
基于CAD/CAE技术的加湿器外壳注射模具设计
2015-11-17 02:37:59王晓晓
橡塑技术与装备 2015年13期
王晓晓
(江苏信息职业技术学院,江苏 无锡 214153)
基于CAD/CAE技术的加湿器外壳注射模具设计
Design of humidifi er shell injection mold based on CAD/CAE technology
王晓晓
(江苏信息职业技术学院,江苏 无锡 214153)
分析了加湿器外壳塑件的工艺性,进而初步设计其注射模具,通过Moldflow软件对模具中的浇注系统和冷却系统进行模流分析,根据分析结果对模具的浇注系统、冷却系统进行优化,从而缩短生产周期、降低成本、提高产品的质量。
注射模具;MoldFlow;模流分析;Ug
注射成型过程中,塑料熔体在模具型腔内的流动过程是非常复杂的物理过程。按照传统的模具设计方法,只能凭借经验设计模具,制造出模具后还要反复进行试模、调整,造成模具设计周期长、成本高,而且难以保证质量。随着注射模具CAD/CAE技术的应用和发展[1~3],特别是以Moldflow软件为代表,以模拟分析塑料在模具中的流动来预测潜在的缺陷并及时修改,取代传统的反复试模、修模等过程,从而降低产品制造成本,缩短产品开发周期,提高产品质量。
本文针对加湿器外壳,结合CAD/CAE软件设计其注射模具,通过MoldFlow软件进行模流分析,根据分析结果对已设计的模具进行评价,并最终确定模具结构。
1 加湿器外壳工艺分析
如图1所示,该零件最大外形尺寸为Φ125× 177.25 mm、壁厚为2.5 mm、且外表面不允许有痕迹,因此在设计模具时,考虑采用一模一腔、点浇口进料、推杆推出。
2 加湿器外壳注射模具设计
2.1 分型面的选择
由于该塑件有外观质量要求,因此分型面、浇口、推件的痕迹都不能有,因此分型面选择在图2的位置。
2.2 成型零件的设计
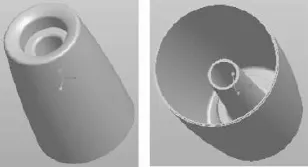
图1 加湿器外壳外形
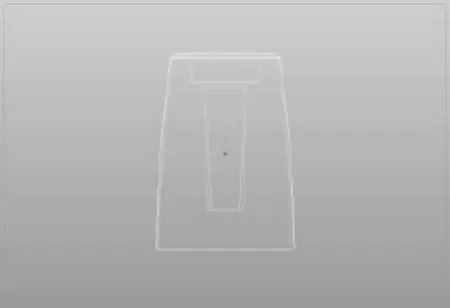
图2 分型面的位置
为了加工、更换方便等方面,采用镶拼式型芯;塑件外形尺寸较大,为了防止塑件在成型时变形较大,采用整体式型腔,如图3所示。

