
小直径HFW焊管内毛刺清除装置及故障处理
2015-12-18 06:12魏雪冬王润成王欣悦
焊管 2015年1期
魏雪冬,王润成,王欣悦
(张家口市宁远钢厂,河北 张家口075000)
小直径HFW焊管内毛刺清除装置及故障处理
魏雪冬,王润成,王欣悦
(张家口市宁远钢厂,河北 张家口075000)
简述了内毛刺清除刀杆优缺点,介绍了小直径HFW焊管内毛刺清除刀杆装置的构成及作用。重点分析了小直径HFW焊管生产过程中装置使用及内毛刺清除经常会发生的问题,例如焊接速度慢、焊缝集焊瘤、崩刀、内毛刺残余高度超标、内毛刺刮削呈鱼鳞形状或螺旋状、内毛刺刮偏等常见问题,并根据实际情况对原有设备进行了改进,并提出一些解决措施,以便于国内小直径HFW焊管厂家在实际生产过程中做参考。
HFW焊管;内毛刺;内毛刺刀杆;内毛刺刀
0 前 言
小直径HFW直缝电阻焊管因壁厚均匀、椭圆度好、成本较低等优点,已在石油、化工、汽车及建筑等行业广泛使用[1-4]。内毛刺清除是生产HFW直缝电阻焊管所必需的工序,石油、天然气、化工、水煤浆、精密高强度结构用焊管(如油缸、气缸用管)、内衬塑料的钢塑复合管等均要求清除内毛刺[3-10]。
在HFW焊管生产中,内毛刺清除一直是较难解决的问题,特别是小直径焊管,其较大中直径焊管更容易出现内毛刺刮偏、过量或过小及刮不干净等问题,严重影响内毛刺的刮削质量和焊管品质。笔者通过简单介绍内毛刺刀杆类型及小直径HFW刀杆结构,根据生产实践提出了小直径HFW焊管内毛刺清除常见问题及其解决方法。
1 内毛刺清除刀杆的种类
内毛刺清除刀杆的类型有3种:机械式内毛刺清除刀杆,气动式内毛刺清除刀杆以及液压式内毛刺清除刀杆。
(1)机械内毛刺清除刀杆。该类型刀杆的下辊有可调整的顶丝固定高低,其中在清除规格为φ76~114mm钢管内毛刺时需要机械刀杆加缓冲弹簧。该类型刀杆优点:尺寸固定,结构简单,维修方便。缺点:内毛刺清除不稳,兼容性差。内毛刺清除精度要求不高的产品,清除后钢管强度低。
(2)气动内毛刺清除刀杆。该类型刀杆的下辊用可调节的气压控制,在进行内毛刺清除时较为稳定,且结构简单,维修方便,适用于内毛刺清除精度要求较高的产品。但其具有兼容性差的缺点,同时由于气压的限制不能清除高强度钢管。
(3)液压内毛刺清除刀杆。该类型刀杆的下辊用可调节的油压控制,因此其工作稳定性好,适用于清除内毛刺精度要求高的钢管和精密管、高强度的钢管。但其结构复杂,刀杆加工制作要求高。
2 小直径HFW焊管液压内毛刺清除装置结构
张家口市宁远钢厂根据自身生产小直径焊管的需要,设计改造了内毛刺清除装置。该装置主要由4部分构成:内毛刺清除刀杆、刀杆固定调整装置、液压站以及连接装置。其中刀具架、阻抗器架采用不锈钢,经特殊的热处理后,具有强度高、耐高温、耐腐蚀、抗磁场、加工后形状尺寸在高温工作时变形小、稳定性强的特性。
2.1 内毛刺清除刀杆的组成
内毛刺清除刀杆由可调整上辊、刀头、刀具架、下辊、油缸、阻抗器、连轴以及固定板组成的,其结构如图1所示。
