
20钢玻璃内衬防腐管与304不锈钢管对接工艺分析
2015-12-18 07:35赵泽敬赵志彬毛习飞王志文
焊管 2015年5期
赵泽敬,赵志彬,毛习飞,王志文
(中国石油大学(华东)机电工程学院,山东 青岛 266580)
20钢玻璃内衬防腐管与304不锈钢管对接工艺分析
赵泽敬,赵志彬,毛习飞,王志文
(中国石油大学(华东)机电工程学院,山东 青岛 266580)
对于20钢玻璃内衬防腐管与304不锈钢钢管对接选用和耐蚀堆焊层相同的材料AT-ERNi625焊丝进行打底,填充盖面分别选择了AT-ERNi625焊丝和304焊丝,采用拉伸、弯曲试验、显微硬度试验测试焊接接头力学性能;通过扫描电镜、光学显微镜对焊缝断口及显微组织进行分析。结果表明,焊缝抗拉强度大于20钢抗拉强度,其显微硬度从母材到焊缝,从盖面层到打底层都呈现下降趋势,其力学性能满足使用要求;在母材20钢一侧出现了脱碳层,焊缝一侧出现增碳层,焊缝中的组织主要是少量的针状铁素体和奥氏体。
焊接;玻璃内衬防腐管;力学性能;显微组织
0 前 言
玻璃内衬防腐管是以钢管为基材,用搪瓷釉经过高温烧制,使之与钢管内壁紧密结合在一起而形成的,具有玻璃优良的化学性能和钢管优良的力学性能[1]。内衬玻璃层能提高管道内表面光滑度,降低管道摩擦阻力,提高管内流体的流速;改善表面的润湿性,使其亲水憎油,阻止石蜡沉积,改善管道流体流动性能;传热系数小,减少流体热损失和流体温降;从根本上解决金属与H2S和CO2等介质接触而引发的多种腐蚀问题,延长管道使用寿命。因此,玻璃内衬防腐管可广泛应用于化工物质输送,油井防磨等领域。但玻璃内衬防腐管直接对焊,易引起内衬玻璃层熔化,使焊接接头部位耐蚀性大为降低[2]。基于大量不锈钢和低合金钢异种钢焊接研究[3-6],本研究拟在小直径玻璃内衬防腐管对接部位首先堆焊一层耐蚀合金,然后再进行对焊的工艺对玻璃内衬管进行焊接,研究焊接材料对接头组织和性能的影响。研究结果将为玻璃内衬防腐管焊接材料的选择、焊接工艺的制定提供理论支持和技术保障。
1 试验材料及方法
试验用20钢玻璃内衬防腐管以及304不锈钢管的规格均为φ76 mm×6 mm,其化学成分见表1。为了防止焊接过程中20钢玻璃内衬防腐管的管口部位玻璃层熔化,焊接前用TIG焊将AT-ERNi625堆焊于其管口内壁,然后在20钢管内壁全部搪上玻璃,再与304不锈钢管进行对接焊。根据实际测量的焊接过程中管口玻璃层的熔化宽度,考虑到安全裕量,堆焊层宽度约为40 mm。20钢玻璃内衬防腐管与304不锈钢管对接焊采用的坡口形式如图1所示。鉴于20钢玻璃内衬防腐管的耐蚀性要求,选用和耐蚀堆焊层相同的材料AT-ERNi625焊丝进行打底,填充盖面选择AT-ERNi625焊丝和304焊丝作为对比[7-9]。所用焊接材料的化学成分见表1。
焊接后,通过对焊接接头进行拉伸及弯曲试验评定接头的力学性能,用维氏硬度计测试硬度,光学显微镜观察显微组织,扫描电镜分析冲击断口形貌,电子探针分析化学成分分布。

表1 钢管及焊接材料的化学成分 %

图1 坡口形式
2 试验结果与分析
2.1 焊接接头的力学性能
拉伸和弯曲试验结果见表2。由表可知,选用Ni625焊材所焊接头的强度大于Ni625/304焊材所焊接头,但均大于20钢管的最小抗拉强度410 MPa,焊接接头合格。另外,选用Ni625和Ni625/304焊材所得接头的面弯和背弯试验经180°弯曲,未发现裂纹,表明接头质量满足标准要求。
2.2 焊接接头组织分析
由焊缝显微组织分析可知,Ni625和304焊材形成的焊缝组织主要是少量的针状铁素体和奥氏体[10],焊缝中未出现气孔、裂纹、夹杂等缺陷。焊缝中焊材的镍含量很高,镍是扩大奥氏体相区的元素,因此焊缝中的组织主要是奥氏体。奥氏体组织能提高焊缝的耐蚀性能、增强焊缝的抗裂能力。针状铁素体取向自由,为大角度晶界,可以有效阻止裂纹扩展,同时含有大量的位错,所以,焊缝组织能有效抑制焊缝区显微裂纹的产生和扩展。
从图 2(a)、图 2(b)可知,在 20 钢一侧出现了脱碳层,在焊缝侧出现了增碳层,出现这种情况的可能原因是:在高温下碳在α-Fe中的扩散能力比在γ-Fe中大得多,C很难跨过奥氏体/类马氏体焊接边界向焊缝内作长程扩散。因此,在焊缝冷却过程中,珠光体中的C会向奥氏体中扩散。由图2(c)发现,焊缝与304母材之间没有出现脱碳层和增碳层,这是由于焊材与母材中C含量都很少,合金元素含量较多,C在两者之间的化学势低。所以,C没有产生明显的扩散。