图3 成型零件的结构
2.3 浇注系统的设计
塑件外观不能有痕迹,且便于简化模具结构、加工方便、实现自动化操作,采用点浇口进料,如图4所示。
2.4 推出机构的设计
该塑件壁厚较薄、且高度尺寸较大,因此采用圆形截面推杆、异形截面推杆相结合的综合推出机构推出塑件,如图5所示。综上所述并考虑到其他辅助机构,该模具总装结构的初始设计如图6所示。

图4 点浇口
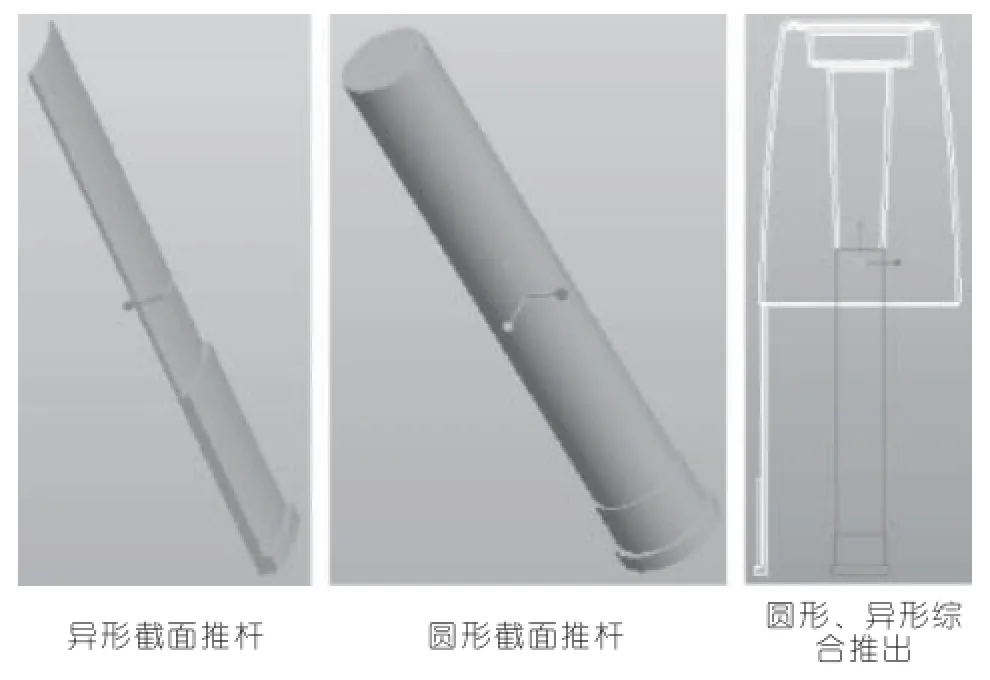
图5 推出机构

图6 模具装配图
3 加湿器外壳的模流分析
3.1 塑件网格的划分
首先将产品导入MoldFlow软件中,并进行网格划分,划分质量如图7所示。
3.2 分析模型的建立
按照在Pro/e软件中设计的结构及尺寸,在MoldFlow软件中建立相应浇注系统和冷却系统,如图8所示。
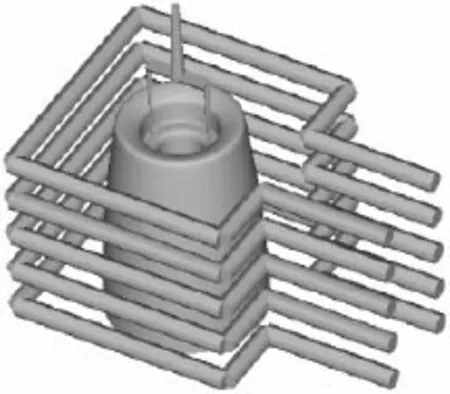
图8 浇注系统、冷却系统分析模型
3.3 分析结果
进行充填、保压、冷却、翘曲分析,分析结果如图9所示。

图9 充填、保压、冷却、翘曲分析结果
从充填分析结果来看,充填时间短;气穴基本集中在分型面或成型零件的拼合处;缩痕指数较小;熔接线在塑件的内部且较少;因此该浇注系统设计的较为合理。
从冷却分析结果来看,回路冷却水入水口、出水口温度相差很小;塑件温度差异不大,收缩率较均匀;塑件达到顶出温度的时间相对较长,但塑件尺寸较大,如果冷却不够充分的话,塑件很容易产生变形;从翘曲分析结果来看,塑件由于角效应、冷却不均引起的变形量很小,但由收缩不均引起的变形量稍大了些且主要集中在塑件的底部,实际生产过程中可通过调整冷却水的速度及在底部增加冷却回路,可以基本解决这个问题。综上所述,该塑件注射模具的初始设计较为合理。
4 结论
根据模流分析结果对模具的初始设计进行分析总结,从而能得到最优结构和最优工艺。实践证明,应用CAD/CAE软件进行模具设计可以有效地提高设计的效率,降低设计缺陷的发生率,从而缩短产品开发周期,降低产品的生产成本,提高产品的质量。
[1] 王文广. 塑料注射模具设计技巧与实例[M]. 北京:化学工业出版社,2004.
