
胎面线连续称重影响因素及自动反馈控制功能的实现
2015-11-17 02:37:59唐国庆朱杭灵金夏龙
橡塑技术与装备 2015年13期
唐国庆,陈 超,朱杭灵,金夏龙
(中策橡胶集团公司,浙江 杭州 310018)
胎面线连续称重影响因素及自动反馈控制功能的实现
Infl uence factors of continuous weighing of tread line and realization of the function of automatic feedback control for tread line
唐国庆,陈 超,朱杭灵,金夏龙
(中策橡胶集团公司,浙江 杭州 310018)
通过介绍影响轮胎制造胎面线连续称重精确性各方面的影响因素、采取的针对措施,及利用胎面称重系统的反馈信息,对挤出机螺杆速度进行自动闭环调节控制功能的实现途径。
连续秤;反馈;闭环控制
随着汽车工业的向前发展,对轮胎的质量及运行舒适性提出了更高的要求。这使得轮胎制造企业必须不断的在硬件设备和生产管理上更加精益求精,才能制造出更加适应市场需求的好产品。
用于制造轮胎胎面的挤出生产线,主机部分将不同规格的胶片通过螺杆挤出机的塑化、复合成型,然后通过冷却辅线,最后通过小车卷取,送至下一工序。由于胶料参数波动、挤出机吃胶稳定性等各种因素变化,导致了在同等的长度范围内,制品重量波动,直接影响到轮胎成品的动平衡和均匀性测试合格率。
所以,在胎面生产线辅线上设置有定长连续称重装置,动态测量1 m的单位范围内制品重量,并通过数显仪表显示当前重量值。本文就影响胎面线连续称重精确性各方面的因素,及采取的针对措施方面进行介绍,并对我们设计的通过重量反馈系统对挤出机螺杆速度进行自动闭环调节控制功能的实现途径进行阐述。
1 连续称重影响因素及针对措施
经过对定长连续称重装置的测试及数据采集积累,我们将影响称重系统的原因分类为称重装置自身稳定性和现场生产过程参数变动两大类。
当胶条运行过程中要受到以下几个作用力,如图1所示。
这里还有一个垂直向下分力的概念,当垂直向下分力完全等于重力G时,才是我们最想要的结果。
理论上称重设备可以精确测得垂直向下分力,并转换为电信号,反映到仪表上。从而获得1 m长胶条的重量。但实际过程中会有很多因素影响该分力的获取。如:前后辊道与秤的水平,称重辊道本身的水平、胶条下平面的平面度,运行的速度(变化)以及称前速整超声波储胶位置等,都会造成垂直向下分力的变化。
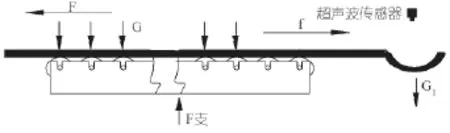
图1 胶条运行过程受力示意图
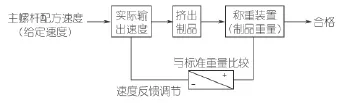
图2 称重反馈闭环控制系统框图
理论上胶条线处于水平状态是最为理想状态,但实际应用中胶条线不可能完全水平从而无法获得准确的垂直向下分力。为了减少胶条运动对秤冲击,我们将米秤做了独立基础,在调整米秤自身辊道水平时,将高度误差控制在±1.0 mm;米秤制造厂家推荐在秤装置与输送线产生一点落差,将秤前输送辊水平高度调整到秤体输送辊筒秤略高1~2 mm,秤后输送辊水平高度调整到比秤体输送辊筒略低1~2 mm,可以减少运行速度变化对秤冲击,可以更为准确的获得单位长度重量。
