
铝/镁异种金属搅拌摩擦焊研究现状及发展趋势
2015-09-26 12:34陈玉华谢吉林戈军委曹文明
精密成形工程 2015年5期
陈玉华,谢吉林,戈军委,曹文明
(南昌航空大学航空制造工程学院,南昌 330063)
铝合金耐蚀性好、比强度高,同时具有良好的导电和导热性能,被广泛地应用于航空航天、轨道交通、汽车工业等领域中[1]。镁合金是一种比铝合金更轻的有色金属,具有较高的比强度和比刚度,同时还具有良好的抗震性能和电磁屏蔽性能[2]。铝/镁异种金属的复合结构能够充分发挥两种金属的优良性能,扬长避短,具有重要的实用价值和现实意义。然而,由于镁和铝在晶体结构等物理化学性能方面存在巨大的差异,两者之间容易生成各种脆性金属间化合物,导致两者的焊接存在较大的问题,难以获得理想的焊接接头[3]。搅拌摩擦焊(FSW)是由英国焊接研究所于1991年发明的新型固相连接技术,焊接过程中,母材不熔化,能够有效地避免如气孔、裂纹、夹杂等缺陷,对于异种金属的焊接具有较大的优势[4]。许多学者对铝/镁异种金属的搅拌摩擦焊接进行了深入地研究,文中从异种金属的搅拌摩擦焊接的工艺角度,包括焊接工艺参数对接头的影响、接头的显微组织与金属间化合物,以及接头的力学性能、改进的新型工艺介绍等几个方面进行综述。
1 焊接工艺研究现状
搅拌摩擦焊接的工艺参数通常包括焊接速度、搅拌头旋转速度。同时,对于异种金属焊接,材料相对搅拌针所处的位置以及搅拌针的偏移,也会影响焊接接头的成形以及承载能力[5]。焊接工艺参数对接头的热输入、温度分布以及材料流动有直接的影响,异种材料的焊接过程中,由于材料性能的差异,导致对焊接工艺参数的敏感性高于同种材料的焊接,特别是材料的位置以及搅拌针的偏移。随着研究的深入,Malarvizhi[6]发现搅拌头轴肩的尺寸与板厚的比值(D/t)也会对接头的性能有较大影响,认为当D/t值为3.5时能获得承载能力最优的接头。
1.1 焊接工艺参数对焊缝成形的影响
李达等人[7]研究了搅拌头旋转速度对7075铝合金与AZ31镁合金异种材料搅拌摩擦焊对接接头成形质量的影响,结果表明:当旋转速度较小时,焊缝的热输入不足,焊缝底部金属塑化不足,焊缝存在明显的界线;当旋转速度过大时,焊缝的热输入过大,焊缝局部出现熔化现象,焊缝容易开裂(图1为旋转速度对焊缝表面的成形影响)。Yan等人[8]在研究AZ31镁合金与1060铝合金搅拌摩擦焊接时获得了相同的结论。对于7075铝合金与AZ31镁合金异种材料搅拌摩擦焊,较为合适的焊接工艺参数是焊接速度为30 mm/min、旋转速度为 780 r/min[7]。Firouzdor等人[9]采用38 mm/min和254 mm/min的焊接速度,1400 r/min的旋转速度,对6061-T6铝合金和AZ31B-H24镁合金进行了焊接,当焊接速度为254 mm/min时,接头产生较大的隧道缺陷(如图2所示),难以成功地获得接头,作者认为是由于速度过大,对接头的热输入不足,导致塑化金属的量较少,从而产生隧道缺陷。
