
净化吸收塔差压与处理气量选择的探究
2015-10-27 06:51:50蔡之兴杨勇温欣胡桥蒋燕牛万毅
石油化工应用 2015年7期
蔡之兴,杨勇,温欣,胡桥,蒋燕,牛万毅
(中国石油长庆油田分公司第一采气厂,陕西靖边718500)
净化吸收塔差压与处理气量选择的探究
蔡之兴,杨勇,温欣,胡桥,蒋燕,牛万毅
(中国石油长庆油田分公司第一采气厂,陕西靖边718500)
为了脱除天然气中二氧化碳、硫化氢,净化厂通常采用MDEA的水溶液与天然气在吸收塔中逆流接触。检修结束投入使用的吸收塔气液接触良好,塔体差压较低,几乎不会发生拦液状况。但是随着装置的运行,在未改变工况的情况下吸收塔的差压会逐渐上升,拦液次数也逐渐增多。本文通过对吸收塔塔板受杂质堵塞的不同状况对塔盘压降进行计算,分析了造成差压升高的原因,并提出了塔体差压与异常差压下吸收塔最优处理气量计算方法。通过天然气处理气量的优选,从而减少吸收塔拦液次数的发生,确保天然气脱硫脱碳的质量。
差压;塔盘降;处理气量
1 吸收塔力学性能计算
为了脱除天然气中二氧化碳、硫化氢,净化厂通常采用MDEA的水溶液与天然气在吸收塔中逆相接触。检修结束投入使用的吸收塔气液接触良好,塔体差压较低,几乎不会发生拦液状况。但是随着装置的运行,在未改变工况的情况下吸收塔的差压会逐渐上升,拦液次数也逐渐增多。本文以采气一厂第二净化厂Ⅱ#净化装置脱硫塔为基础进行模型的建立。
1.1正常运行下的吸收塔差压计算
对于满负荷工况条件下的吸收塔(C-1101)进行塔盘压降计算,该吸收塔共设有18层CJST高效塔盘,相关物性参数(见表1)。
1.1.1天然气密度计算原料气进气压力P为5.00 MPa,及原料气进气组成CH4和CO2体积分数(分别为93.810%和5.321%)计算原料气的平均摩尔质量为M=17.351。T取气体进塔平均温度10℃。应用式PM= ρRT计算气体密度。

1.1.2MDEA配方溶液密度计算第二净化厂MDEA配方溶液浓度控制在40%左右。中国石油西南油气田分公司天然气研究院依据测定数据回归的计算公式为:
1.1.3气体孔速计算装置满负荷运行时,处理气量为375×104m3/d(标况),换算为5.0 MPa工作状况下的气量为7.630 7×104m3/d(0.883 1 m3/s)。
CJST塔盘罩帽孔径为d=10 mm,开孔面为2个,面开孔数为13,单罩总开孔数为156个,每层塔盘罩帽为36个。
开孔面积A0为:

1.1.4塔盘压降计算干板压降:

