性能管线钢焊接性能及焊接材料研究[D].湖北:华中科技大学,2007:56-59.
[9]刘毅.Q550及Q690高强钢焊接接头裂纹及应力分析[D].山东:山东大学,2011:5-9.
[10]董现春,张焘,张立英,等.Q690CFD低碳贝氏体高强钢的焊接性能[J].机械工程材料,2010,34(08):68-71.
[11]陈延清.X80高钢级管线钢埋弧焊丝的研究[D].天津:天津大学,2010:20,23.
[12] BHOLE S D,NEMADEJ B,COLLINS L,et al.Effect of nickel and molybdenum additions on weld metal toughness in a aubmerged arc welded HSLA linepipe steel[J].JournalofMaterialsProcessingTechnology,2006,173:92-100.
[13]BOSE FILHO W W,CARVALHO A L M,STRANGWOOD M.Effects of alloying elements on the microstructure and inclusion formation in HSLA multipass welds[J].Materials Characterization,2007,52:29-39.
Analysis on Full Penetration Welding Process of Q690 High Strength Steel Plate with Moderate Thickness
SUN Bo,HU Xin,HE Jiyou,LI Xuzhong
(CNPC BaoJI Oilfield Machinery Co.,Ltd.,Baoji 721000,Shaanxi,China)
Aiming at some characteristics of new material grade Q690 moderate thickness steel plate with high strength and low alloy,such as cold and hot welding crack,big hardening tendency,high residual stress after welding,and strong hydrogen induced cracking sensitivity.By researching on MK·GHS70 welding wire matching with high strength Q690 steel,including prewelding treatment,controlling preheating temperature and interlayer temperature,reducing welding heat input and the right heat treatment after welding,to obtain reasonable welding parameters,and through ultrasonic flaw detection and mechanical performance inspection process feasibility.The results showed the full penetration welding process of high strength Q690 steel plate completely meet the requirements of design and production.It successfully solved the full penetration welding problem for steel plate moderate thickness.This method has been successfully adopted in offshore platform crane,marine derrick and other equipment,and achieved good results.
welding;Q690 high strength steel plate with moderate thickness;welding crack;welding parameter
TE973
B
1001-3938(2015)01-0059-04
孙 博(1985—),男,国际焊接工程师,主要从事钢结构制作及焊接工艺研究工作。
2014-09-03
李红丽
西气东输三线东段隧道全部贯通
2014年12月28日,西气东输三线(简称西三线)东段九龙江水下钻爆隧道顺利贯通。至此,西三线东段54座隧道全部贯通,未发生一起质量安全环保事故,为西三线东段按期建成投产奠定了基础。
西三线东段九龙江隧道穿越工程位于福建省漳州市芗城区浦南镇,穿越处江面宽约450m,穿越隧道全长1 096.5m,采用东西双向掘进的钻爆施工方案。
九龙江隧道东西岸围岩差异较大。东岸平巷为特殊复杂地质段,各风化层界面高低起伏较大,含水量大,裂隙发育,围岩无自稳能力;西岸平巷围岩为Ⅲ级微风化花岗岩,岩质坚硬,完整性好,爆破困难,外部环境复杂。为保证九龙江隧道施工安全,2013年4月工程开工以来,在管道建设项目经理部指挥下,各参建单位严格按照技术方案要求,加强过程管控。目前,九龙江隧道正在进行二衬施工,计划2015年3月交付敷管。
西三线是继西二线全线建成投产之后的又一条能源战略通道。西三线东段隧道工程2012年9月25日开工,共有54座隧道,其中控制性隧道16座。西三线东段沿线80%为山区、丘陵地貌,地形起伏较大,山高坡陡,管线穿越山体隧道、穿跨越大型河流众多,地质条件复杂,存在的自然灾害隐患较多。同时,需要避绕一些规划区、环境保护区、水源地和风景名胜区等环境敏感区,极大地增加了管道建设施工难度。
截至12月29日,西三线东段53座隧道已交付管道安装,其中48座隧道已完成管道安装。西三线东段工程已完成工程总量的64.8%。
(汪翰云 摘自中国石油网)
猜你喜欢
历史教学问题(2023年4期)2023-10-23 11:02:58
冶金设备(2021年2期)2021-07-21 08:44:18
建材发展导向(2021年9期)2021-07-16 07:10:58
新商务周刊(2019年10期)2019-12-21 07:51:05
震灾防御技术(2019年3期)2019-06-02 08:25:20
商品与质量(2019年38期)2019-04-18 11:37:12
汽车实用技术(2016年1期)2016-12-24 07:49:32
新疆钢铁(2016年3期)2016-02-28 19:18:54
天津冶金(2014年4期)2014-02-28 16:52:46
河南科技(2014年15期)2014-02-27 14:12:32