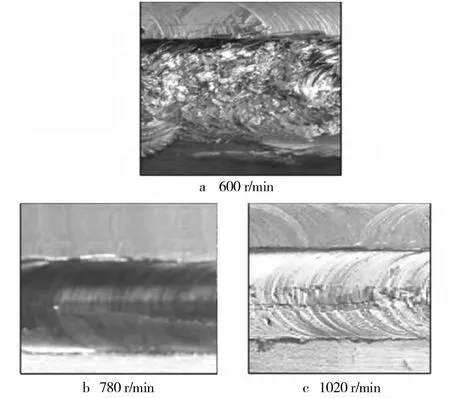
图1 不同旋转速度下焊缝表面成形[7]Fig.1 Surface appearance of different rotation speed

图2 不同焊接速度下接头横截面成形[9]Fig.2 Transverse macrograph of dissimilar metals weld made at different welding speed
Morishige等人[10]获得了焊缝表面成形的工艺窗口图(如图3所示),结果表明:获得成形质量较好的工艺参数范围较窄。Fu[11]也通过研究获得了6061铝合金/AZ31异种金属搅拌摩擦焊焊缝表面成形与横截面成形的工艺窗口(如图4所示),从图4可知,在中等旋转速度(600~800 r/min)及中等焊接速度(30~60 mm/min)下,能获得没有缺陷的焊缝表面和横截面成形。焊接速度与旋转速度会直接影响接头的成形,通常采用二者的比值(n/v)来描述。当该数值过大时,表示对焊缝的热输入过大;当该数值较小时,搅拌头对焊缝的热输入小,二者都难以获得无缺陷的接头。
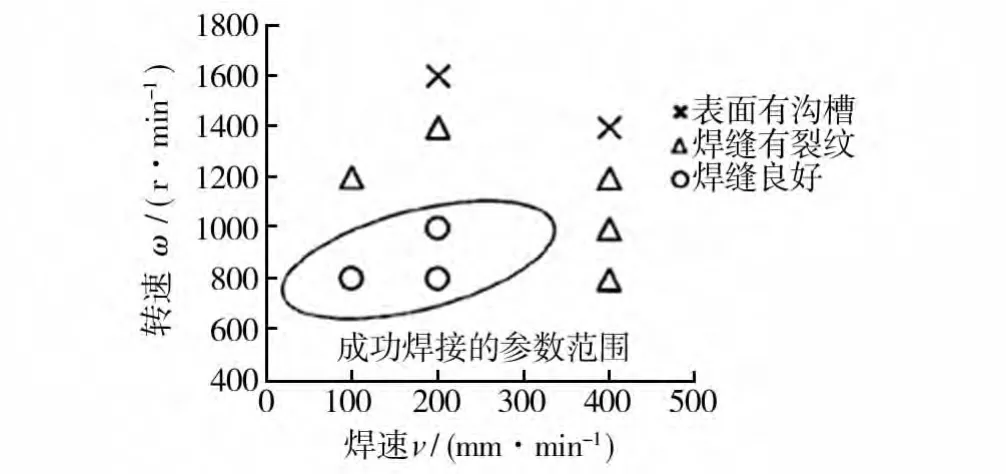
图3 焊接工艺参数对焊缝表面成形的影响[10]Fig.3 Effect of welding parameters on the Surface appearance
1.2 材料相对位置与搅拌头的偏移

图4 焊接工艺参数对接头成形和焊缝成形的影响[11]Fig.4 Effect of welding parameters on the transverse macrograph weld made and surface appearance[11]
搅拌摩擦焊接是一种非对称的焊接方法,焊缝两侧的温度分布和金属流动不同。对于异种金属的搅拌摩擦焊接,搅拌针的偏移以及材料相对位置,对接头的影响同样是一个重要的研究点。一种观点认为,材料的熔点是决定材料所处位置的因素;但也有研究者认为,材料的硬度对于材料的位置及搅拌针的偏移有决定作用。李达等人[7]认为,搅拌针偏向镁合金或者铝合金时都能获得比搅拌针不偏移时成形好的焊缝。当铝合金置于返回边,镁合金置于前进边时,焊缝表面及接头的横截面成形较好。王快社等人[12]研究了MB3镁合金和1060铝合金的搅拌摩擦焊接,焊接过程中如果将镁合金置于前进侧,搅拌针置于中间时,焊缝容易出现空洞和隧道等缺陷,当将搅拌针偏向镁合金时,焊缝成形良好。王快设与李达的研究表明在焊接过程中,材料的相对位置和搅拌针的偏移对接头成形的影响是相互的,而不是单独、独立影响的。