溢流堰高:hw=0.025 m
堰上液流高度:
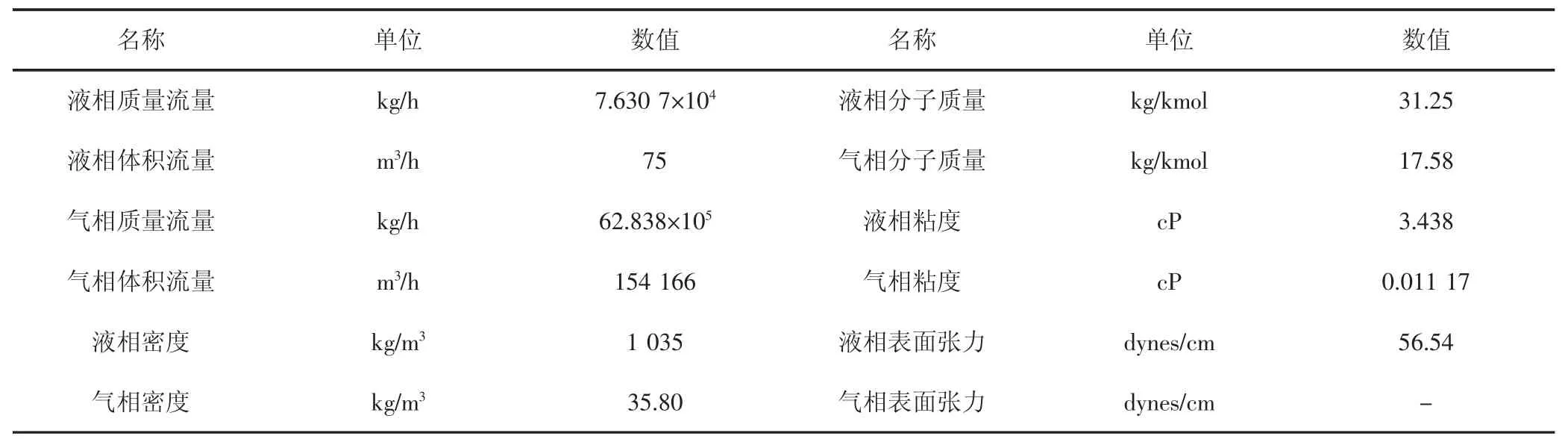
表1 MDEA吸收塔的相关物性参数

式中:E为液流收缩系数,E=1.035;LS为液相体积流量,m3/s;lw为溢流堰长度,m。气体通过上层清液阻力:

湿板压降:hp=hd+0.8hL

综上:脱硫塔的总压降(见表2)。

表2 脱硫塔压降表
2014.7.1起Ⅱ#净化装置脱硫塔运行之后,在平均处理气量370×104m3/d,脱硫溶液75 kg/h,从14层进液的状况下,平均差压在10.81 kPa。与计算塔盘压降值相吻合。
1.2CJST塔盘上限气速计算
1.2.1CJST塔盘性能负荷图
1.2.1.1雾沫夹带线CJST塔盘的雾沫夹带线按泛点率80%计算,整理后方程:

1.2.1.2液泛线经计算液泛线如下:

1.2.1.3液相负荷上限线取Q=5 s作为液体在降液管中停留时间的下限,则有:

1.2.1.5液相负荷下限线取堰上液层高度为how= 0.006 m作为液相负荷的下限条件:
计算出LS的下限值:

根据雾沫夹带线、液泛线、液相负荷上、下限线、漏液线,绘制CJST塔盘性能负荷图,并标出操作点、画操作线,得出气、液操作范围(见图1)。

图1 CJST-塔盘性能负荷图
气液操作范围:(1)脱硫塔改造后的最小液相负荷为5 m3/h;(2)最大液相负荷为147 m3/h;(3)脱硫塔最小气相负荷为152×104m3/d;(4)受雾沫夹带影响,脱硫塔最大气相负荷为479×104m3/d。
1.2.2CJST塔盘的上限气速根据雾沫夹带的影响,脱硫塔最大气量负荷为479×104m3/d。则在天然气压力5.0 MPa、原料气温度20℃工况条件下,脱硫塔气象负荷为10.210 7×104m3/d,上限气速计算为:

