
汽车侧围产生鼓包的原因与方案优化
2015-12-06 07:50谭文娟朱贞英
重庆理工大学学报(自然科学) 2015年12期
谭文娟,彭 鸿,朱贞英,项 剑
(1.浙江吉利控股集团制造工程(ME)中心,浙江宁波 315336;2.浙江吉利汽车研究院有限公司,杭州 311228)
1 侧围鼓包问题概述
某款车型个别车辆左侧围(带加油口侧)出现鼓包现象,如图1所示,产生的原因不详。为此寻求鼓包产生原因以便提出改进措施。
为了探求侧围鼓包出现的原因,笔者先进行收集、分析、归纳处理相关客户提供的信息。经过仔细调查,产生鼓包的车辆后备箱基本装满了物品。再与汽车制造基地技术部工艺科及冲压、焊装、涂装、总装厂技术人员进行广泛深入的交流,采集相关数据及信息。根据采集来的信息结合冲压、温度场、碰撞CAE分析以探求出问题产生的原因,并提出改善方案。

图1 市场上出现的汽车左侧围鼓包
2 侧围鼓包产生的原因
通过与汽车制造人员的交流得知,前期白车身在烘烤过程中,左侧曾出现过鼓包现象,后经技术改进,在焊装阶段于侧围鼓包处内侧贴附加强衬板,烘烤时侧围鼓包现象消失。但客户反映在车辆行驶至几百公里到几万公里不等的路程后,仍有少量车辆会左侧围加油口附近出现鼓包现象,原因不明。
2.1 冲压件的自身内在缺陷
冲压件在成形过程中,假定由于成形不充分,造成外板件在后期因时效因素可能会引起局部发生变形。本研究着重考察侧围外板鼓包部位的塑性变形状态。在坯料上绘制网格圆,经过全工序冲压后测出侧围外板鼓包处网格圆的应变状态,见图2。

图2 应用网格圆测量侧围的冲压件质量
测量变形后的网格圆并计算出主、次应变,见表1。结果表明:次应变从0到0.021 8不等,都大于或等于0,符合外板件的冲压质量要求;主应变大于0,大部分大于0.02并小于0.03,在可接受的范围内,有少许的潜在缺陷。经过与鼓包侧围的对照,侧围鼓包高度在5~10 mm,冲压件的潜在缺陷难以引起如此大的变形。为了进一步验证鼓包处的质量,使用超声波测厚仪进行厚度测量,所有测量点的变薄率均在10% ~20%,都大于3%的判定标准,金属塑性变形充分。结果表明:冲压件自身存在鼓包风险的概率极小。

表1 现场测试出的重点部位主、次应变
后期采用冲压CAE软件对左侧围进行分析,重点考察变薄率、主应变及次应变。材料为DC06,厚度为0.8 mm,采用弹塑性力学模型,材料成形性能参数采用宝钢标准,坯料大小与进料量采用现场测试出的数据进行分析,拉延筋采用等效拉延筋。
分析变薄率云图(图3)可见:在鼓包处的变薄率为5.51%,鼓包附近区域的变薄率在4.75% ~7.55%,都大于3%的判定标准,满足发生塑性变形的要求。

图3 冲压CAE分析变薄率云图
分析主应变云图(图4)可见:鼓包处的主应变为0.06,鼓包附近的主应变为0.035 ~0.122,主应变也满足发生塑性变形的要求。

图4 主应变云图
再对次应变云图(图5)进行分析可见:鼓包处的次应变为0.006 3,鼓包附近的次应变为0.005 6 ~0.024 9,次应变大于0,符合外板件的冲压质量要求。

图5 次应变云图
通过冲压CAE对侧围外板进行分析,结果表明:塑性变形基本满足成形要求,出现鼓包的概率极小。
2.2 温度场的变化对侧围外板造成的影响
在基本排除冲压件潜在原因引起鼓包的条件下,鉴于车辆在试制过程中烘烤时出现鼓包的事实,经过分析认为:温度是影响侧围鼓包的重要原因。采集汽车批量化生产阶段的烘干炉炉温曲线,得出烘烤温度在140℃ ~180℃,烘烤时间约为27 min。
根据炉温曲线,对侧围进行了温度场CAE分析。在与侧外板相连的各焊点处施加6个自由度(SPC123456)的约束,与玻璃作用处施加3个自由度(SPC123)的约束,侧围温度载荷从25℃加热到180℃。随着温度增加,CAE分析结果显示:侧围加油口附近出现越来越严重的变形,最大变形的分析结果见图6。由图6可见:侧围在加热过程中引起变形的最大变形量为5.98 mm。随后对无加油口盖的侧围进行模拟,分析结果也显示出现了鼓包。随着温度降低,鼓包处逐渐恢复平整。

