不同预处理方式的玉米浆应用于L-苏氨酸发酵的研究
2015-11-20 03:58牛福华张安红常立群徐庆阳
发酵科技通讯 2015年3期
牛福华,张安红,常立群,徐庆阳
(1.天津科技大学生物工程学院,天津300457;2.宁夏伊品生物科技股份有限公司,宁夏银川750100;3.宁夏农业勘查设计院,宁夏银川750000)
不同预处理方式的玉米浆应用于L-苏氨酸发酵的研究
牛福华1,张安红2,常立群3,徐庆阳1
(1.天津科技大学生物工程学院,天津300457;2.宁夏伊品生物科技股份有限公司,宁夏银川750100;3.宁夏农业勘查设计院,宁夏银川750000)
通过对玉米浆进行不同工艺的预处理,获得酸化玉米浆、酸水解玉米浆和酶水解玉米浆。通过全氨基酸分析和不同比例配比的L-苏氨酸发酵实验,获得了菌体生长好、发酵周期短、产酸水平较高的优化组合。最佳玉米浆配比为玉米原浆和酸水解玉米浆2∶1,发酵周期缩短为36 h,产酸率提高至135 g/L。
L-苏氨酸;发酵;酶水解玉米浆;酸水解玉米浆
玉米浆是玉米淀粉制备过程中产生的副产物,是用亚硫酸浸泡玉米的水经过浓缩加工制成的,为黄褐色的浓稠不透明的絮状悬浮物,其中固体含量在50%左右,由于玉米浆含有丰富的氨基酸、还原糖、磷、磷、微量元素和生长素等营养物质[1],且制备成本低廉,多年来在发酵行业有着极为广泛的应用。
玉米浆中大部分氨基酸以大分子蛋白形式存在,微生物对其利用较为困难,为了向发酵生产提供足够有效的营养物质,往往需要添加较大比例的玉米浆,由于大分子蛋白以及其他胶体类杂质是发酵过程泡沫产生的主要原因之一,随着玉米浆用量加大,发酵罐利用效率随之降低。另外玉米浆中不溶性颗粒及部分不易高温杀灭的微生物芽孢随之增多,发酵染菌风险增大。在部分玉米浆用量较高的发酵领域中,不仅发酵过程会受到影响,而且玉米浆中大量未被利用的杂质随发酵液进入提取环节,同样对提取过程产生各种不利影响,如除杂难度加大、主产品收率降低等等,这些杂质最后进入废液,往往成为废液处理困难的部分因素[2]。
为解决这些问题,对含丰富有机氮源的原料进行预处理已成为近年来研究较多的一个领域,目前豆粕水解液,菌体蛋白水解工艺及发酵应用均有研究报道[3-6],与未水解原料相比,微生物对有机氮源利用效率较高,可明显提高发酵产量,但这些原料大多价格昂贵,不利于发酵成本的控制。本文以廉价易得的玉米浆为原料,分别比较酸化、酸水解和酶水解的方式预处理玉米浆的优劣性,同时将所得玉米浆以不同组合配比应用于L-苏氨酸发酵实验,以期获得更易为微生物利用,成本低廉的玉米浆预处理方式。