由上式计算结果可得,在塔盘气速达到2.681 m/s以上时,由于过快的气速,而导致严重雾沫夹带的发生,进而引发液泛的发生。
2 吸收塔异常差压分析与处理气量上限值的计算
经过计算:在处理气量为300×104m3/d、原料气压力为5.0 MPa、循环量为75 m3/h的工况下,脱硫塔的差压值在9.44 kPa。查找历史生产数据得到2014年10月21日,Ⅱ#净化装置区在处理气量为304×104m3/d、原料气压力为5.03 MPa、循环量为77 m3/h的工况下,脱硫塔差压为8.49 kPa。理论计算值与实际生产值相差很小。
但是,Ⅱ#净化装置区2014年4月在处理气量为300×104m3/d的工况下,脱硫塔差压却恒定在20 kPa上下稳幅波动,与新投运的装置差压或理论差压严重不符,达到了正常生产差压的2倍。2014年5月31日对Ⅱ#净化装置区停车检修时发现吸收塔1~9层塔盘及帽罩被黑色污泥覆盖,1~5层帽罩气孔堵塞严重,由于污泥堵塞塔盘与气孔,缩小了气体通过的孔径,从而增大了流速。根据不同塔板的堵塞状况对天然气的气速,塔板差压进行了校核。

表3 计算参数表
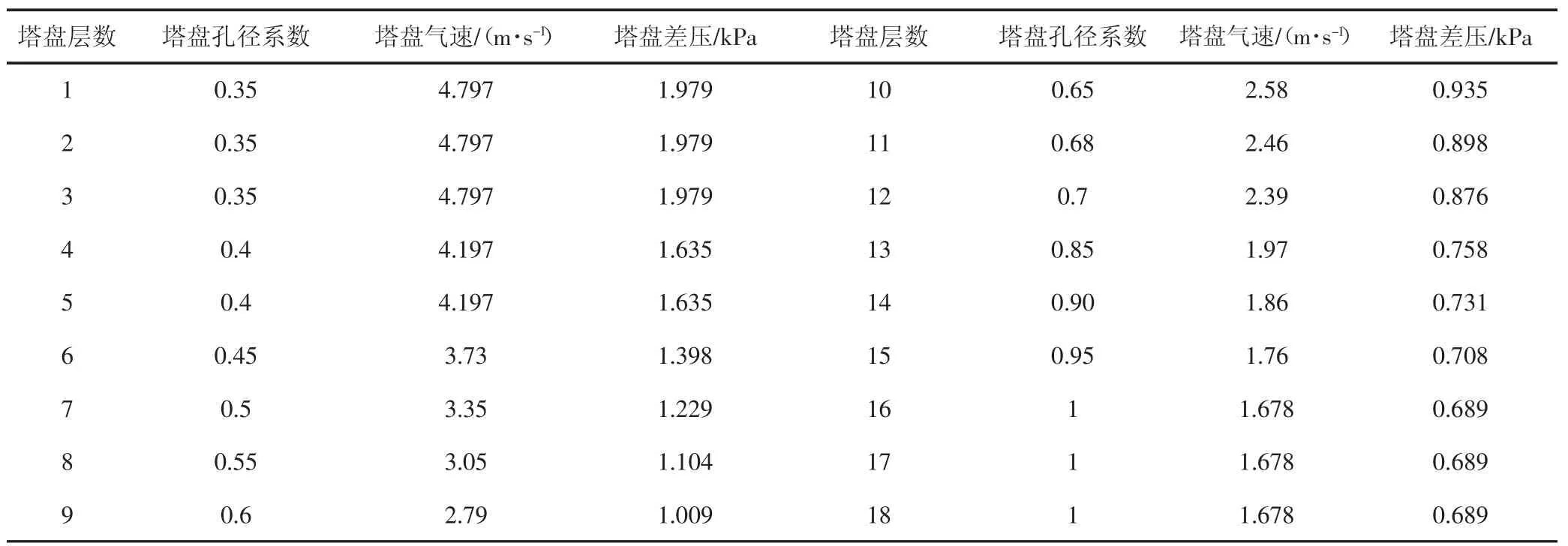
表4 塔板差压计算表

图2 塔板气速分布图
2.1塔板压降、气速计算
处理气量为300×104m3/d、原料气压力为5.0 MPa、循环量为75 m3/h的,同时对实际CJST塔盘孔径根据污泥覆盖的多少引入系数α(α∈[0,1])。孔径:d0=10 mm,实际孔径dn=αnd0,塔盘孔数N=5 616。
气体体积流量VS=6.395×104m3/d(0.740 1 m3/s)
2.2塔板气速分析
塔板气速分布统计(见图2)。由图2可以看出,第1层至第9层塔板气速都超过雾沫夹带的上限气速2.68 m/s。尤其是在5层以下,气速已经达到了4 m/s以上。对装置带来严重的雾沫夹带,进而引发液泛。同时,由于溶液的严重发泡,而两者共同作用使得拦液频繁发生。
2.3塔板压降分析
全塔理论压降=18层塔板计算压降之和=0.689+ 0.689+0.689+0.708+0.731+0.758+0.876+0.898+0.935+ 1.009+1.104+1.229+1.398+1.635+1.635+1.979+1.979+ 1.979=20.92 kPa。
