
铝/钢异种金属搅拌摩擦焊及其研究进展
2015-09-26 12:34魏艳妮李京龙熊江涛张赋升
精密成形工程 2015年5期
魏艳妮,李京龙,熊江涛,张赋升
(1.西安理工大学材料科学与工程学院,西安 710048;2.西北工业大学摩擦焊接陕西省重点实验室,西安 710072)
异种金属的连接一直是现代制造业的热门课题[1—4],尤其是具有互补的物化特性,以铝合金为代表的密度小、导热快的低熔点金属,与不锈钢等耐腐蚀性好、耐高温氧化及强度高的高熔点金属的复合连接技术更是关注的焦点[5—9]。铝具有材质轻、导电导热强、易延展、耐腐蚀、可回收等优良的物理化学性能,而钢的发展已经经过了近百年的历程,铝和钢都是公认的使用最为广泛的基础金属材料。铝与钢异种材料连接结构综合了两种材料的优良性能,可以有效减轻结构件的质量,且具有较高的强度和出色的抗腐蚀性;既节省了材料,又提高了系统结构的可靠性[10],因而在航空航天、空间技术、核工业、微电子、汽车、石油化工等领域得到了广泛的应用。如美国的DeltaⅣ火箭贮箱制造、日本的H2B火箭的推进剂贮箱、推进器的导管结构、热管结构、中子探测器、粒子加速器中均涉及铝与不锈钢焊接结构。然而,无论在热物理性能(如熔点、热导率、线膨胀系数等)方面,还是在材料力学性能方面,较大差异导致的异质金属连接困难、接头性能差一直都是研究的核心点。
针对铝及铝合金和钢异种金属焊接,国内外有许多学者从事过相关研究工作,几乎涵盖了现有的全部焊接方法,常见的有摩擦焊(惯性摩擦焊及连续驱动摩擦焊)以及搅拌摩擦焊、扩散焊、熔钎焊等。本文重点论述铝及铝合金和钢异种金属的搅拌摩擦焊方法。
搅拌摩擦焊(Friction Stir Welding,FSW)是英国焊接研究所(The Welding Institute,TWI)于1991年发明的一种新型固相连接技术,它适用于连接同质或异质的多种结构材料,自问世以来受到了人们的广泛关注[11—14]。其原理为搅拌头在轴向压力的作用下与工件紧密接触,通过旋转搅拌头与工件间摩擦产生的热量使金属发生软化,在搅拌针机械搅拌的作用下金属发生流动同时搅拌头沿着一定的方向前进,形成接头。其优点主要表现在:工艺裕度大,允许对接间隙容差0.1t(t为板厚);焊缝表观好,焊后工件表面平整,无明显焊缝凸起和焊滴,无需后续表面处理;力学性能好,疲劳、断裂及弯曲等性能明显优于熔化焊,且接头力学性能各向同性[15]。由于FSW有以上的诸多优点,使得它一被发明就立即掀起了研究的热潮,并很快就被投入到工业化应用之中,相关机理研究也越来越受到重视。文中将从接头形式、工艺参数、力学性能及界面组织等方面介绍铝/钢搅拌摩擦焊的研究现状。
1 铝/钢FSW接头形式
一般而言,利用搅拌摩擦焊方法可以实现的接头形式如图1所示[12]。其中最基本的接头形式为对接和搭接,分别如图1a和图1d所示,其余几种接头形式均可由上述两种焊接形式组合而成。
1.1 铝/钢FSW对接的工艺实现

图1 FSW接头形式[12]Fig.1 Joint configuration for FSW