康举等人[13]将镁合金置于前进侧,搅拌针向铝合金偏0.3 mm,对7075铝合金和AZ31镁合金焊接,获得了焊缝成形良好,接头抗拉强度为112 MPa的异种金属接头,而不偏移时的接头强度仅为78 MPa。而Fu研究发现,将镁合金置于前进侧,搅拌针偏向镁合金0.3 mm时,接头强度最高,达到了镁合金母材的70%。将铝合金置于前进侧,搅拌针偏向铝合金时,接头强度减小。
对于搅拌针的偏移量的大小,Jagadeesha[14]通过连续改变搅拌针的偏移量,研究了其对接头性能以及金属间化合物厚度的影响。发现当搅拌针的偏移量为偏向返回边镁合金侧0.66 mm时,接头的性能最好,抗拉强度达到106.86 MPa,此时金属间化合物的厚度最小,约为 1.2 μm。
Firouzdor等人[9]在研究材料位置及搅拌头偏移时发现,不同的焊接速度与旋转速度对结果也有较大的影响,焊接速度较小时,接头的成形较好。并且,镁合金置于前进侧、搅拌头偏向镁合金时,接头的焊接工艺窗口最大。分析认为,镁合金置于前进侧、搅拌针偏向镁合金时,能够降低焊缝的热输入,从而提高接头的抗拉强度。接头强度的最大值出现在镁合金置于前进侧,搅拌针偏向镁合金,焊接速度为38 mm/min、旋转速度为1400 r/min时。如图5所示为材料位置、搅拌针的偏移以及不同的焊接参数下焊缝横截面的形貌。

图5 不同焊接工艺下的接头横截面形貌[9]Fig.5 Transverse macrograph of dissimilar metals weld made at different welding parameters

表1 铝/镁异种金属典型搅拌摩擦焊工艺Table1 Typical welding process parameters of Al/Mg dissimilar joint
表1为部分学者在铝镁异种金属搅拌摩擦焊接中所采用的工艺参数的总结。从表1中可以看到,研究人员对铝镁异种金属进行了全面深入地研究,焊接速度从低速(20 mm/min)到高速(384 mm/min),旋转速度从低速(200 r/min)到高速(2700 r/min),并且对于材料的放置位置以及搅拌针的偏移都进行了研究。
2 焊接接头的力学性能
2.1 焊接接头的拉伸性能
铝/镁异种金属接头的拉伸性能相比于铝合金或者镁合金母材来说有较大的差距,目前最高的抗拉强度为镁合金同种材料搅拌摩擦焊接头的80%[9]、镁合金母材的76%[20]。并且,由于接头中存在金属间化合物,导致接头的断后伸长率也很小,呈现脆性断裂。文献[18]研究结果表明,焊接接头中存在的残余应力也是影响接头性能的一个因素,通过将异种金属接头进行焊后320℃热处理1 h,可以提高接头的强度。
铝/镁异种金属的接头的承载能力与金属间化合物的量有密切的关系[21]。当焊接热输入增大时,金属间化合物的形核和长大的速度随之增大,从而在铝镁的连接界面处产生了更多的金属间化合物,致使接头强度下降;厚板铝/镁异种材料的焊接过程中产生的界面孔洞同样会降低接头的强度[16]。同时,焊接过程中产生的机械互锁结构对于提高异种金属的强度有帮助[21]。