1 材料与方法
1.1菌种和培养基
1.1.1菌种
L-苏氨酸菌种为天津科技大学代谢工程研究室保藏菌种。
1.1.2斜面培养基
酵母粉5 g/L,蛋白胨5 g/L,葡萄糖2 g/L,氯化钠5 g/L,琼脂20 g/L,磷酸氢二钾3.5 g/L,磷酸二氢钾1.5 g/L,硫酸镁0.1 g/L,水1 000 mL,pH 7.0~7.2,0.12 MPa,120℃灭菌20 min,置于37℃恒温培养箱中培养24 h备用。
1.1.3种子肉汤培养基
酵母粉10 g/L,蛋白胨10 g/L,氯化钠5 g/L,pH 7.0~7.2,0.12 MPa,120℃灭菌20 min后备用。1.1.4种子培养基
葡萄糖40 g/L,硫酸铵4 g/L,磷酸二氢钾1 g/L,硫酸镁0.5 g/L,玉米浆10 g/L,酵母粉2 g/L,水1 000 mL,pH 7.0,120℃条件下灭菌20 min,冷却后备用。
1.1.5发酵培养基
葡萄糖40 g/L,糖蜜10 g/L,玉米浆10 g/L,硫酸铵7 g/L,磷酸氢二钾2 g/L,硫酸镁0.9 g/L,硫酸亚铁0.5 g/L,硫酸锰0.5 g/L,水1 000 mL,pH 7.0~7.2,120℃灭菌20 min。
1.2实验仪器
立式压力蒸汽灭菌器,5 L搪瓷反应釜,5 L不锈钢机械搅拌发酵罐,10 L不锈钢机械搅拌发酵罐,实验室小型板框压滤机,德国安米诺西斯公司A300氨基酸分析仪。
1.3实验材料
玉米浆(总氮3%~4%),98%工业硫酸,复合蛋白酶。
1.4试验方法
1.4.1酸水解玉米浆工艺
取1 L玉米浆加入5 L搪瓷反应釜中,开启搅拌,按水料比1∶2,硫酸终浓度15%,加入自来水、工业硫酸,混合均匀后关闭加料口,通过夹套蒸气加热使系统升至110℃,维持水解温度15 h后,降温至60℃以下放料,经板框过滤后取滤液即为玉米浆酸水解液。
1.4.2酸化玉米浆工艺
取1 L玉米浆加入5 L机械搅拌发酵罐中,通氨使pH达到7.0~8.0后,用板框压滤机进行过滤,当滤嘴流出料液与正常流量相比明显减小时,停止过滤。将上清滤液中加浓硫酸调pH至3.0~3.5,即得酸化玉米浆。