对于铝/钢异种金属的搅拌摩擦焊而言,由于熔点差别较大(铝合金约为600℃,钢约为1400℃),为了防止铝一侧过热,采用搅拌头偏置的方法,即搅拌头的中心线偏向铝一侧,搅拌针仍有少量可以接触到钢基体,以实现钢一侧的变形。Liu等人[16]用此方法实现了6061-T6和TRIP 780/800高强钢的连接,图2所示为其FSW的焊接过程装配图及其横断面视图,可以看出“Tool offset”就是搅拌头中心线偏离焊缝中心的距离。

图2 FSW装配示意图[16]Fig.2 Schematic of the FSW configuration view perpendicular to the weld line(unit:mm)
1.2 铝/钢FSW搭接的工艺实现
利用FSW的方法制备异质金属的搭接接头的思想很早已经被许多研究者提出,并作了大量实验性工作。2007年,Chen等人[17]首先利用FSW 的方法研究了AC4C铸铝和AZ31镁合金的搭接接头的制备,在搅拌针不接触底部AZ31镁合金的前提条件下,AC4C铸铝和AZ31镁合金可以被成功焊接;之后,Chen等人[18]也作了AC4C铸铝与锌涂层钢的的搅拌摩擦搭接,同样是在搅拌针不接触底部金属时,通过中间界面反应层来实现连接,得到的最高接头强度为50 MPa;同样,ADC12铝合金和纯钛的搅拌摩擦搭接接头被成功获得,接头拉伸强度最高可以达到ADC12铝合金基体的62%[19]。
可以发现,针对铝/钢异质搭接实验,在搅拌针不接底部金属时,焊接强度不能得到有效提升。Xiong等人[20]和 Wei[21]等人提出采用切削搅拌针,设计了凹面轴肩(材料为高速钢W18Cr4V)与切削搅拌针(硬质合金旋转锉,标准件)配合形成的搅拌头,进行1060Al和1Cr18Ni9Ti不锈钢的FSW搭接,接头拉剪强度达到95 MPa,超过Al母材的拉剪强度,搭接试样断裂位置处于铝的搅拌摩擦热影响区。切削搅拌针的结构及组成如图3所示。
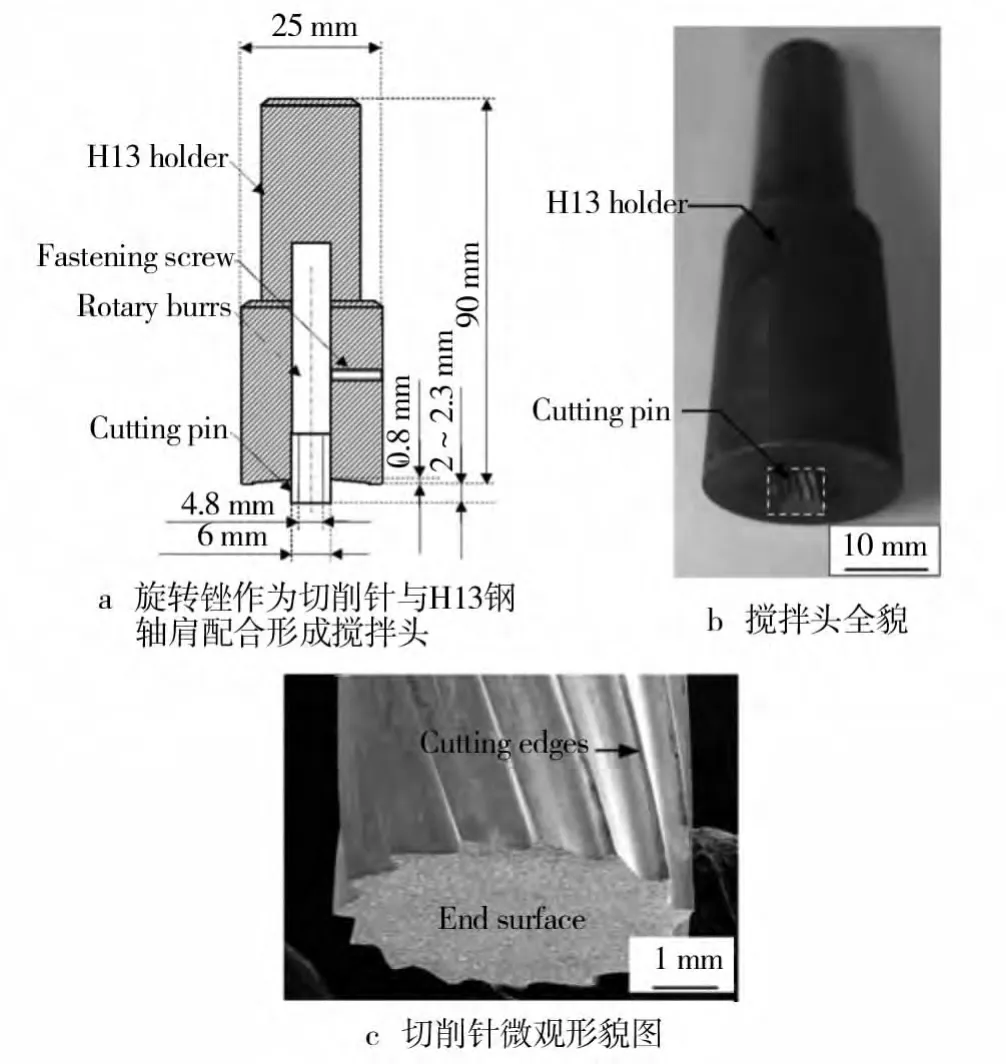
图3 搅拌头结构[20]Fig.3 Structure of welding tool
2 铝/钢FSW工艺参数
2.1 搅拌头
搅拌头是FSW过程中的核心部件,其设计是FSW过程工艺中最重要的环节之一。搅拌头的优劣决定了FSW过程能否扩大待焊材料的种类和提高待焊材料的板厚范围,同时也是FSW获得高质量接头的前提[22—23]。国内外文献都有一些搅拌头的设计综合性的论述,但由于该焊接方法的技术保密性,详细的设计原则不得而知。搅拌头主要由轴肩和搅拌针两部分构成。搅拌头的尺寸及形状决定了焊缝的尺寸、焊接速度和强度;搅拌头的材料决定了摩擦加热的速率、搅拌头的强度和焊接温度,而焊接温度则最终决定了FSW焊接材料的范围[24]。
常规的FSW中搅拌头的2个主要作用是产生热量和使材料流变。搅拌头最初旋入时,热量主要来源是搅拌针与工件的摩擦,另外一些热量则来自于材料的变形。搅拌头旋入工件中直到搅拌头轴肩与工件紧密接触,轴肩与工件间的摩擦产生很大的热量。搅拌头的第二个作用是搅拌和移动材料,因此,搅拌头设计也决定了材料加工后的微观结构的规则和特性。
2.2 工艺参数