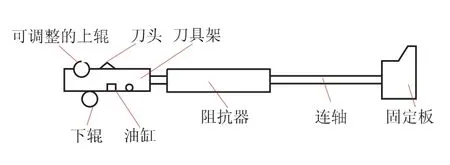
图1 小直径HFW直缝焊管内毛刺刮削机构示意图
内毛刺刀杆工作过程:调整好刀头与上辊的相对位置,它们之间的相对位置可确定清除内毛刺的多少。把调整好的刀杆放入钢管内,刀杆末端固定板固定在调整装置上。内毛刺环形刀位于管内外毛刺刨刀附近。由液压站提供的压力油通过油管进入刀具架垂直升降的油缸,把油缸顶出,油缸把下辊架顶出,刀具架升起,内毛刺环形刀刃切入连续移动的钢管高温内焊筋中,把内焊筋切掉。
2.2 刀杆固定调整装置
该部分的作用是将位于固定刀杆末端固定板牢牢固定在机架上,防止生产时固定板松动。该装置包括旋转和升降两部分,旋转部分通过手柄旋转,使刀杆绕管子中心可以±15°转动,对准焊缝切削毛刺;升降部分可使刀杆处于合理的高度位置,以适合于各种规格尺寸钢管的位置。
2.3 液压站
液压站的作用是为刀杆提供稳定持久的工作压力。刀杆的工作压力根据生产钢管的材质不同而变化(见表1)。油的压力调整范围为4~12.5MPa。根据钢管的壁厚强度、内毛刺的大小来调整油的压力使清除的内焊缝在标准范围内。
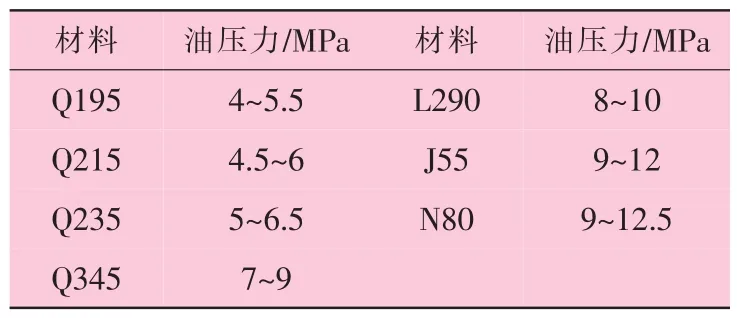
表1 不同材质钢管清除毛刺时所需压力范围
2.4 连接装置
该部分的作用将刀架和固定装置连成一体。包括阻抗器、连接管(杆)、冷却分流器以及偏心联结套等,同样使刀架处于正常工作位置。
3 内毛刺清除时常见问题及处理
3.1 输出功率过大
因小直径HFW焊管本身管径限制,内装刀杆会使磁棒的截面积受限,造成焊接速度低,输出功率过大。
解决方法:①在空间允许的情况下尽量选择直径较大的磁棒;②磁棒端头与挤压辊中心对齐;③磁棒与管子之间隙尽可能小,控制在5~15mm;④选择居里点温度高的磁棒;⑤采用外加磁棒;⑥磁棒增加冷却水的压力降低温度;⑦合理选择磁棒长度和感应圈的圈数(一般在2~5圈);⑧合理选择开口角,开口角越小邻近效应和趋肤效应越强烈;⑨合理选择感应圈与挤压辊中心的距离(越近越好),感应圈与管子之间的间隙越小越好,最佳为5~8mm;⑩合理选择固态高频的频率;⑪冷却水不要直接浇到焊缝;⑫焊缝最好采用惰性气体冷却。
3.2 焊缝集焊瘤
在生产壁厚6~14mm钢管时,由于焊速低、带钢断面融化慢,会出现带钢边缘尖角边先熔化而中间未熔化的现象,从而产生阶梯温度,使带钢边缘尖角的高温熔化金属流至磁棒端头挤压辊中心处瞬间产生焊瘤。
解决方法:①将磁棒冷却水压力增加1MPa,将磁棒端头焊瘤冲走;②在磁棒端头加水平压缩空气管吹焊瘤;③磁棒端头不要安放在挤压辊中心,应将安放位置后撤20~30mm;④机组运行后,待车速和焊接温度稳定后再升起刀杆开始清除内毛刺;⑤采用半熔化焊接减少熔化金属渣的产生;⑥采用固态高频较低频率焊接,可提供稳定的频率和输出功率;⑦适当加大开口角即把导向片的宽度加宽,减小熔化金属在挤压辊中心前汇合,使带钢接近挤压辊中汇合;⑧适当增加磁棒与管子的间隙,保持在15~20mm;⑨可提高焊速,降低金属飞溅,避免焊瘤的产生。