图6 温度场引起侧围鼓包变形
对比两者差异可见:对于有加油口的侧围,在温度上升过程中,以加油口上端与后背门搭接的凹面圆心处为基点,以凹面与加油口的最小距离为近似旋转轴,材料受热膨胀,两端同时以旋转轴向内侧挤压引起变形;在加油口处受到加油口的约束,侧向挤压材料无法向纵向移动(无法朝着加油口上端凹面最小距离连线方向流动,故在平面上只有单向流动),造成堆积,引起塑性变形;而无加油口侧围材料在侧向和纵向方向上都可以流动(双向流动),变形程度较低,随着温度降低,容易逐渐恢复原状。
为分析加强衬板的作用,以外门为例分别对加强衬板和钢板面施压。
从表2、图7和表3可见:① 未贴加强衬板的裸钢板抗变形性能不及加强衬板;② 复合加强衬板厚度越,抗变形能力越强;③复合加强衬板贴至钢板上比加强衬板抵抗变形性能强。
再对加强衬板进行烘烤、脱落试验。目的:①研究抗振动性;② 分析面板抗扭曲性。步骤:①将衬板贴附在略涂过油的钢板上,停放3 h以上,平放置在(175±5)℃恒温箱中保持(25±2)min,取出后冷却停放1 h以上,从距地面500 mm的高度,分别采取平行于地面、垂直于地面交替落下,每次落下后观察是否有松动、脱落和隆起现象,不同方向各进行2次;② 将衬板贴附在略涂过油的钢板上,然后放在(175±5)℃恒温箱中保持(25±2)min,取出后冷却停放1 h以上,测量扭曲位移,要求其小于等于3 mm。结果:① 均无松动、脱落和隆起现象;② 扭曲位移均小于等于3 mm。结论:汽车上所用的加强衬板合格。对加强衬板进行烘烤、脱落实验也表明,加强衬板对控制变形有利。

表2 加强衬板面受力 N

图7 加强衬板面位移

表3 加强衬板钢板面受力 N
对加强衬板进行温度场模拟,位移云图见图8。其中,p1位置无衬板时最大位移量为5.98 mm,带衬板时最大位移量为3.86 mm。结果表明:加强衬板对鼓包有控制作用。模拟结果受材料参数等诸多因素限制,有进一步研究的重要价值。与工程实际应用进行对比,结果表明:加强衬板可以控制左侧围鼓包。

图8 温度场引起变形量的对比分析
2.3 冲击载荷的影响
在制造基地调研过程中,了解到试车员在试车时,当拖钩受到冲击后出现左侧围鼓包现象。随后扩大调查该款车型左侧围鼓包信息来源,得知出现鼓包的车辆存在拖钩被撞的事实,但由于鼓包都是事后不经意间发现的,车主不能十分确定是否为碰撞引起的。
经过详细研究,认为碰撞为左侧围鼓包的极其重要的诱因。为验证推测,进行碰撞后拖钩CAE分析。建立碰撞模型,材料为DC06,厚度为0.8mm,屈服强度为140 MPa,抗拉强度为290 MPa,泊松比为0.3,弹性模量为2.07 ×105MPa。
方案1 如图9所示,整车以60 km/h的速度从前至后碰撞刚性障碍物,障碍物圆角直径为30 mm,与拖钩的交错高度为10 mm。模拟碰撞过程为:整车经碰撞后飞越障碍物后再落地。

图9 方案1碰撞模型
对方案1进行碰撞CAE分析,碰撞后侧围应力分布云图见图10,可见左侧围加油口斜上端应力集中。在应力集中区域,观察应变云图(图11),结果显示在相同区域应变集中。分析结果表明:拖钩碰撞会引起左侧围鼓包,出现位置与现场完全一致,如图12所示。观察右侧侧围,相应区域无明显变化。