异种金属搅拌摩擦焊接头的断裂方式以脆性断裂为主,断裂经常发生在焊核区或者界面处,主要原因就是焊核区层状结构中、界面处产生的脆性金属间化合物以及界面孔洞导致接头在该区域最薄弱。然而文献[17]指出,铝/镁异种金属搅拌摩擦焊接头在拉伸断裂过程中,在接头的下部会出现塑性断裂特征,其原因是由于焊接接头下部的温度相对较低,产生的金属间化合物量较少,在拉伸过程中出现塑性断裂。
2.2 焊接接头硬度分布
铝/镁异种金属接头硬度分布有较大的起伏,整体不均匀,如图6所示。如图6a[18],由于在镁合金和铝合金两侧存在热影响区和热力影响区,从而会使得该区域的硬度小于母材,而焊核区由于有层状结构和流线结构存在,其中的金属间化合物会产生波峰尖点,而其中的母材则会产生波谷点,导致焊核区内的硬度分布也不均匀。
采用的铝合金母材及其热处理状态也对接头的硬度分布有较大影响,如图6b[22]所示,母材硬度较小,硬度分布呈现尖峰形,并且焊缝上部硬度要高于焊缝下部。由于上部受热较大,金属间化合物量和尺寸都大,从而导致该处的硬度也相对更大。
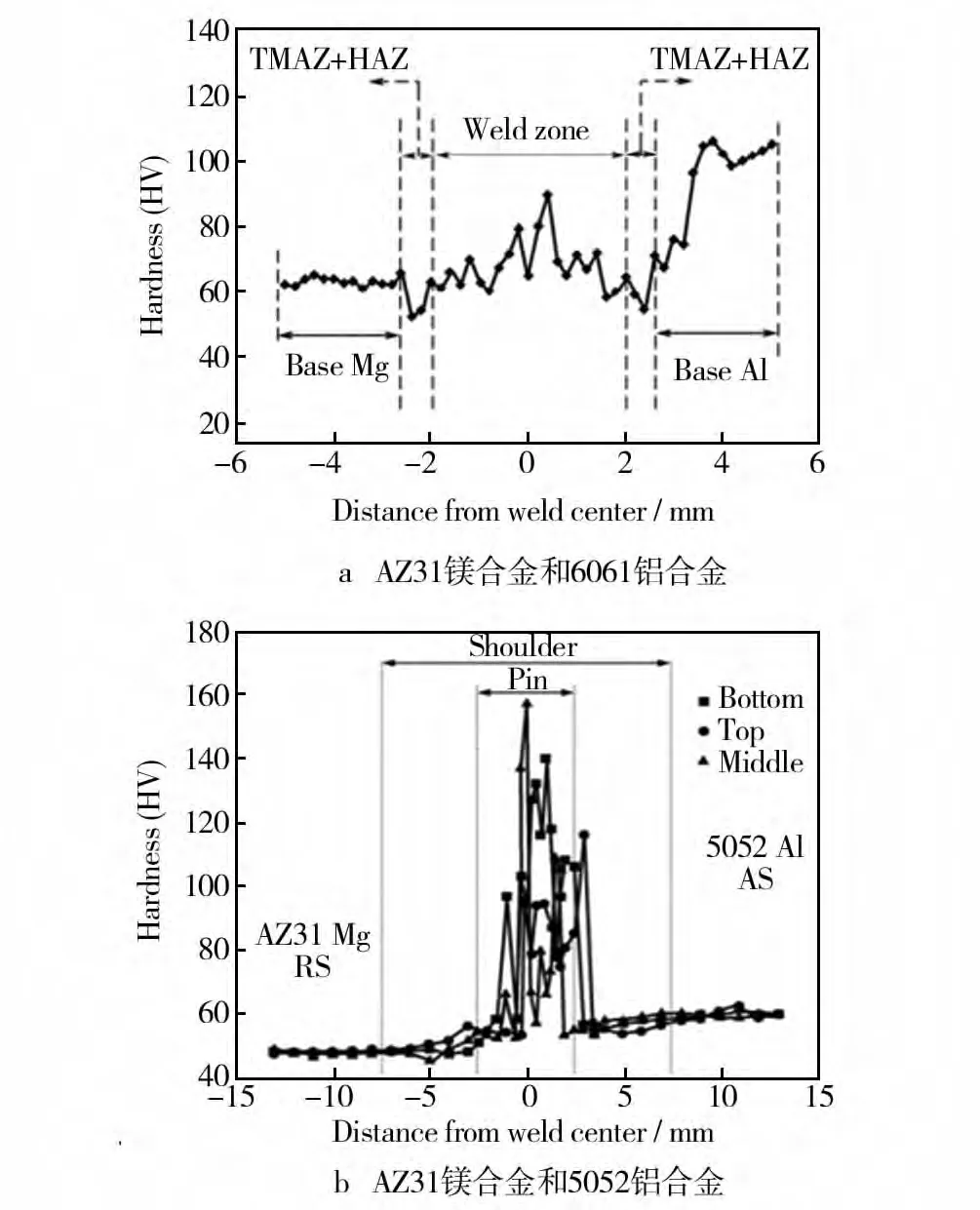
图 6 铝/镁异种金属接头硬度分布[18,20—22]Fig.6 Microhardness profiles of microstructure from Mg to Al
3 焊接接头微观组织及金属间化合物
搅拌摩擦焊接铝/镁异种金属的接头一般可以类比同种金属接头,将其分为4个区域即焊核区、热力影响区、热影响区以及母材区。不同的区域在焊接过程中所受的热-力复合作用不同,同时,其组织的变化也不同。又由镁铝二元相图可知,在搅拌摩擦焊接过程中会产生Al12Mg17以及少量的Al3Mg2金属间化合物。
3.1 异种金属接头微观组织
在铝/镁异种金属焊接过程中,由于搅拌针周期性旋转,在焊核区会存在类似同质材料搅拌摩擦焊接的复杂的流线型结构[18]。与同种材料焊接不同的是,流线型结构由两种材料相互穿插而成,其中富铝相与富镁相相互叠加,形成焊合区域的层状结构。在焊核区两种材料的晶粒都非常的细小,平均晶粒尺寸为2.5 ~4.5 μm(如图 7 所示)。这是由于焊核区的材料经历了较大的塑性变形和较高的焊接温度而产生了动态再结晶,从而获得了晶粒细小的组织。在热影响区以及热机械影响区则和同种材料搅拌摩擦焊接接头相同。陈影[26]研究了铝镁搭接搅拌摩擦焊接发现,铝合金侧的晶粒与母材相比较细小,而镁合金侧的则只有轻微变化,这与其他研究人员的结论有差别。
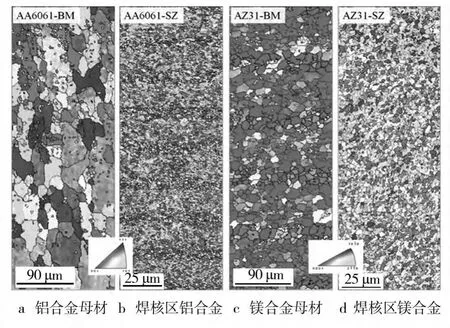
图7 铝/镁异种金属搅拌摩擦焊接头EBSD图[22]Fig.7 EBSD IPF maps for BM and SZ of AA6061 and AZ3
3.2 异种金属接头中金属间化合物