3.3 内毛刺环形刀崩刀
内毛刺环形刀最佳的工作温度650~900℃,但因多种原因导致内毛刺环形刀崩刀。以下是常见的几种情况。
(1)过带钢接头崩刀。带钢对焊的焊接接头在成型时会出现凹凸变形,其在通过挤压辊时会出现崩刀。
解决方法:①大直径管过带钢对焊接头时及时把刀杆降下,带钢对焊接头过后再把刀杆升起;②小直径管φ89mm以下的管,带钢对焊接头必须把焊口磨平处理,以减少崩刀。
(2)带钢边缘起鼓包、带钢边缘有缺陷崩刀。
解决方法:①带钢边缘起鼓包生产管壁薄时出现,成型机未调整好、调整成型机把鼓包消除即可;②把带钢边缘有缺陷的部分不清内毛刺即刀杆降下。
(3)生产φ76mm以下的小直径管时易崩刀。因为小直径管内充满冷却水,焊缝快速冷却易引起崩刀。
解决方法:①合理控制冷却水避免焊缝冷却快;②在焊接区域内部加吹风管使冷却水与焊接区隔离并加大冷却水的流速、提高车速等减少崩刀。
(4)开车刚起动时,由于起刀太快,容易产生崩刀。
解决方法:调整减压阀起刀时间为5s以内(即较慢起刀),落刀时间为2s(即快速落刀)。
3.4 内毛刺残余高度超标
在生产中,小直径HFW焊管内毛刺清除后钢管内容易残留有凸痕,如图2所示。这种问题往往是因为毛刺刀刮不到位,或毛刺刀调整不到位造成的。

图2 内毛刺清除不干净
解决方法:应重新调整毛刺刀,若是刀刃磨损,还应重新磨刀。采用油缸进刀时,若是油缸活塞升不到位,密封圈损坏,则应更换优质氟橡胶密封圈;若是油质较差,则应更换耐高温油;检查油压及油泵站运转是否正常。
3.5 焊缝呈桃形状
在φ165mm规格以下钢管焊接后焊缝呈“桃”形状存在,如图3所示。
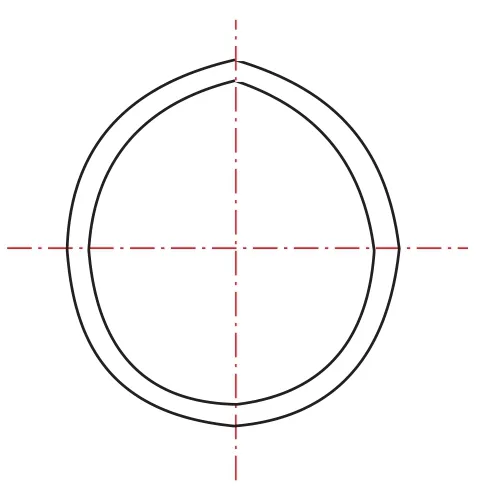
图3 焊缝部位“桃”形口
解决方法:采用四辊挤压或三辊挤压形式,当生产壁厚4~14mm钢管时,首架变形辊应使带钢边缘变形充分,挤压辊后管坯成扁椭圆,使带钢边缘实现水平对接焊接。当生产壁厚0.4~2mm钢管,首架变形辊应使带钢边缘充分变形,6架带导向片处成型底弧立椭圆,7架、8架带导向片处成型底弧平椭圆;采用两辊挤压时,挤压辊后管坯圆弧为平椭圆。
3.6 刀杆升不起来刮不到毛刺
产生原因:下辊架有金属氧化铁渣卡死无法起落。
解决方法:①清理下辊架或更换新下辊架使其灵活起落;②检查液压系统、油管、溢流阀是否堵了不通油,换向阀是否换向,液压泵是否工作等。
若在上述两项完全正常的情况下,刀杆仍无法升起,刮不到毛刺。产生这样问题的主要原因:①导向片外径太大顶住刀杆使刀杆无法升起到位。解决方法:减小导向片外径;②末端固定在调整装置上的固定板向上提起的太高。解决方法:把调整装置上的固定板降到合理的位置。
3.7 内毛刺刮削呈周期性、鱼鳞状及螺旋状等形状