1.4.3酶水解玉米浆工艺
取玉米浆1 L加入5 L机械搅拌发酵罐中,按水料比1∶1加入自来水,通氨调pH至7.00± 0.05,升温至65℃,加入反应体积1%的复合蛋白酶,搅拌速度为200 r/min,反应8 h后,升温至90℃,维持15 min灭酶,然后冷却至室温,即得酶水解玉米浆。
1.5发酵培养方法
1.5.1斜面活化培养
取斜面保藏菌种划线接种于活化斜面,37℃培养20~24 h。
1.5.2种子培养
从生长良好的活化斜面刮一满环菌苔,接入装有25 mL种子培养基的500 mL三角瓶中,9层纱布封口,置于巡回式摇床(220 r/min)上,37℃振荡培养至对数生长中后期[7]。
1.5.35 L罐种子培养
用无菌水冲洗生长良好的活化斜面2支,用玻璃刮刀全部刮下后倒入灭菌的三角瓶中,以火焰接种方式接入5 L自动控制种子罐中,5 L种子罐中装液量2 L,温度控制在37℃,自动流加氨水控制pH至7.0,通风量200 L/h,初始搅拌转速300 r/min,通过流加泡敌消泡,种子培养14 h。
1.5.410L罐发酵
5L种子罐种子以3%接种量(300 mL),火焰接种方式接入10 L自动控制发酵罐中,10 L发酵罐中装液量为6 L,温度控制在37℃,自动流加氨水控制pH至7.0,通风量200 L/h,初始搅拌转速300 r/min,通过流加泡敌消泡,发酵40 h。
1.6检测方法
1.6.1总氮测定
采用凯式定氮法。
1.6.2游离铵氮(铵氮)测定
采用凯式定氮法,在总氮检测基础上省去消解过程。
1.6.3全氨基酸分析
按照德国安米诺西斯公司A300氨基酸分析仪自带的上样分析程序进行。
1.6.4发酵液L-苏氨酸含量测定
采用2,4-二硝基氟苯柱前衍生HPLC法测定。色谱分离条件:色谱柱为美国安捷伦ZORBOX Eclipse AAA,Analytical 4.6×150 mm 5 μm,柱温33℃,检验波长360 nm,流动相总流量1 mL/ min。
1.6.5菌体浓度测量方法
吸取样品菌液0.2 mL至5 mL蒸馏水中,摇匀后用722分光光度计在波长562 nm下测定OD值。
2 结果与讨论
2.1不同预处理方式的玉米浆全氨基酸分析
将同一批次的玉米浆以及经酸水解、酸化和酶水解处理的玉米浆分别通过氨基酸分析仪进行全氨基分析,分析结果如表1所示。