经过计算,全塔理论压降为20.92 kPa,与实际工况下的19 kPa~23 kPa基本吻合,由表5可以看出,2014年4月至5月脱硫塔第一层塔板的压降最高1.979 kPa,逐层减少,至18层最低0.689 kPa。
2.4异常差压下处理气量优选方法的提出
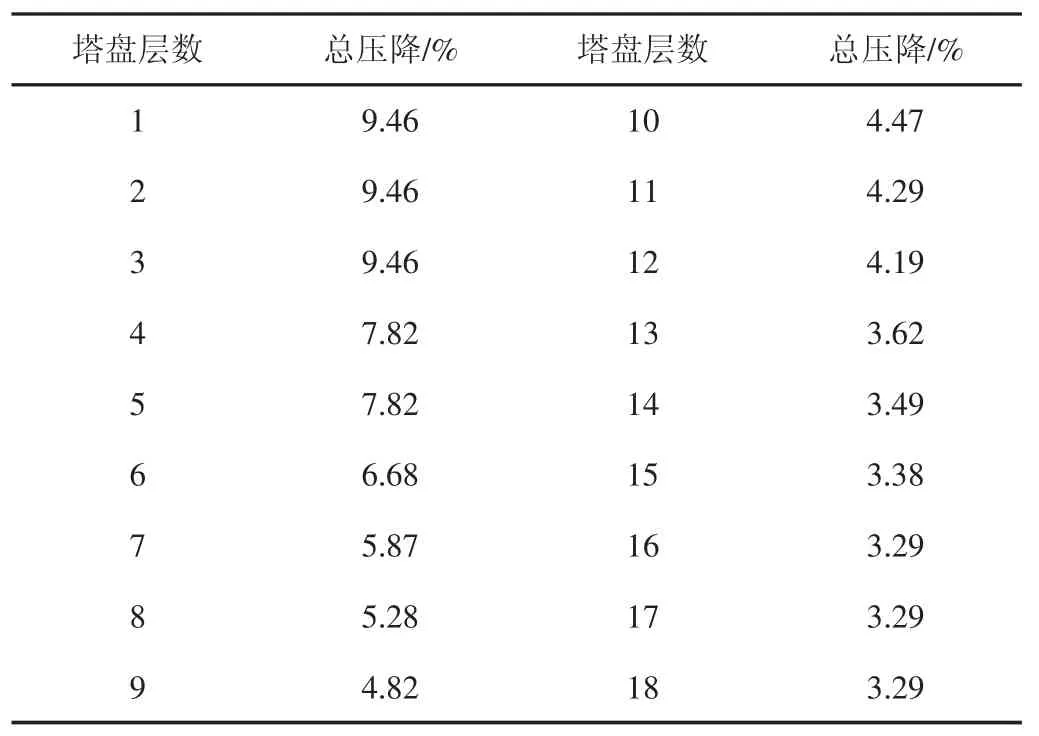
表5 塔板压降所占总塔体压降的百分数表
塔板堵塞状况随着塔板层数的增加逐渐减轻,因而塔板的压降也随着减小。以表4的计算值得到每层塔板压降所占总塔体压降的百分数表5。
处理气量上限值的计算方法:(1)以表5的压降比例反推差压异常状态下的单板压降;(2)根据每层单板的压降计算单板有效流通面积;(3)根据单板有效流通面积与气量计算单板孔速;(4)对气速大于严重雾沫夹带上限气速的塔盘的有效面积求平均值;(5)用有效面积的平均值与临界严重雾沫夹带上限气速2.68 m/s计算处理气量上限。
3 吸收塔处理气量的上限值的验证
由表4得:第1层~第9层塔盘气速都超过了临界严重雾沫夹带上限气速2.68 m/s。因此对1~9层塔盘有效通道面积求平均值:
面积=(0.286+0.264+0.242+0.221+0.198+0.176+0.176+ 0.154+0.154+0.154)/9=0.202 m2
按上限气速计算在平均截面的天然气流量上限:
0.202×2.68×3 600×24=4.677 3×104m3/d
标况下天然气流量上限为219.42×104m3/d。Ⅱ#净化装置吸收塔2013.4.25检修完成投入使后,用日处理气量在350×104m3,差压稳定在10 kPa。随着装置的逐步运行,脱硫塔的差压虽然有波动,但在2014年1月之前脱硫塔差压都在15 kPa以下,装置运行平稳很少出现拦液情况。2014年2月,Ⅱ#净化装置的天然气处理气量下降至300×104m3,但脱硫塔差压却依然稳步上升,逐渐增长至24 kPa,日平均拦液3次。此时表明吸收塔差压有了很明显的偏差,说明塔盘的有效流通面积减少,塔板气速增大,从而导致了塔板压降的升高。从2月至4月日处理气量都在300×104m3,循环量在75 m3/h,吸收塔差压稳步在22 kPa~24 kPa,日拦液4次。