金属间化合物的产生,是由于焊接峰值温度超过了Mg-Al相的共晶温度而在焊缝中形成液相,液相在冷却过程中发生了L→Al12Mg17+Mg转变,产生了Al12Mg17金属间化合物,同时,由Al12Mg17包析转变产生了Al3Mg2金属间化合物,还有就是焊接过程中2种元素相互扩散,最后形成了金属间化合物。Choi[21]通过XRD以及TG-DSC证明在铝镁异种金属接头中存在金属间化合物Al12Mg17和Al3Mg2。Mohammadia等人[25—26]还发现金属间化合物的分布有一定的规律,Al12Mg17大量分布在靠近镁合金的一侧,而Al3Mg2则是少量的,并且分布在靠近铝合金一侧。这一规律在文献[9,12]中也有阐述。Firouzdor[27]的研究还发现,金属间化合物层中不完全是金属间化合物,Al12Mg17的区域内还发现了晶粒细小的镁合金,在Al3Mg2层内则观察到了有纳米尺寸的铝颗粒存在,如图8所示。并且他认为这是由于液化的材料在凝固过程中被搅拌针的剪切作用产生的。

图8 铝/镁异种金属搅拌摩擦焊接头中的金属间化合物[27]Fig.8 Intermediat componts in dissimilar joints
4 铝/镁搅拌摩擦焊接新工艺
从以上综述可以看出,在采用传统的搅拌摩擦焊接铝/镁异种金属时,接头中存在的金属间化合物对接头的强度以及焊缝成形有较大的影响。研究人员通过各种焊接新工艺的研究,尝试控制焊接过程中的峰值温度以及在接头中添加第3种元素,从而尝试控制金属间化合物的量,以此来提高异种金属的接头强度,还有学者尝试通过增加焊缝的有效承载面积,来提高接头的疲劳性能。
Mofid 等人[28—30]在液氮、水以及空气中分别对铝合金和镁合金进行了搅拌摩擦焊接,研究了焊接过程中热循环曲线以及对接头中的脆性金属间化合物进行了分析。研究发现,当在空气中进行焊接时,接头所经历的峰值温度为410℃,而在水中进行时峰值温度为367℃,在液氮中时温度为377℃。如图9和10所示,在液氮中的焊接接头的抗拉强度最高,其次是在水中的,最低的在大气中。接头的伸长率则以水中的最高,其次是在液氮中的。接头的组织分析发现,在空气中焊接的接头出现了大量的金属间化合物,接头组织混合较多,而在液氮和在水中的则要显著减少,同时,在液氮和在水中的接头再结晶区的组织粗化也不显著,而在空气中的则出现了明显的晶粒长大。在空气中的接头硬度分布出现了较大的变化,而在液氮中和水中获得的则没有出现显著波动。
Zhao等人[31]对铝镁异种金属水下搅拌摩擦焊接接头的组织性能进行了分析,认为在搅拌区内有层片状的再结晶铝合金和镁合金组成。水下搅拌摩擦焊接头中界面产生的金属间化合物层要比在大气中焊接的焊缝要薄,但是接头断裂也发生在产生金属间化合物的铝镁界面处。异种金属接头的抗拉强度达到了镁合金母材的63.3%,同时,在断口处通过XRD检测到了Al12Mg17和Al3Mg2金属间化合物。