从表1氨基酸分析结果可以看出,从氨基酸总量来看,酸化玉米浆经过先通氨调节pH至7.0~8.0,再经过板框过滤的方式除去蛋白沉淀,总氨基酸量减少。在处理过程中玉米浆中的固形物在pH中性附近明显增加,说明蛋白质达到了等电点。该处理方式虽然简单快捷,易于在生产上推广,而且使得发酵配料以及消毒灭菌过程更容易进行,但是酸化玉米浆中总氨基酸量减少,从而在生产上需要使用更多的量来补充。与玉米原浆相比其他方式处理的玉米浆总氨基酸变化不大。
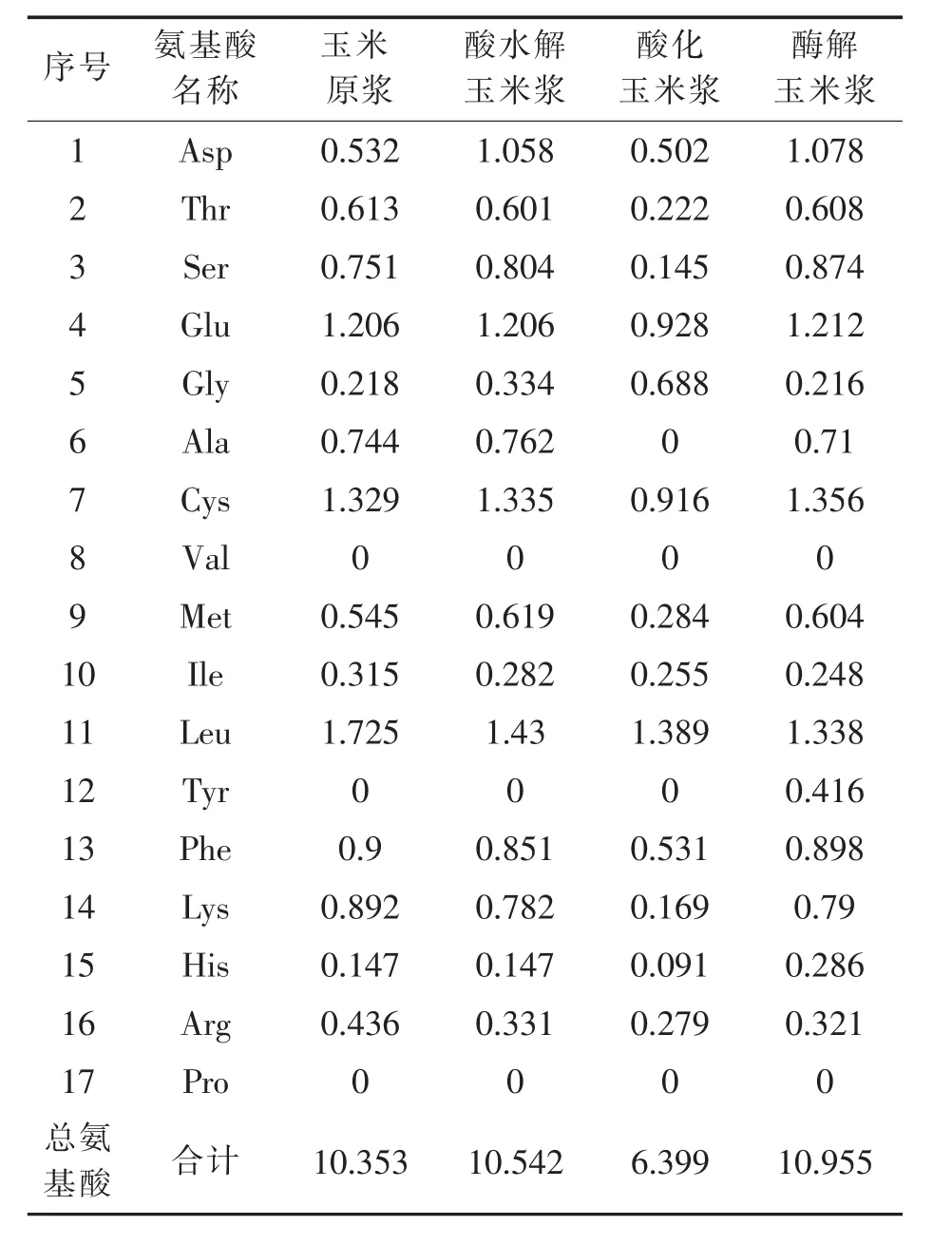
表1 每100 mL不同预处理玉米浆全氨基酸分析数据g/mL
从单氨基酸变化来看,酸化玉米浆由于总蛋白量的减少,导致所有单氨基酸量也少于玉米原浆。而酶解玉米浆和酸水解玉米浆由于通过生物或化学的手段使玉米原浆中的蛋白发生了水解,从而增加了单氨基酸的含量。特别是天冬氨酸(Asp)的量几乎增加了一倍。而由于天冬氨酸是苏氨酸发酵的前体物,因此玉米浆的酶解或酸解可能会对苏氨酸的发酵产生一定影响。
2.2不同预处理方式的玉米浆发酵实验
培养基配比除玉米浆外,其他成分按照原苏氨酸生产配方配制,玉米原浆、酸解玉米浆、酸化玉米浆和酶解玉米浆分别按照相同的总氮折算添加量,通过10 L发酵罐进行L-苏氨酸发酵实验,分别比较不同预处理方式的玉米浆对L-苏氨酸发酵过程中菌体量(OD)和L-苏氨酸产酸的影响,结果如图2和图3所示。
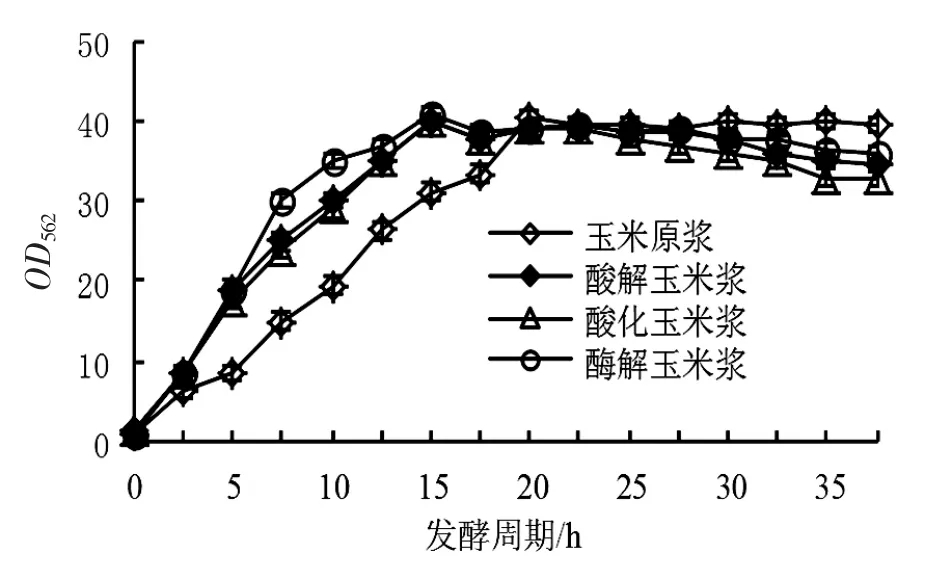
图2 不同玉米浆对L-苏氨酸菌体生长的影响
由图2可知,不同玉米浆对苏氨酸菌体生长影响不同,其中使用玉米原浆的批次菌体生长缓慢,在发酵24 h左右菌体量才达到最大值,而且后期菌体量维持在相对稳定的状态;其他三种玉米浆的批次菌体生长较快,在发酵15 h左右均达到菌体量的最大值,但是后期菌体量逐渐下降,尤其是使用酸化玉米浆的批次,最终的菌体OD降至发酵12 h左右的水平。
造成以上结果的原因是由于玉米原浆未经过水解处理,其所含氮源主要以蛋白质形式存在,必须在发酵过程中被微生物分泌的蛋白酶逐渐水解成氨基酸,才能被菌体吸收和进一步分解代谢,最终用于合成菌体细胞物质和L-苏氨酸。因此利用玉米原浆发酵菌体生长速度慢,但是培养基中的氨基酸是随着菌体的生长被逐步分解利用的,从而保证了菌体量后期比较平稳。而酸化玉米浆在制备过程中过滤掉大部分蛋白固形物,所含氨基酸量最少,所以虽然前期菌体容易利用游离氨基酸快速生长,但到后期随着培养基中氨基酸消耗殆尽,菌体营养缺乏从而使得菌体量逐步下降。对于酸解玉米浆和酶解玉米浆的菌体生长情况则介于以上两者之间。