通过吸收塔处理气量优化方法计算得到在该工况下的天然气流量上限为219.42×104m3/d。2014年5月,当Ⅱ#净化装置吸收塔气量下降至207×104m3/d时,吸收塔的差压降低至15.6 kPa,同时,吸收塔拦液次数也减少至1次/天。可得出,将气量控制在计算所得上限气量值以下时,可以极大的降低吸收塔的压降,同时减少拦液的频次。
4 总结
本文通过分析天然气净化吸收塔在塔体差压异常的原因,提出吸收塔在差压异常状态下的处理气量上限计算方法,并通过实际生产的气量调配验证了该计算方法的可靠性。
4.1正常生产时的吸收塔压降计算:
(2)根据塔板层数与湿板压降计算塔体理论压降。
4.2吸收塔差压异常的判断与处理气量上限值的计算方法
(1)将实际吸收塔差压值与理论计算值进行比对。
(2)当实际值远远大于理论值时,以表5的压降比例反推差压异常状态下的每层单板压降。
(3)根据每层单板的压降计算单板有效流通面积。
(4)根据单板有效流通面积与气量计算单板孔速。
(5)对气速大于严重雾沫夹带上限气速的塔盘的有效面积求平均值。
(6)用有效面积的平均值与临界严重雾沫夹带上限气速计算处理气量上限。
10.3969/j.issn.1673-5285.2015.07.029
TE962
A
1673-5285(2015)07-0121-05
2015-05-12
猜你喜欢
中国粉体技术(2021年1期)2021-01-04 02:19:08
中国环保产业(2018年5期)2018-05-31 00:09:16
化学工业与工程(2017年2期)2017-04-10 07:12:05
石油化工(2016年9期)2017-01-21 02:19:58
广州化工(2016年19期)2016-11-23 05:42:12
中国煤炭(2016年9期)2016-06-15 20:29:53
原子能科学技术(2015年5期)2015-05-25 00:33:47
原子能科学技术(2015年9期)2015-05-16 07:48:06
石油化工(2015年9期)2015-02-05 03:20:36
化工科技(2014年5期)2014-06-09 05:17:22