图9 空气中获得的铝/镁异种金属接头界面组织[30]Fig.9 Microstructure of Al/Mg interface for friction-stir welded specimen in air

图10 铝/镁异种金属搅拌摩擦焊接头的界面[30]Fig.10 Interface of Mg alloy and Al alloy in stir zone for submerged friction-stir weld,performed in(a)water;(b)liquid nitrogen;(c)X-ray diffraction pattern in the stir zone of submerged friction stir welded
Chang[32]等人采用激光束作为辅助热源,在焊缝中添加0.5 mm纯Ni薄片作为调控金属间化合物的中间金属,对4 mm的6061铝合金和AZ31镁合金进行了搅拌摩擦焊接,如图11所示。当激光功率为2 kW的时候,获得了无缺陷的焊缝。研究发现,添加了Ni薄片的激光辅助搅拌摩擦焊接接头强度为镁合金母材的66%,要高于直接采用搅拌摩擦焊接的接头,并且Ni在接头中的分布也比直接采用FSW的接头分布更加均匀。作者认为是由于Ni的加入以及激光的引入,减少了接头中的脆性金属间化合物Al12Mg17的含量。

图11 激光辅助搅拌摩擦焊接示意图[32]Fig.11 Schematics of the laser-FSW hybrid process
陈峥等人[33]通过红外热源辅助搅拌摩擦焊接了厚板铝/镁异种金属,结果发现复合焊接能够显著地细化接头组织,改善接头性能。采用复合焊接方法获得的接头抗拉强度增加了25.4%、屈服强度增加了20.3%、接头伸长率增加了2.3%。接头中只有极少量的Al12Mg17,并且未生成Mg2Al3。
为了减少焊缝中两种材料的混合量,从而控制金属间化合物的量,研究人员尝试通过无搅拌针的工具进行焊接。Simoncinia[34]采用带搅拌针和不带搅拌针的搅拌头(如图12所示)对1 mm的薄板铝/镁异种材料进行焊接。研究发现,采用不带针的搅拌头能获得比带针搅拌头更优质的异种异种金属接头(抗拉强度高,塑性好)。采用无针工具获得的焊缝表面成形良好,没有裂纹等宏观缺陷;而采用带针工具容易获得成形较差的接头。分析认为,是由于薄板在焊接过程中材料受到搅拌针的作用更多地被混合,以及材料位置对接头的影响,导致了有针工具焊接接头比无针工具接头承载力更低。

图12 实验采用的有针和无针搅拌头[35]Fig.12 "Pin"and"pinless"tool configurations in the experiment
5 结论