表2 力学性能试验结果
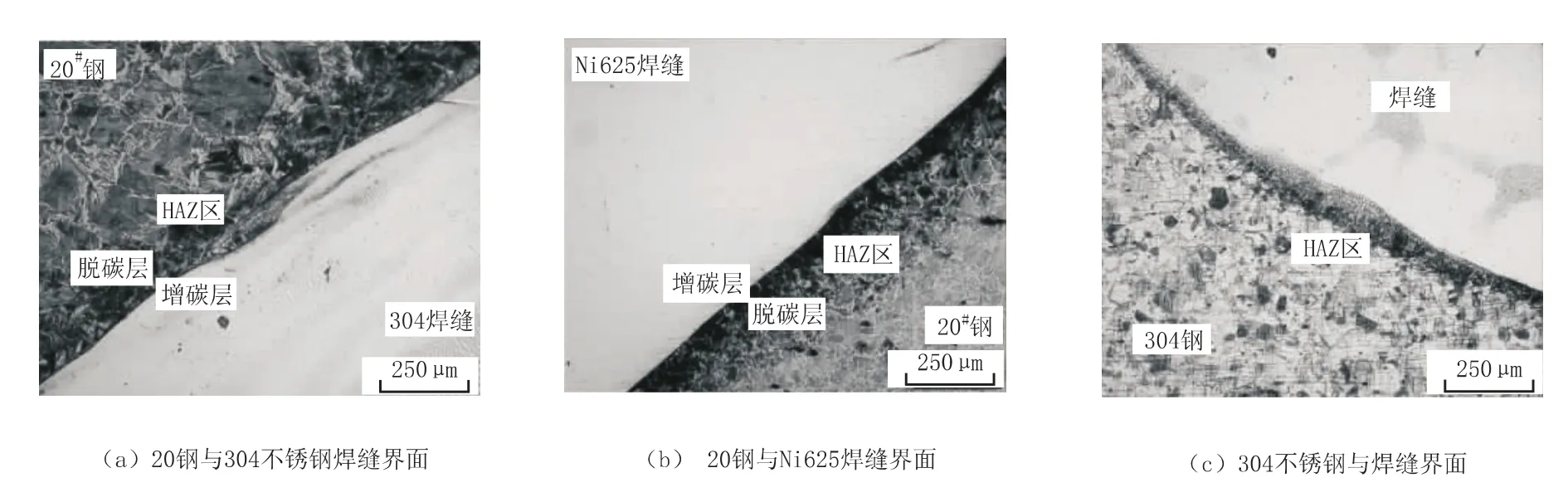
图2 焊接接头熔合线处的显微组织形貌 100×
2.3 拉伸断口分析
图3(a)为选用Ni625/304焊材接头拉伸试样断口的扫描图片,断口位置在母材上。图3(b)为拉伸断口处放大照片。图3(c)为试样侧面的收缩台阶放大照片。进一步观察发现,尽管该接头焊接时使用了两种焊材,断口都是韧窝断裂,并无明显的界线。同时试样侧面出现大量明显的收缩台阶,故分析可知,焊接接头具有良好的塑韧性。

图3 Ni625/304焊接接头拉伸试样断口形貌
2.4 硬度分析
沿测量时焊缝中心及两侧分别取点,其中焊缝取点间距为1 mm,热影响区处取点间距为0.5 mm,母材处为1.5 mm。显微硬度测定位置及测定方向如图4所示。测定结果如图5所示。
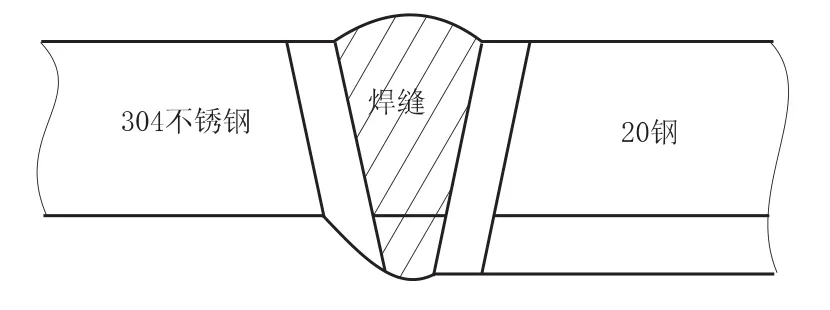
图4 显微硬度测定位置及测定方向