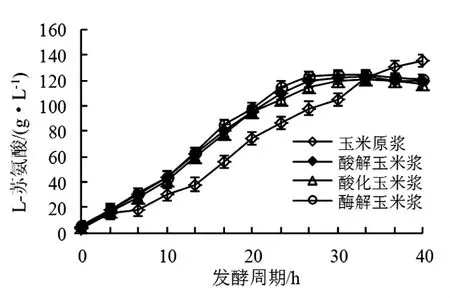
图3 不同预处理玉米浆对L-苏氨酸产酸的影响
由图3可知,使用玉米原浆的发酵批次前期L-苏氨酸产酸水平低于使用水解或酸化玉米浆的批次,但是发酵39 h最终产酸水平达到最高的130 g/L。而使用酸化玉米浆发酵批次前期产酸较快,在发酵27 h基本达到最高产酸水平120 g/L,但是后期L-苏氨酸含量逐步下降。结合图2进行分析,由于氨基酸发酵属于与菌体生长部分偶联的发酵类型,菌体量的高低一定程度上决定产酸水平的高低。使用玉米原浆的发酵批次中菌体量随着有机氮源逐步分解利用而缓慢增长,从而决定了L-苏氨酸产酸水平伴随菌体量的增加而缓慢增加,最终达到了最大值。而酸化玉米浆前期菌体容易利用游离氨基酸快速增长,但到后期随着培养基中氨基酸消耗殆尽,菌体营养缺乏从而OD下降,甚至可能消耗已经合成的L-苏氨酸,从而使产酸水平偏低。酸解玉米浆和酶解玉米浆基本上符合先快后慢的产酸速度,L-苏氨酸的产量变化介于玉米原浆和酸化玉米浆之间,符合以上分析的原因。
2.3不同预处理的玉米浆组合发酵实验
从2.2不同处理玉米浆发酵实验结果分析可知,在L-苏氨酸发酵培养基中使用玉米原浆虽然菌体量和产酸率最高,但是发酵培养基配料和灭菌过程存在风险,而且发酵过程中菌体生长慢,产酸速度慢,从而延长了发酵周期,增加了发酵成本;使用酸化玉米浆虽然制备过程简单,生产上较易推广,有利于发酵培养基配料和消毒,但是发酵后期营养不足,菌体生长和产酸水平都受到了影响;使用酸解玉米浆和酶解玉米浆也存在发酵过程中菌体生长和产酸先快后慢,先升后降的问题,而且酸解玉米浆制备过程对设备腐蚀性大,现场操作环境差。酶解玉米浆则需要添加复合蛋白酶,成本较高。
综合考虑以上原因,我们考虑将玉米原浆和酸解玉米浆混合配料使用,使得菌体在发酵前期可以充分利用酸解玉米浆的游离氨基酸进行快速生长,在发酵后期菌体量达到一定水平之后可以快速分解玉米原浆中的蛋白继续合成苏氨酸,从而达到既缩短发酵周期又提高发酵产酸的目的。