搅拌头的转速(ω,r/min)是影响FSW热源的主要因素之一,当转速较低时,产生的摩擦热不足以使材料塑化,不能实现固相连接;随着转速的提高,摩擦热逐渐增大,热塑性流动层由上而下逐渐增大,孔洞逐渐减小直至消失,形成致密的搅拌区域。转速过高将导致搅拌针周围以及轴肩下面的材料过热,影响焊缝成形。根据所加工材料、板厚及焊接速度的不同,转速通常在 200~2000 r/min之间[25—26]。焊接速度(v,mm/min)是搅拌摩擦加工中搅拌头在工件中向前移动的速度。若焊接速度过低,搅拌头所产生的热量使焊接温度过高,焊核区金属的温度达到或超过熔点,易产生液化裂纹,若焊接速度过高,所产生的热量不足以使搅拌头周围的金属达到塑化状态,因此,应根据待焊材料、板厚及转速选择合适的焊接速度[27]。
其中热量的输入主要取决于转速(ω)和焊接速度(v)的比值,但如果ω/v的值过大,热输入接近材料的熔点,易致焊缝金属过于塑化,影响了焊缝金属的流动,不能形成良好接头。大量研究结果表明,提高热输入时会增加铝钢金属间化合物层厚度,明显降低焊接接头性能。另外,当旋转速度较低或者行进速度较大时,焊缝区热输入较小,搅拌针周围材料(尤其钢侧)没有充分塑化,无法实现铝-钢的搅拌摩擦焊接,可能出现“吻接”等缺陷。目前,铝-钢搅拌摩擦焊研究中,针对材料的不同,主要的工艺参数也有所区别。
Liu等人[16]研究了6061-T6和 TRIP 780/800高强钢的FSW,优化的工艺参数为转速1800 r/min,焊接速度60 mm/min。并且发现焊接速度对焊接压力、温度分布、材料应变速率和金属间化合物层有显著影响,但过高的焊接速度会缩短高温周期,从而使化合物层厚度减小;提高旋转速度,可以明显提高整个接头的温度分布,降低搅拌头前进的轴向及径向的阻力,同样也可以影响化合物层厚度。Ramachandran等人[28]在只改变焊接速度的条件下研究了AA5052铝合金与HSLA钢FSW工艺,图4所示的是固定转速时,不同焊接速度条件下的焊缝外观形貌,在40 mm/min时,焊缝成形最好。

图4 转速500 r/min下不同焊接速度时的焊缝外观[28]Fig.4 Photographic view of a typical set of FSW joints
3 铝/钢FSW界面组织
3.1 微观形貌
焊接过程伴随着热量的传导,焊接接头及母材由于输热量的不同而发生组织的变化。图5所示的是Liu等人[16]获得的典型的铝/钢搅拌摩擦焊对接接头的横截面图。界面结合良好,一层连续的钢屑从基体剥离并镶嵌进铝基体中,体现了FSW过程中材料的流动形式。
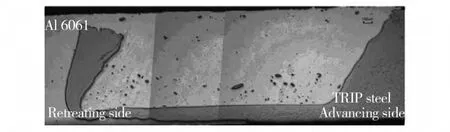
图5 铝/钢对接接头的典型横截面形貌[16]Fig.5 Typical optical macro image of the butt weld cross section[16]
图6所示的是Xiong等人[20]获得的典型的铝/钢FSW搭接接头的横截面形貌图。当搅拌针进入底部不锈钢,利用切削搅拌头底部侧刃对下部不锈钢表面进行铣削、清洁,活化其待焊面,并且使不锈钢有强烈塑性变形,增加金属界面接触面积。