通过上述近5年来国内外关于铝/镁异种搅拌摩擦焊技术研究成果的分析和总结,可以得出结论:通过选择合适的工艺参数,改变搅拌针的偏移,铝镁异种金属搅拌摩擦焊接可以获得强度较高的、焊缝成形良好的接头;焊缝中存在的金属间化合物是影响接头力学性能的主要原因;研究人员通过尝试不同的焊接新工艺来控制接头所经历的峰值温度或者引进中间元素,从而减少金属间化合物的生成和细化焊缝晶粒,达到提高接头承载能力的目的,已经取得了一定的研究成果。但是,对于焊接过程中金属间化合物的产生、分布规律的深层次研究,特别是对于金属间化合物的控制措施,仍然有待进一步的探索。
[1]CHEN Yu-hua,NI Quan,KE Li-ming.Interface Characteristic of Friction Stir Welding Lap Joints of Ti/Al Dissimilar Alloys[J].Trans Nonferrous Met Soc China,2012,22:299—304.
[2]SHANG Jing,WANG Ke-hong,ZHOU Qi,et al.Microstructure Characteristics and Properties of Mg/AI Dissimilar Metals MadebyCold MetalTransferWeldingwith-ER4043Filler Metal[J].Rare Metal Materials and Engineering,2013,42(7):1337—1341.
[3]LIU Li-ming,REN Da-xin,LIU Fei.A Review of Dissimilar Welding Techniques for Magnesium Alloys to Aluminum Alloys[J].Materials,2014,7:3735—3757.
[4]THOMAS W M,NICHOLAS E D,NEEDHAM J C,et al.Friction stir Butt Welding:International Patent,No.PCT/G B92/02203[P].1991.
[5]MISHRA R S,MA Z Y.Friction Stir Welding and Processing[J].Materials Science and Engineering,2005,50(1/2):1—78.
[6]MALARVIZHI S,BALASUBRAMANIAN V.Influences of Tool Shoulder Diameter to Plate Thickness Ratio(D/T)on Stir Zone Formation and Tensile Properties of Friction Stir Welded Dissimilar Joints of AA6061 Aluminum-AZ31B magnesium alloys[J].Materials and Design,2012,40:453—460.