根据以上分析,我们首先排除掉酸化玉米浆不再进一步实验。在保持总氮一定的条件下,将玉米原浆和酸解玉米浆分别按照1∶1和2∶1的比例进行L-苏氨酸发酵实验,实验结果如图4和图5所示。
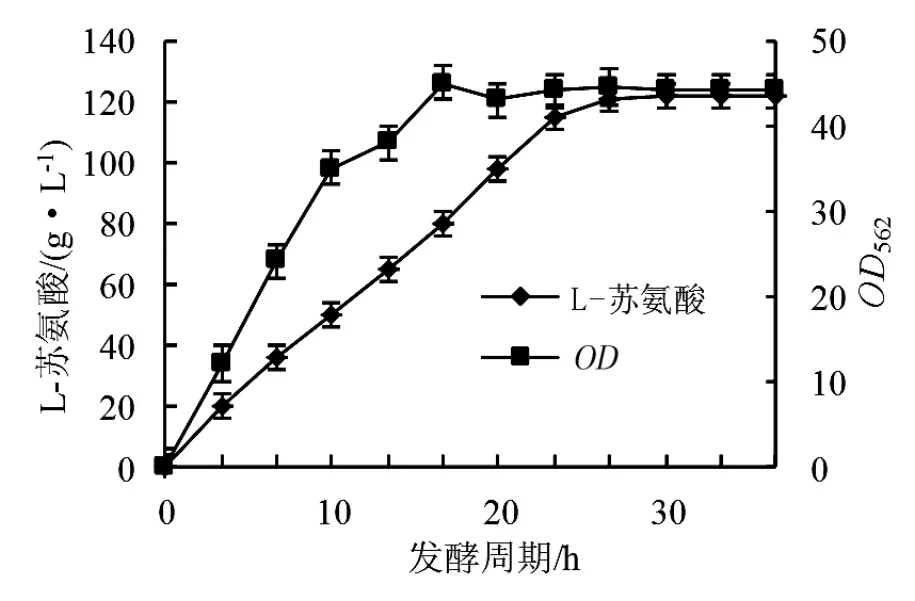
图4 玉米浆原浆和酸解玉米浆1∶1发酵过程曲线
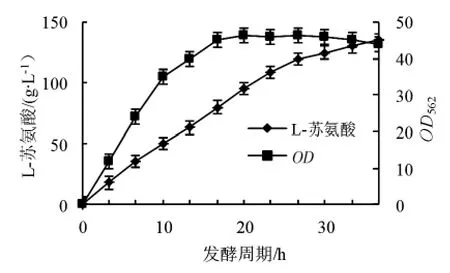
图5 玉米浆原浆和酸解玉米浆2∶1发酵过程曲线
从图4和图5可知,将玉米原浆和酸解玉米浆分别按照1∶1或2∶1的比例配比进行发酵实验,菌体OD和L-苏氨酸产酸水平均优于单一使用玉米原浆或酸解玉米浆的发酵批次。这是由于二者的混合使用既满足了菌体前期生长对游离氨基酸的快速使用需求,又存在足够的有机氮源为菌体后期合成苏氨酸提供了原料,从而产生了较为理想的结果。玉米原浆和酸解玉米浆混合配料的使用,使发酵周期缩短至36 h内,L-苏氨酸发酵过程使用玉米原浆和酸解玉米浆2∶1的比例最高产酸达到135 g/L,21 h最高OD值达到46.75,而使用玉米原浆和酸解玉米浆1∶1的比例最高产酸达到126 g/L,18 h最高OD值为45.25。从成本及发酵指标考虑,选择玉米原浆和酸解玉米浆2∶1的比例作为最佳发酵配比。
3 讨论
影响L-苏氨酸产量的因素有很多,如菌株、培养基和培养条件等。其中氮源种类的选择及其用量对菌体生长和L-苏氨酸的产量影响非常大[8]。Kazuk IOkamto等[9]报道有机氮源中含有菌体生长必需的生长因子和微量元素,用量不当会引起L-苏氨酸产量20%~30%的波动。本研究选择廉价易得的玉米浆作为有机氮源,并通过用不同的方式进行预处理,获得了适合L-苏氨酸发酵使用的最佳玉米浆配比,提高了L-苏氨酸的产率。使用酸水解或酶水解预处理玉米原浆,将其中的蛋白质分子降解为多肽及游离氨基酸,除了具有使菌体更容易利用,提高了L-苏氨酸产率的好处外,可能还具有节省消泡剂的用量,降低成本;增加溶氧促进细胞生长,提高产酸率;营养容易利用,提高产酸转化率,缩短发酵周期;增加发酵罐装液量,提高单产;释放更多可利用有机氮源,减少无机氮(液氨)使用量等优点,需要在以后的生产和科研实验中进一步验证。
[1]徐庆阳,孙家凯,吴晓娇.有机氮源对谷氨酸棒杆菌发酵L-缬氨酸的影响[J].食品与发酵工业,2012,38(5):12-16.