图6 铝/钢搭接接头的典型横截面形貌Fig.6 Typical optical macro image of the lap weld cross section
3.2 界面生成物
铝/钢搅拌摩擦焊无论是在对接接头还是在搭接接头中,接触界面上都发生了元素的迁移扩散。由于铝原子活性比铁原子相对活跃,铝向钢侧迁移相对充分。受搅拌针的激烈搅拌挤压力,焊核中存在很多钢的碎片,钢和铝不但能形成固溶体,还可以形成金属间化合物,在铁中的铝都形成了金属间化合物FeAl3等。图7所示为Shen等人[27]获得的Al5754铝合金与DP600钢的搅拌摩擦焊搭接接头微观形貌,分别是接头全貌、焊合区边缘和焊合区中心,可以看出界面各处均生成了明显的金属间化合物层。在塑性状态下焊接时,两种材料激烈混合并呈现涡流状交迭形态。在界面处能够形成金属键合,铝-钢搅拌摩擦焊接头的金属间化合物一般有 FeAl,FeAl3和 Fe2Al5等[29—32]。

图7 铝/钢接触界面扩散生成物Fig.7 Diffusion and IMC on aluminum/steel interface
4 铝/钢FSW接头强度
4.1 接头拉伸性能
在铝/钢的搅拌摩擦焊中,可以实现接头的拉伸强度接近铝母材的强度,在合适的工艺参数下拉伸强度甚至高于母材。拉伸断裂一般发生在焊核和钢侧热机影响交界面处,由于产生了硬脆性的金属间化合物,因此一般以脆性断裂为主。接头中硬脆性金属间化合物的含量直接影响着接头的强度,接头拉伸强度随金属间化合物厚度的增长而降低。金属间化合物的形成和焊接热输入有紧密的联系,热输入增大加速脆性化合物的形核和长大,提高了铝-钢交界面脆性化合物的含量,最终降低了接头的拉伸性能,如图8所示[33]。

图8 IMC厚度和拉伸强度的关系Fig.8 An interlaced structure on the Al/steel interface
王美芬[34]进行了建筑用304L不锈钢与5083铝合金的异质搅拌摩擦焊试验,结果表明,异质搅拌摩擦焊接头的室温抗拉强度达248 MPa,分别是5083铝合金和 304L不锈钢母材室温抗拉强度的92%,47%;接头的室温伸长率达11%,分别是5083铝合金和304L不锈钢母材室温伸长率的92%,26%。Uzun等人[35]报道了4 mm厚的6013-T4铝合金与304不锈钢的搅拌摩擦焊接头强度可达到铝基体的70%。Ghosh等人[32]获得的纯铝与304不锈钢的搅拌摩擦焊接头强度达到了铝基体的82%。Tanaka等人[36]在焊接速度为100 mm/min,转速在400~1200 r/min之间搅拌摩擦焊接了7075-T6铝合金与低碳钢,最高拉伸强度可达到333 MPa,约为铝基体的60%。
4.2 微观硬度
单一材料焊缝断面的横向微观硬度分布通常为“W”形,而异种材料焊缝的微观硬度从铝合金一侧向不锈钢一侧分布出现突变,呈“阶跃”特征。如图9所示[37],微观硬度峰值出现在紧邻热机影响区的偏不锈钢一侧,偏不锈钢钢一侧热机影响区的焊缝边缘硬度值也较高,虽低于钢一侧的硬度值,但远高于焊核区和铝合金一侧的硬度值。铝-钢对接接头焊核区的平均硬度比母材铝合金高且分布不均匀,原因是焊缝中金属间化合物分布不均,其存在的地方硬度远比铝合金母材高。焊核区组织的微观硬度低于母材304L不锈钢,但高于母材5A06-H112铝合金,说明铝-钢异种金属搅拌摩擦焊对接对材料有硬度强化作用。铝侧热影响区硬度较母材有所降低,呈软化趋势,其原因可能是焊接过程中热循环作用下组织发生了变化。

