切削锅炉烟管用片刀刀杆设计理论计算
2020-09-22 10:30王凯军曹治明赵玉记
中国设备工程 2020年18期
王凯军,曹治明,赵玉记
(河南省锅炉压力容器安全检测研究院新乡分院,河南 新乡 453003)
1 概述
在锅炉制造过程中,为了保证制造效率,烟管与管板通常采用粗装备,也就是烟管伸出管板长度远大于标准要求。这就要求在烟管与管板焊接完成后,还需通过片刀把过长的烟管管端削短到符合标准《锅壳锅炉》GB/T16508-2013 的要求,这就需要用切削片刀来完成。片刀主要由四部分组成:刀杆、切削用刀、丝堵、滚动轴承(如图1)。片刀的制作主要由使用单位自己制造,大多无理论计算,这就导致在使用中片刀刀杆极易产生问题。常见问题有:(1)强度不足导致刀杆断裂;(2)刀杆刚度不足导致所切削的烟管端头偏斜,达不到标准要求。
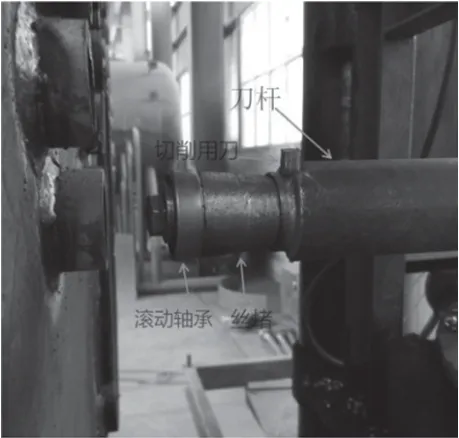
图1
2 存在问题分析
2.1 刀杆强度不足
刀杆强度不足会导致刀杆断裂。刀杆一端与电机相连,另一端承载片刀,由电机提供切削动力。在切削过程中由于切削阻力的作用,在刀杆两端出现大小相等方向相反的一对力偶。所受力偶及扭矩如图2 所示。
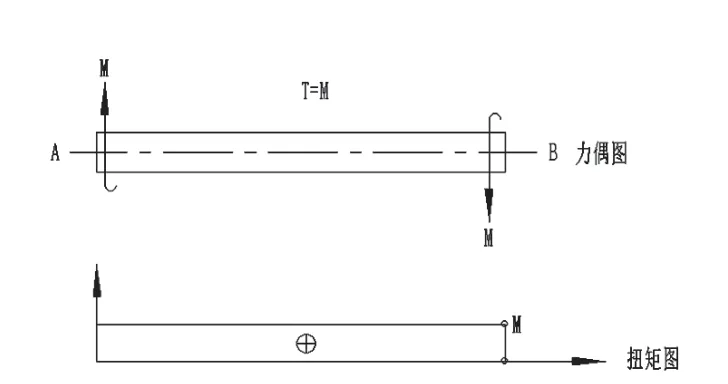
图2
由图2 可知,刀杆端面承受扭转切应力。根据剪切胡克定律可知,在剪切比例极限内,切应力与切应变成正比,所以在横截面ρ 处的切应力为:

通过式(1)我们可以知道扭转切应力沿截面径向线性变化。刀杆通常采用实心圆轴,其扭转切应力分布如图3。通过图3 我们可以知道实心圆轴的最大扭转切应力在轴断面的最大半径处。
最大扭转切应力τmax 不得超过材料的扭转需用切应力[τ],一旦超过则刀杆的强度就无法保证,切削过程中刀杆就有可能断裂飞出,导致生产停滞,甚至会造成人身伤害。
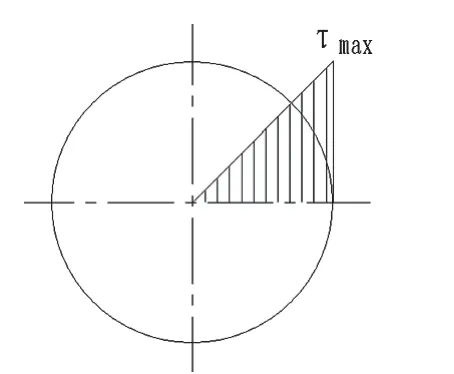
图3
2.2 刀杆刚度不足
刀杆刚度不足导致在切削过程中易造成烟管管端伸出长度偏斜,也就是管端不是一个平面,而是一个斜面。这就造成加工不美观,给人以粗制滥造的感觉;并且若偏斜过大,就只能保证管端一侧距管板距离能满足标准要求,再切削就有可能切去角焊缝导致焊角高度达不到要求。
3 问题对策
3.1 刀杆断裂对策
解决刀杆断裂问题的关键在于解决刀杆强度,由于我们通常采用的是等截面实心轴,故刀杆强度应满足以下计算条件:

式中,τmax为最大扭转切应力;Tmax为最大扭矩;Wp抗扭截面系数;[ ]τ为扭转许用应力。
对塑性材料[ ]τ=(0.5 ~0.6)[ ]σ,[ ]σ为材料许用应力。通过图2 可知:

式中, {}p为发动机输入功率,kW; {}n为轴的转速,r/min。

式中,d为实心轴圆截面直径。
实心圆轴直径d应满足以下条件:

通过以上公式我们可以知道,选刀杆时首先通过式(5)计算出实心圆轴的最小直径d,实际选取的实心圆轴直径d0≥d。然后把实际所选取的实心轴圆截面直径d0带入式(4)求出抗扭截面系数Wp,通过式(2)求出最大扭矩切应力并与所选刀杆材料的扭转许用应力进行比较,若满足则所选轴满足强度要求。
3.2 刀杆刚度不足对策

式中,θ为单位长度内的扭转角;T为扭矩;G切变模量;钢的切变模量G=75 ~80实心圆截面极惯性矩;[ ]θ单位长度许用扭转角,一般为。

式中,d为实心圆轴直径。
在运用中,依据式(5)计算出实心圆轴的最小直径d,实际选取的实心圆轴直径d0≥d,把d0带入式(7)求出极惯性矩Ip。在通过式(6)计算出单位长度内的扭转角θ,若满足θ≤[ ]θ,则选取的实心圆轴直径d0能满足刀杆的刚度要求。
通过对刀杆强度与刚度的理论计算,更加合理地来选取片刀刀杆,最大程度地保证片刀刀杆的使用安全性及实效性。
猜你喜欢
云南化工(2022年5期)2023-01-15
设备管理与维修(2022年1期)2022-03-10
化工设备与管道(2021年4期)2022-01-19
科技研究·理论版(2021年15期)2021-12-12
化工机械(2021年2期)2021-05-18
化工机械(2020年5期)2020-11-14
河南科学(2020年3期)2020-06-02
中文信息(2019年10期)2019-10-21
信息化建设(2019年7期)2019-09-18
消费电子(2017年1期)2017-02-16