内毛刺刮削呈周期性变化,产生该问题的原因:①下辊轮中间凹槽处粘有铁瘤,使下辊轮转动时周期性高低跳动;②溢流阀和液压泵坏使压力周期性变化。解决方法:更换下辊;更换新溢流阀和液压泵。
刮削的内毛刺呈鱼鳞状,产生该问题的原因:①下辊轮外圆磨有平面。解决更换新下辊轮;②液压的压力在±0.2MPa之间变化。解决更换新溢流阀。
刮出内毛刺形状呈螺旋状或塔螺旋状,产生该问题的原因:①焊缝向一侧偏转、带钢镰刀弯大。解决方法:调整定径机左右牌坊架平辊支撑的上辊的压力使焊缝强制扭正;②焊缝左右摆动,带钢镰刀弯大,特别是带钢头尾部严重波浪弯。解决方法:提高带钢质量减少镰刀弯和波浪弯。
3.8 内毛刺刮偏
在实际生产过程中内毛刺刮偏(如图4所示)的现象比较普遍,产生该问题的主要原因:①由于芯棒的中心位置偏离焊缝所致,或焊缝左右高低不平(如图5所示)。解决方法:可以通过连接板的调整螺栓对芯棒位置进行调节,直到刮偏现象消失为止;②因芯棒所处工作环境温度高,冷却较差芯棒发生变形造成刮偏,则需要对芯棒进行校直,并对芯棒冷却系统进行处理,直到符合生产要求为止;③因外焊缝毛刺刀可在操作人员调整下刮平,而焊缝左右不平,导致内焊缝恰好刮不平。解决方法:要以管子内焊缝平为准,调整焊接挤压辊使内焊缝平。但生产中经常出现内毛刺刮偏两侧间断性偏移现象,其有两种原因:一种情况是芯棒支撑轮与管壁接触不好,导致芯棒带动刀头发生摆动;另一种常见情况是芯棒连接板锁紧螺母发生松动,从而造成两侧间断性的偏移。可以通过调整刀头和支撑轮的相对高度来解决;对锁紧螺母重新锁紧。
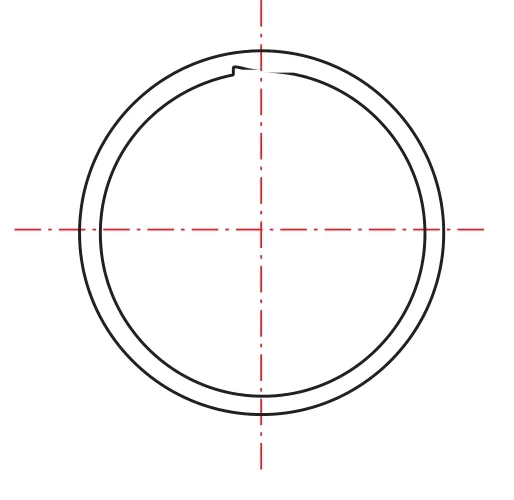
图4 内毛刺刮偏示意图
图5 焊缝左右高低不平
3.9 其他问题及处理
当生产φ42mm壁厚1.5~3.5mm以下的小直径焊管时,因带钢为纵切带,且由于轧辊孔形设计按常规设计,因此在焊接时产生正反V形对焊,会使内毛刺大小不均,内毛刺刮削质量不好。解决方法:轧辊孔形设计要采用多半径,第6架带导向片设计为立椭圆,第7架、8架设计为平椭圆。同时生产调整中,采用两辊挤压时可把挤压辊上拉杆调紧而下轴拉杆调松,从而使内毛刺稳定均匀。
4 结 语
小直径HFW焊管内毛刺清除是高品质小直径焊管生产的关键工序。但生产过程中装置使用及内毛刺清除经常会发生焊接速度慢、焊缝集焊瘤、崩刀、内毛刺残余高度超标、内毛刺刮削呈鱼鳞状或螺旋状、内毛刺刮偏等问题,影响到焊管的质量及正常生产。因而不管出现这些问题是何原因,都应该根据具体问题进行针对性的分析,采取相应的解决措施,从而生产出高品质的小直径焊管产品。
[1]彭在美,窦树柏.试论我国高品质ERW焊管发展的技术路线[J].钢管,2008(03):9-12.
[2]雷建德.提高高频直缝焊管内毛刺清除质量的措施[J].钢管,2005(04):17-20.
[3]吴凤梧.国外高频直缝焊管生产[M].北京:冶金工业出版社,1985.
[4]刘志俭.ERW直缝焊管内毛刺清除装置的发展[J].钢管,2006(03):7-12.