图9 接头微观硬度分布Fig.9 Joint micro hardness distribution
5 展望
由于铝和钢焊接时易形成脆性金属间化合物,以及铝合金表面顽固的氧化膜使铝和钢的连接具有较大的难度,搅拌摩擦焊通过摩擦挤压有效去除铝合金表面的氧化膜,可以较好地控制两种材料间的脆性物质层的厚度,尤其适合于铝合金和钢管盘类零件之间的焊接。目前,通过搅拌摩擦焊方法,可以实现铝/钢对接和搭接的良好焊接,在优化工艺参数条件下,可获得与铝母材等强的接头,然而,界面处金属间化合物的控制还需进一步深入研究,以保证其对接头性能处于最佳影响状态。
[1]NANDAN R,DEBROY T,BHADESHIA H K D H.Recent Advances in Friction-stir Welding—Process Weld Ment Structure and Properties[J].Progress in Materials Science,2008,53(6):980—1023.
[2]JAFARZADEGAN M,FENG A,ABDOLLAH-ZADEH A,et al.Microstructural Characterization in Dissimilar Friction Stir Welding between 304 Stainless Steel and st37 Steel[J].Materials Characterization,2012,74:28—41.
[3]SHIN H S,PARK J S,YOKOYAMA Y.Dissimilar Friction Welding of Tubular Zr-based Bulk Metallic Glasses[J].Journal of Alloys and Compounds,2010,504(1):275—278.
[4]陈玉华,倪泉,黄春平,等.钛/铝异种金属搅拌摩擦焊搭接接头的组织结构[J].焊接学报,2011,32(9):73—76.CHEN Yu-hua,NI Quan,HANG Chun-ping,et al.Organizational Structure of Ti/Al Dissimilar Metal Friction Stir Welded Lap Joint[J].Transactions of the China Welding Institution,2011,32(9):73—76.
[5]EDER P A.Welding of AA1050 Aluminum with AISI 304 Stainless Steel by Rotary Friction Welding Process[J].J Aerosp Technol,2010,2(3):301—306.