图10 后拖钩碰撞仿真的应力云图

图11 后拖钩碰仿真应力、应变云图
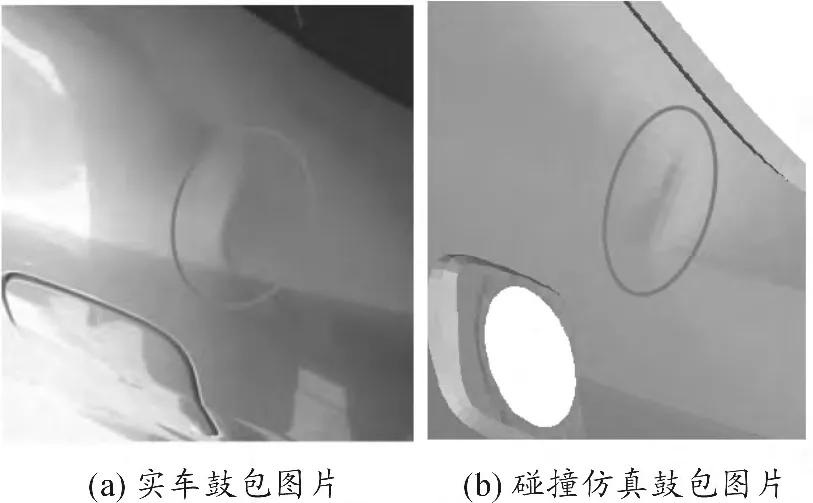
图12 实车与碰撞防真侧围鼓包对比
方案2 某款车型以60 km/h速度向后倒车,拖钩撞击到路面突起障碍物。考察左、右侧围应力、应变集中情况,并确定其在加油口附近是否出现鼓包现象。结果表明:左侧围加油口上部有应力集中,但程度较小,没有明显鼓包。
方案3 在方案1基础上,拖钩放置在右侧,考察左、右侧围的应力、应变集中情况,并确定其在加油口附近是否出现鼓包现象。结果表明:左侧加油口上部有应力集中,但程度较小,没有明显鼓包;右侧围也无明显鼓包现象。
方案4 在方案1基础上,去掉左侧后尾灯安装支架(减重方案),考察左、右侧围的应力、应变集中情况,并确定其在加油口附近是否出现鼓包现象。结果表明:左侧围加油口上部有应力集中,但程度较小,没有明显鼓包。
由以上分析结果可见:侧围以车轮上部减振器处为支点,以车轮后部的侧围和尾灯处的负荷为载重形成了悬臂梁,当正碰拖钩时,在加油口上部薄弱环节,材料受到压缩引起鼓包,当后碰拖钩时,相同位置的材料受到拉伸无堆积现象,故无明显鼓包。
3 后拖钩实车碰撞试验
为了验证拖钩碰撞的准确性,对实车进行后拖钩碰撞试验。选取车身编号为LJU8824S6ASO39327的车辆作为试验车进行碰撞试验。
基于图9的碰撞CAE分析模型进行碰撞试验,但由于驾驶员要对准地面上的固定桩去撞击不仅困难,且非常危险。经过分析,在试验过程中选取汽车试验场的起伏路面进行撞击试验,如图13所示。但拖钩离地面太高,并未碰到路面的突起部分。随后,在后备箱加载重物约50 kg,拖钩依然未碰到路面。

图13 起伏路面试验后拖钩碰撞地面
重新寻找类似车库进出口的路面,最终在某处找到如图14所示的路面,路面斜坡呈折角,起伏较大,符合车库出入口急下坡的路况条件。经过多次测试,并在后备箱加载以压低后拖钩,使之与地面接近。当在后备箱加载约120 kg,车辆在共乘坐3位成人男子的条件下,车辆在沿斜坡下行过程中,车尾下部贴近地面,后拖钩与地面发生激烈撞击(图15),地面被后拖钩摩擦出一道约10 mm的深槽,左侧围加油口盒斜上方区域产生鼓包(图16)。