在秤前输送辊道与接取冷却辊道间,设置了储胶缓冲位置以便于两段速度匹配。最初设计时采用浮动辊装置,将测量辊道压在胶条上表面,通过检测胶条位置变化自动调节连续秤的速度。但是我们经过测试发现,储胶位置胶条自重和浮动辊在胶条表面施加的压力,都会造成垂直向下分力的变化,造成米秤测量值偏小。所以现在该位置革新为采用超声波传感器非接触测量胶条位置变化,且将胶条储胶量尽可能调节到最少,以避免测量误差。
生产过程中的参数变化包含原料胶料在生产过程中批次不一样所导致的胶料密度、门尼系数波动,供胶胶盘更换时造成的短时间进胶量减少,异常停机造成的胶料在挤出机机筒内滞留等因素。所以在生产管理上需要严格执行多片供胶规范,尽可能均化胶料差异,提高供胶操作人员熟练程度,缩短换胶盘操作时间,提高设备稳定性,避免不必要的故障停机。
2 自动反馈调节功能的实现
为了提高胎面制品重量的稳定性,我们在PLC里设计了称重反馈调节的自动闭环控制系统,系统框图如图2。
主机螺杆基准速度由配方给定,通过米秤装置测量当前重量。在程序设计上,在秤前安装一个计长被动辊,采用堆栈计数法记录当前10 m内的平均重量值,与配方标准重量进行比较后,倘若超出了标准偏差范围,程序计数反馈修正速度与配方速度进行叠加后,自动调节挤出机主螺杆速度以控制出胶量,从而达到稳定胎面制品重量的目的。
3 结束语
我们对不同规格的胎面,每隔5 s进行一次重量的数据采集(如表1),对重量进行过程能力指数分析,以±4%的重量公差来计算, CP值从1.41提高到2.49,CPK从-0.46提高到1.63,两者都得到了显著提高。
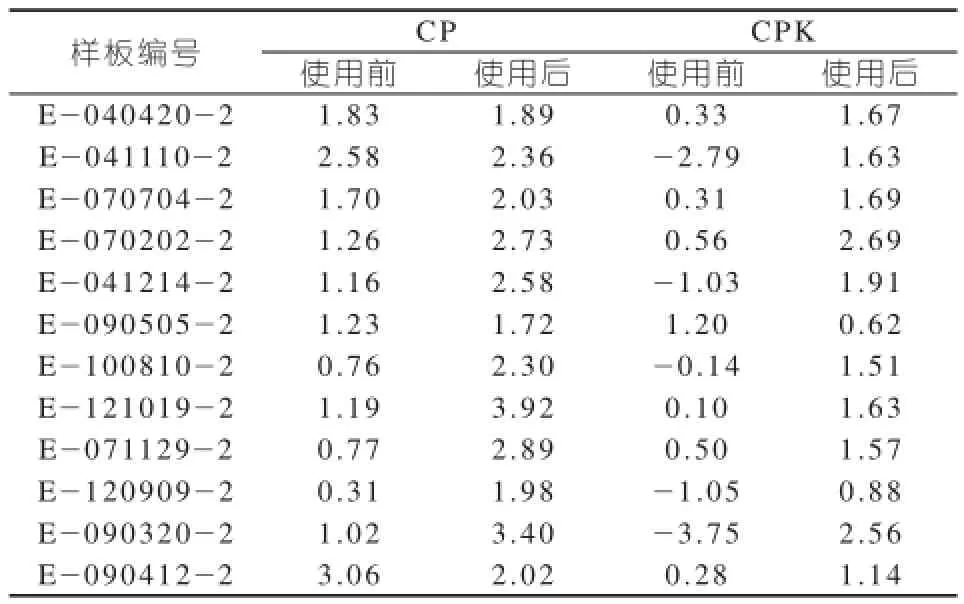
表1 重量采集数据对比
实现重量反馈控制前的CPK数据,全部在1.33以下的原因是,我们一般以胎面型胶尺寸的标准来控制胎面的压出,然而胎面挤出后必然会存在气孔,从而降低了胎面整体的密度。所以胎面单位长度的重量由于密度的降低而产生较大的偏差,更进一步体现对胎面进行重量控制的重要性。
[1] METTLER TOLEDO托利多连续称使用说明. 托利多(常州)称重设备系统有限公司,2009.
(XS-02)
TQ330.493
1009-797X(2015)13-0062-02
B
10.13520/j.cnki.rpte.2015.13.019
唐国庆(1978-),男,中策橡胶集团装备中心副主任工程师,机电技术应用专业。
2014-08-27
猜你喜欢
金秋(2023年6期)2023-07-22 09:19:56
橡胶科技(2023年2期)2023-04-06 03:46:14
中国设备工程(2021年22期)2021-12-20 06:39:46
散文百家(2021年5期)2021-11-12 08:56:01
中国建筑金属结构(2021年8期)2021-09-05 01:19:14
商品与质量(2021年7期)2021-04-02 12:40:34
新教育论坛(2019年27期)2019-09-10 21:48:33
奥秘(2019年1期)2019-03-28 17:18:47
制造技术与机床(2018年9期)2018-09-19 06:47:58
新高考·高一物理(2015年10期)2015-11-26 18:44:00