[6]Da SILVA A,ALDANONDO E,ALVAREZ P,et al.Friction Stir Spot Welding of AA 1050 Al Alloy and Hot Stamped Boron Steel[J].Sci Technol Weld Join,2010,15:682—687.
[7]MOVAHEDI M,KOKABI A H,SEYED REIHANI S M,et al.Effect of Annealing Treatment on Joint Strength of Aluminum/Steel Friction Stir Lap Weld[J].Materials & Design,2013,44:487—492.
[8]TABANA E,GOULDB J E,LIPPOLDC J C.Dissimilar Friction Welding of 6061-T6 Aluminum and AISI 1018 Steel:Properties and Microstructural Characterization[J].Materials & Design,2010,31(5):2305—2311.
[9]ROULIN M.Strength and Structure of Fumier-Brazed Joints between Aluminum and Stainless[J].Welding Journal,2011,78(5):151—155.
[10]MURR L E.A Review of FSW Research on Dissimilar Metal and Alloy Systems[J].Journal of Materials Engineering and Performance,2010,19(8):1071—1089.
[11]UDAY M B,AHMAD FAUZI M N,ZUHAILAWATI H,et al.Advances in Friction Welding Process:a Review[J].Science and Technology of Welding and Joining,2010,15(7):534—558.
[12]MISHRA R S,MA Z Y.Friction Stir Welding and Processing[J].Materials Science and Engineering R,2005,50(1/2):1—78.
[13]MISHRS R S,MAHONEY M W.Friction Stir Welding and Processing[M].ASM International,2007:111—121.
[14]CHEN T.Process Parameters Study on FSW Joint of Dissimilar Metals for Aluminum-steel[J].Journal of Materials Science,2009,44:2573—2580.
[15]CHUNG Y,FUJII H,UEJI R,et al.Friction Stir Welding of High Carbon Steel with Excellent Toughness and Ductility[J].Scripta Material,2010,63:223—226.
[16]LIU X,LAN S,NI J.Analysis of Process Parameters Effects on Friction Stir Welding of Dissimilar Aluminum Alloy to Advanced High Strength Steel[J].Materials and Design,2014,59:50—62.
[17]CHEN Y C,NAKATA K.Friction Stir Lap Joining Aluminum and Magnesium Alloys[J].Scripta Materialia,2008,58(6):433—436.
[18]CHEN Y C,KOMAZAKI T,KIM Y G,et al.Interface Microstructure Study of Friction Stir Lap Joint of AC4C Cast Aluminum Alloy and Zinc-coated Steel[J].Materials Chemistry and Physics,2008,111(2/3):375—380.
[19]CHEN Y C,NAKATA K.Microstructural Characterization and Mechanical Properties in Friction Stir Welding of Aluminum and Titanium Dissimilar Alloys[J].Materials and Design,2009,30(3):469—474.
[20]XIONG J T,LI J L,QIAN J W,et al.High Strength Lap Joint of Aluminum and Stainless Steels Fabricated by Friction Stir Welding with Cutting Pin[J].Science and Technology of Welding and Joining,2012,17(3):196—201.
[21]WEI Y N,LI J L,XIONG J T,et al.Effect of Tool Pin Insertion Depth on Friction Stir Lap Welding of Aluminum to Stainless Steel[J].Journal of Materials Engineering and Performance,2013,22(10):3005—3013.
[22]YOUNG J,FIELD D,NELSON T.Material Flow during Friction Stir Welding of HSLA 65 Steel[J].Metallurgical and Materials Transactions A,2013,44(7):3167—3175.
[23]RAI R,DE A,BHADESHIA H,et al.Review:Friction Stir Welding Tools[J].Science and Technology of Welding &Joining,2011,16(4):325—342.
[24]SHIVAJI V,GADAKH K,ADEPU.Heat Generation Model for Taper Cylindrical Pin Profile in FSW[J].Journal of Materials Research and Technology,2013,2(4):370—375.