[2] 丁国军. Moldflow软件在注射模设计中的应用[J]. 模具制造,2008,15(6): 13~15.
[3] 俞华英,金杰,吕圣. 基于Moldflow的薄壁注射件的工艺参数的优化[J]. 浙江工业大学学报,2008,36(4):460~464.
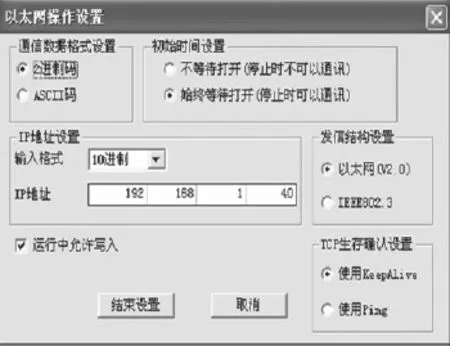
图6 以太网模块设置
5 上位机Niopc硬件组态及Labview程序编写
首先设置TCP/IP为固定IP需同以太网设置的IP地址前三位相同,并且最后一位不同即可,如PLC以太网设置为192.168.1.40,上位机的IP地址在这里设置为192.168.1.100,子网掩码设置为255.255.255.0,其他项目设置为默认即可。
5.1 使用labview的ni opc server进行与PLC组态
首先添加一个通道命名通道名称可以用机台号,设置device driver为 Mitsubishi-Ethernet其他默认可,在此通道下添加一个device设置设备名称下一步选择device model为Q Seies,下一步设置ID为192.168.1.40 N0:255其中192.168.1.40为连接的PLC以太网模块设置IP地址一致,其他项目默认即可。在该设备下添加需要的Tag,如PLC中的检测数值、标准值、标准偏差、状态检测以及规格名称等需要的地址值。还有一个需要特别注意的事项,我在测试中发现,如果用同一通道使用几台设备的话,在一台设备有问题时其他的传送速率会受到严重影响。因此在添加下一个机台时,应添加一个新的通道,而不是在同一通道下添加新设备。
5.2 Laview程序编写
下面介绍如何在Labview主程序中编写数据运算、在文本文件中写入检测数据及状态等。
为了便于快速查询检测信息、数据分析、异常问题、每天的检测条数、不合格条数等,进行程序编写把每天的数据存储在一个文件中,并且能够做到检测数据精确到几点几分几秒。
6 结束语
通过轮胎胎坯自动称量系统检测、记录每一条轮胎的重量,能够及时发现半成品的异常情况,及时处理避免批量事故的产生;能够完全避免质量不合格胎坯进入下工序;同时完整的胎坯称重数据库,能够支持各工段及时分析部件的加工精度,既避免因超重而引起的成本上升,又避免了因超轻引起的品质不良。
(XS-02)
TQ320.66
1009-797X(2015)13-0072-04
B
10.3520/j.cnki.rpte.2015.13.024
王晓晓(1980-),男,汉族,江苏无锡人,上海交通大学硕士,江苏信息职业技术学院,讲师,研究方向,注塑模具设计。
2015-05-15
猜你喜欢
装备制造技术(2019年12期)2019-12-25 03:07:36
模具制造(2019年7期)2019-09-25 07:30:00
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年3期)2019-06-06 02:10:58
好日子(2018年9期)2018-10-12 09:57:26
中央民族大学学报(自然科学版)(2017年2期)2017-06-11 07:14:48
山东工业技术(2016年15期)2016-12-01 05:30:54
工业设计(2016年7期)2016-05-04 04:01:00
工业设计(2016年5期)2016-05-04 04:00:37
河南科技(2015年2期)2015-02-27 14:20:28