图14 大角度斜坡试验路面

图15 后拖钩与地面发生碰撞

图16 后备箱加载试验及侧围鼓包
4 解决方案
基于以上分析结果,针对鼓包出现的不同阶段,分别采用不同的方法:对于烘烤时期产生的鼓包,用加强衬板控制;对于拖钩发生碰撞后产生的鼓包,则采用避免碰撞的方式进行鼓包控制。
4.1 粘贴加强衬板
选择刚性好、黏性足、耐高温(180℃)、厚度在2 mm以上的加强衬板,要保证覆盖整个鼓包区域,见图17。粘贴方式能有效控制由温度变化引起的变形。加强衬板在采购过程中,做好烘烤后抗振和抗扭及刚度试验,硬化后抗剪应力值应大于等于2 MPa,确保加强衬板质量。

图17 加强衬板粘贴区域
4.2 优化拖钩结构方案
鉴于该款车型是已经批量生产,因此保证原来的安装位置不变,修改后拖钩的结构,由竖直向下改为水平方向,如图18、19所示。改进后的结构在原来的基础上抬高60 mm,使车辆在行驶过程中避免碰撞后拖钩而引起侧围鼓包。经过计算分析,改进后的后拖钩满足拉力要求和挂钢丝绳的空间避让要求,现已经投入生产。经调查,优化后的结构未出现鼓包现象。

图18 后拖钩原始结构

图19 后拖钩优化后的结构
4.3 对以后车型设计的建议
1)为了避免烘烤时由于温度升高对侧围变形的影响,建议图20中的R应尽量设计大些,避免在烘烤过程中加油口上端材料发生大的挤压变形。
2)为了避免冲击过程中悬臂梁过长,在设计时建议L不易过大。
3)为了在冲击过程中使加油口上端材料便于流动,建议加油口不易过深,圆形加油口结构优于方形加油口结构,分件结构优于整体结构。
4)尽量减小尾灯及其尾灯支座的质量,以减小冲击过程中的振动。
5)建议车型开发阶段进行温度场和冲击CAE等方面的分析。

图20 侧围尾部优化方案
5 结束语
侧围鼓包是个复杂的金属塑性变形过程。在寻找侧围鼓包出现原因的过程中,首先从冲压角度考虑,其次从温度和碰撞方面考虑。经过CAE模拟和实际测量,基本排除冲压因素。再运用温度场和碰撞CAE进行分析,确认温度和碰撞对侧围鼓包均造成影响。经过后拖钩实车碰撞试验,验证了侧围鼓包主要是由后拖钩受到撞击引起的。根本原因为车身侧围尾部的V型结构,在温度场或冲击作用下加油口附近(V型尖点处)出现压缩类应力集中,由于加油口处深度较大,刚性较强,集中应力无法释放而引起塑性变形。最后,采取相应的措施解决了侧围鼓包问题,并提出在今后车型设计工作中避免此类缺陷产生的建议。
[1]曾攀.有限元分析及应用[M].北京:清华大学出版社,2004.
[2]胡世光,陈鹤峥.板料冷冲压成形的工程解析[M].北京:北京航空航天大学出版社,2004.
[3]王锡春.汽车涂装工艺技术[M].北京:化学工业出版社,2005.
[4]林忠钦.汽车板精益成形技术[M].北京:机械工业出版社 ,2009.
[5]庄蔚敏.工艺过程材料特性变化对车身结构件抗撞性影响研究[D].长春:吉林大学,2006.
[6]苏保国.轿车车身结构碰撞数值模拟计算研究[D].大连:大连理工大学,2001.
[7]王昶,何玉林,胡亚民,等.轿车车身覆盖件冲压模具工艺补充面设计与应用[J].锻压技术,2006(5):100-103.
[8]王金武.汽车覆盖件冲压成形缺陷的精细分析与仿真优化方法研究[D].长春:吉林大学,2010.
[9]索忠林.金属塑性与超塑性拉伸失稳及其力学解析[D].长春:吉林大学,2006.
[10]曾国平,黄文彬.求解弹塑性问题时考虑材料可压缩性的影响[J].固体力学学报,1988(4):366-371.
猜你喜欢
航空学报(2022年11期)2022-12-06
矿山机械(2022年8期)2022-09-01
建井技术(2022年2期)2022-07-30
环境卫生工程(2020年3期)2020-07-27
中国特种设备安全(2019年10期)2020-01-04
中国矿山工程(2019年5期)2019-10-28
模具制造(2019年3期)2019-06-06
水泥技术(2019年2期)2019-04-11
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年10期)2017-11-28