图5 显微硬度测定结果
由图5观察分析发现,焊缝与母材之间显微硬度变化稳定,焊缝各层之间硬度也稳定变化,从母材到焊缝和自盖面层到打底层都呈现下降趋势,这主要是与合金元素的含量和碳含量有关。从其硬度分布来看,施焊很好。
3 结 论
(1)采用Ni625焊材和 Ni625/304焊材对20钢玻璃内衬防腐管以及304不锈钢管进行焊接均可得到没有缺陷的焊接接头。
(2)焊接接头力学性能试验表明,采用Ni625焊材和Ni625/304焊材,焊接接头的拉伸和弯曲性能满足要求。
(3)采用Ni625焊材和Ni625/304焊材,焊缝与熔合线组织均为少量针状铁素体+奥氏体。
[1]赵恩芳.关于玻璃内衬管道的几点认识[J].中国石油和化工标准与质量,2012,6(08):288.
[2]刘晓光.低产液井玻璃内衬集输管道[J].油田地面工程,2010, 29(07):71.
[3] ZHENG Sun,TAPANI Moisio.Weld metal/ferritic steel interface in laser welded austeniic/ferritic dimssimilar steel joints[J].J Mater Sci Lett,1994,13(11):802-805.
[4]王志国.1Cr8Ni9Ti和12CrMoVG焊接[J].焊接技术,2006,35(04):35-37.
[5] ARIVAZHAGAN N,SURENDRA S.An assessment of hardness,impact welded dissimilar weldments between AISI 4140 and AISI 304[J].Int J Adv Manuf Techn,2008,39(03):679.
[6]国外小口径钢管生产状况[J].特殊钢,1983,5(02):110-114.
[7]宋明远.1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接[J].科技资讯,2010,22(15):63.
[8] GARBUCICCCHIO M,PALOMBARINI G,CIPRIAN R,etal.Interfacialmicrostructure and propertresof dissi-milar steels joined by high energy beam melting processes[J].Hyperfine Interact,2009,191(01):143.
[9] PARK J H,KIM T H.Tailored blank welding between low carbon steel sheet and STS 304 stainless steel sheet by CO2laser beam[J].Mateals Mater,1999,51(03):55-62.
[10]黄须强,孙倩,吕朝阳,等.304/Q235内衬式冶金复合管对接焊接接头组织性能研究[C]//第三届层压金属复合材料生产技术开发与应用学术研讨会论文集.北京:中国金属学会、北京机械工程学会,2012:18-26.
Study on Butt Welding Process of 20 Steel Glass Lining Anticorrosion Tube and 304 Stainless Steel Pipe
ZHAO Zejing,ZHAO Zhibin, MAO Xifei, WANG Zhiwen
(Mechanical and Electrical Engineering College,China University of Petroleum,Qingdao 266580,Shandong,China)
For 20 steel glass lining anticorrosion tube and 304 stainless steel pipe butt welding,it selected AT-ERNi625 welding wire to conduct backing,which is the same material as corrosion resistant surfacing layer.Filling and covering respectively chose ERNi625 welding wire and 304 welding wire.The mechanical properties of welded joints were tested by tensile test and microhardness test,and the weld fracture and microstructure were analyzed by scanning electron microscope,optical microscope.The results indicated that the tensile strength of weld is higher than that of 20 steel,and the microhardness present a downward trend from base metal to weld,from covering welding layer to backing layer.The mechanical properties can meet application requirements.The decarburization layer appeared at the side of the parent metal 20 steel,and recarburization layer appeared at the side of weld.The organization in weld mainly consist of a small amount of acicular ferrite and austenite.
welding;glass lining anticorrosion tube;mechanical properties;microstructure
TG441.2
B
1001-3938(2015)05-0022-04
赵泽敬(1991—),男,中国石油大学(华东)机电工程学院材料成形及控制工程专业本科生,主要学习和研究方向为玻璃内衬防锈管与钢管的焊接工艺。
2015-01-04
罗 刚
猜你喜欢
节能与环保(2022年3期)2022-04-26
陶瓷学报(2021年2期)2021-07-21
石油管材与仪器(2020年3期)2020-07-03
门窗(2019年6期)2019-12-28
电焊机(2019年9期)2019-09-28
压力容器(2019年3期)2019-05-13
中小企业管理与科技(2018年16期)2018-11-07
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