[2]刘康乐,刘秀敏,聂晓东.玉米浆水解工艺研究[J].发酵科技通讯,2013,42(1):26-28.
[3]白志川,方才君,刘正伏.硫酸水解豆粕制备复合氨基酸的正交试验[J].西南农业大学学报,2005,27(6):774-776.
[4]刘利锋,于海燕,马建.菌体蛋白水解液代替豆粕水解液[J].发酵科技通讯,2005,34(2):10.
[5]姚菁华,肖雷.谷氨酸菌体蛋白的酶解试验研究[J].淮海工学院学报,2002,11(4):52-55.
[6]刘利锋.豆粕水解液对谷氨酸发酵的影响[J].发酵科技通讯,2004,33(2):6-7.
[7]孙玉华,冯志彬,徐庆阳,等.基于稳健性设计优化L-赖氨酸发酵过程[J].生物技术通讯,2007,18(1):57-59.
[8]冯志彬,孙玉华,陈宁,等.碳源对L-苏氨酸发酵的影响[J].食品与发酵工业,2006,32(8):15-17.
[9]OKAMOTO K,IKEDA M.Development of an industrially stable process for L-threonine fermentation by an L-methionineauxotrophic mutant of Escherichia coli[J].Journal of Bioscience and Bioengineering,2000,89(1):87-89.
(责任编辑:朱小惠)
Study on different pretreatments of corn syrup used in L-threonine fermentation
NIU Fuhua1,ZHANG Anhong2,CHANG Liqun3,XU Qingyang1
(1.College of Biotechnology,Tianjin University of Science and Technology,Tianjin 300457,China;2.Ningxia EPPEN Biotech Co.,Ltd.,Yinchuan 750100,China;3.Ningxia Agricultural Institute of Survey and Design,Yinchuan 750000,China)
The acidulated corn syrup,acid-hydrolyzed corn syrup and enzymatic-hydrolyzed corn syrup were obtained through various pretreatments of corn syrup.The optimized proportion of pretreated corn syrup with good cell growth,short fermentation period and high L-threonine productivity was obtained by total amino acid analysis and L-threonine fermentation experiments. The optimum ratio of corn syrup and acid-hydrolyzed corn syrup was 2∶1.The fermentation period was shortened to 36 h,and the yield of L-threonine was increased to 135 g/L.
L-threonine;fermentation;enzymatic-hydrolyzed corn syrup;acid-hydrolyzed corn syrup
TQ922
A
1674-2214(2015)03-0018-05
2015-01-08
牛福华(1979—),女,宁夏银川人,助理工程师,硕士,研究方向为生物工程,E-mail:335308938@qq.com.
猜你喜欢
休闲读品·天下(2020年4期)2020-02-04
中国当代医药(2019年20期)2019-09-25
农业机械学报(2019年1期)2019-02-15
饲料工业(2017年8期)2017-04-05
广东饲料(2016年1期)2016-12-01
中国美容医学(2016年4期)2016-07-25
饲料博览(2015年4期)2015-04-05
华西口腔医学杂志(2013年2期)2013-05-10
食品科学(2013年24期)2013-03-11
食品科学(2013年6期)2013-03-11