[5]刘克璋.国外直缝焊管毛刺清除技术与设备[J].重型机械,1980(08):27-41,57.
[6]陈静刚.机械式直缝焊管内毛刺清除装置[J].机械制造与自动化,2006(02):70-71,74.
[7]于波,于影,于华艳.焊管去内毛刺方法与装置的研究[J].佳木斯大学学报(自然科学版),2007(05):637-640.
[8]陈克法,杨力学,徐庆利,等.三辊浮动式刀除内毛刺装置[J].鞍钢技术,1986(01):45-48.
[9]朱春华,魏雪冬,刘春东.高频焊管内毛刺刀杆的国产化及不锈钢刀具架的焊接[J].焊接技术,2009(06):29-30.
[10]于波.新型直缝焊管内毛刺清除装置的研究[J].现代制造技术与装备,2011(05):21-24.
Inner Burr Removing Device of Small Diameter HFW Pipe and Its Troubleshooting
WEI Xuedong,WANG Runcheng,WANG Xinyue
(Zhangjiakou Ningyuan Steel Works,Zhangjiakou 075000,Hebei,China)
The advantages and disadvantages of the inner burr removing cutter arbor for small diameter HFW pipe were described briefly,and the equipment configuration and function were introduced.It focused on the analysis of some problems often encountered in the use of online production device and small diameter HFW pipe inner burr removing process,such as slow welding speed,weld flash,tipping,the burr height exceeding the standard residual inside burr,inner burr scraping in fish scale shape or spiral shape,inner burr scraping partial.According to the actual condition,some feasibility measures were put forward in order to make reference to domestic small diameter HFW pipe manufacturers in the actual production process.
HFW pipe;inner burr;inner burr cutter arbor;inner burr cutter
TE973
B
1001-3938(2015)01-0054-05
魏雪冬(1960—),男,工程师,主要从事焊管设备机械设计工作。
2014-09-15
张 歌
欢迎订阅《焊管》期刊
《焊管》创刊于1978年,是中国焊管行业唯一国内外公开发行的技术期刊。是全国优秀石油科技期刊、陕西省优秀科技期刊; 《中国科技论文统计源期刊(中国科技核心期刊)》、 《中国科学引文数据库》来源期刊、 《中国学术期刊综合评价数据库》统计源期刊,《中国期刊全文数据库》、 《中国期刊网》、 《中国学术期刊(光盘版)》、 《中国石油文摘》等多家著名数据库收录期刊。 《焊管》主要报道与焊管生产有关的新材料的开发应用、成型工艺与设备、焊接工艺与设备、无损检测技术、自动控制技术、防腐工艺与设备、安全与环保等方面的技术信息与技术成果。主要栏目有:综述、试验与研究、工艺与设备、应用与开发、经验交流、标准化、安全与环保、国外焊管、行业动态等。 《焊管》是焊接钢管科研单位、生产企业以及与之配套的设备生产企业、辅助设备生产企业的领导、科研人员、技术人员及操作维护人员的必读刊物,同时也是有关行业设计人员的重要参考资料。
《焊管》期刊为月刊,大16开本,全彩印刷,每月28日出版,刊登彩色广告。国内统一刊号:CN61—1160/TE,国际标准连续出版刊物号:ISSN1001—3938。邮发代号:52—89,每期定价18元,全国各地邮局均可订阅。如因故漏订,可直接与《焊管》期刊社联系补订。
欢迎制管行业及相关的企业刊登广告,我们愿与您携手合作,利用《焊管》媒体强大的宣传优势,为您的产品提供最优质的宣传服务。
《焊管》期刊网站:http://www.hgqks.com 通讯地址:陕西省宝鸡市姜谭路10号 邮编:721008
传 真:(0917)3398448 3398452 E-mail:hgqks@vip.163.com
编辑部电话:(0917)3398448 3398400 广告部电话:(0917)3398447 3398320
猜你喜欢
建材发展导向(2021年22期)2022-01-18
建材发展导向(2021年10期)2021-07-16
中国金属通报(2021年6期)2021-07-01
装备制造技术(2020年4期)2020-12-25
中国设备工程(2020年18期)2020-09-22
装备制造技术(2019年12期)2019-12-25
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年10期)2017-11-28
五邑大学学报(自然科学版)(2016年1期)2016-10-19
组合机床与自动化加工技术(2014年12期)2014-03-01