[25]MOVAHEDI M,KOKABI A,REIHANI S,et al.Effect of Tool Travel and Rotation Speeds on Weld Zone Defects and Joint Strength of Aluminium Steel Lap Joints Made by Friction Stir Welding[J].Science and Technology of Welding and Joining,2012,17:162—167.
[26]DAS H,BASAK S,DAS G,et al.Influence of Energy Induced from Processing Parameters on the Mechanical Properties of Friction Stir Welded Lap Joint of Aluminum to Coated Steel Sheet[J].The International Journal of Advanced Manufacturing Technology,2013,64:1653—1661.
[27]SHEN Z,CHEN Y,HAGHSHENAS M,et al.Role of Welding Parameters on Interfacial Bonding in Dissimilar Steel/aluminum Friction Stir Welds[J].Engineering Science and Technology,an International Journal,2015,18:270—277.
[28]RAMACHANDRAN K K,MURUGAN N,SHASHI KUMAR S.Influence of Tool Traverse Speed on the Characteristics of Dissimilar Friction Stir Welded Aluminium Alloy,AA5052 and HSLA Steel Joints[J].Archives of Civil and Mechanical Engineering,2015(in press).
[29]SPRINGER H,KOSTKA A,PAYTON E J,et al.On the Formation and Growth of Inter Metallic Phases during Inter Diffusion between Low Carbon Steel and Aluminum Alloys[J].Acta Materialia,2011,59(4):1586—1590.
[30]BOZZI S,HELBERT-ETTER A,BAUDIN T,et al.Intermetallic Compounds in Al 6016/IF-steel Friction Stir Spot Welds[J].Materials Science and Engineering A,2010,527:4505—4509.
[31]OGURA T,SAITO Y,NISHIDA T,et al.Partitioning Evaluation of Mechanical Properties and the Interfacial Microstructure in a Friction Stir Welded Aluminum Alloy/Stainless Steel Lap Joint[J].Scripta Materalia,2012,66(8):531—534.
[32]GHOSH M,KAR A,KUMAR K,et al.Structural Characterisation of Reaction Zone for Friction Stir Welded Aluminiumstainless Steel Joint[J].Mater Technol:Adv Perform Mater,2012,27:169—172.
[33]李辉凤,李建萍,鲁贞华,等.铝-钢异种金属搅拌摩擦焊研究[J].现代焊接,2011(10):12—16.LI Hui-feng,LI Jian-ping,LU Zhen-hua,et al.Study on A-luminum-Steel Dissimilar Metal Friction Stir Welding[J].Modern Welding Technology,2011(10):12—16.
[34]王美芬.建筑用不绣钢与铝合金的异质搅拌摩擦焊研究[J].热加工工艺,2015,44(5):194—199.WANG Mei-fen.Research on Friction Stir Welding of Dissimilar Metals of Stainless Steel and Aluminum Alloy[J].Hot Working Technology,2015,44(5):194—199.
[35]UZUN H,DALLE DONNE C,ARGAGNOTTO A,et al.Friction Stir Welding of Dissimilar Al 6013-T4 To X5CrNi18-10 Stainless Steel[J].Materials and Design,2005,26:41—46.
[36]TANAKA T,MORISHIGE T,HIRATA T.Comprehensive A-nalysis of Joint Strength for Dissimilar Friction Stir Welds of Mild Steel to Aluminum Alloys[J].Scripta Materalia,2009,61:756—759.
[37]王磊,柴鹏,曲文卿,等.5A06-H112铝合金与304L不锈钢搅拌摩擦焊对接研究[J].电焊机,2014,44(4):67—70.WANG Lei,CHAI Peng,QU Wen-qing,et al.Study on friction Stir Butt Welding for 5A06-H112 Aluminum Alloy and 304L Stainless Steel Dissimilar Metals[J].Electric Welding Machine,2014,44(4):67—70.
猜你喜欢
山东冶金(2019年1期)2019-03-30
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年1期)2016-02-27
山东冶金(2015年5期)2015-12-10
焊接(2015年8期)2015-07-18
制造技术与机床(2015年10期)2015-04-09
汽车维护与修理(2015年6期)2015-02-28