[7]李达,孙明辉,崔占全.工艺参数对铝镁搅拌摩擦焊焊缝成形质量的影响[J].焊接学报,2011,32(8):97—100.LI Da,SUN Ming-hui,CUI Zhan-quan.Effect of Parameters on Friction Stir Welding Joint of 7075Al and AZ31Mg[J].Transection of the China Welding Institution,2011,32(8):97—100.
[8]YAN J C,XU Z W,Li Z Y,et al.Microstructure Characteristics and Performance of Dissimilar Welds between Magnesium Alloy and Aluminum Formed by Friction Stirring[J].Scr Mater,2005,53:585—589.
[9]FIROUZDOR V,KOU S.Al-to-mg Friction Stir Welding Effect of Material Position,Travel Speed,and Rotation Speed[J].Metall Mater Trans A,2010,41:2914—2935.
[10]MORISHIGET,KAWAGUCHI A,TSUJIKAWA M,et al.Dissimilar Welding of Al and Mg Alloys by FSW[J].Materials Transactions,2008,49(5):1129—1131.
[11]FU Bang-long,QIN Guo-liang,LI Fei,et al.Friction Stir Welding Process of Dissimilar Metals of 6061-T6aluminum Alloy to AZ31B Magnesium Alloy[J].Journal of Materials Processing Technology,2015,218:38—47.
[12]王快社,王训宏,沈洋,等.MB3镁合金与1060铝合金搅拌摩擦焊研究[J].热加工工艺,2005(9):29—31.WANG Kuai-she,WANG Xun-hong,SHEN Yang.Researh on Friction Stir Welding of MB3Magnesium Alloy to 1060 Aluminium Alloy[J].Hot Working Technology,2005(9):29—31.
[13]康举,付瑞东,栾国红,等.搅拌针偏移对7075铝合金-AZ31镁合金接头组织及性能的影响[J].稀有金属材料与工程,2011,40(增刊 2):294—299.KANG Ju,FU Rui-dong,LUAN Guo-hong,et al.Effect of the Pin Offsetting on Microstructures and Mechanical Properties of FSW Joints of 7075 Al Alloy-AZ31B Mg Alloy[J].Rare Metal Materials And Engineering,2011,40(S2):294—299.
[14]JAGADEESHA C B.Dissimilar Friction Stir Welding between Aluminum Alloy and Magnesium Alloy at a Low Rotational Speed[J].Materials Science & Engineering A,2014,616:55—62.
[15]LIU C,CHEN D L,BHOLE S,et al.Polishing-assisted Galvanic Corrosion in the Dissimilar Friction Stir Welded Joint of AZ31 Magnesium Alloy to 2024 Aluminum Alloy[J].Mater Charact,2009,60:370—376.
[16]王东,刘杰,肖伯律,等.铝合金、镁合金搅拌摩擦焊界面处Mg/Al反应及接头力学性能[J].金属学报,2010,46(5):589—594.WANG Dong,LIU Jie,XIAO Bo-lv,et al.Mg/Al Reaction and Mechanical Properties of Al Alloy/Mg Alloy Friction Stir Welding Joints[J].Acta Metallurgica Sinica,2010,46(5):589—594.
[17]VENKATESWARAN P,REYNOLDS A P.Factors Affecting the Properties of Friction Stir Welds between Aluminum and Magnesium Alloys[J].Materials Science and Engineering A,2012,545:26—37.
[18]MASOUDIAN A,TAHAEI A,SHAKIBA A,et al.Micro-structure and Mechanical Properties of Friction Stir Weld of Dissimilar AZ31-O Magnesium Alloy to 6061-T6 Aluminum Alloy[J].Trans Nonferrous Met Soc China,2014,24:1317—1322.
[19]KWON Y J,SHIGEMATSU I,SAITO N.Dissimilar Friction Stir Welding between Magnesium and Aluminum Alloys[J].Mater Lett,2008,62:3827—3829.
[20]POURAHMAD P,ABBASI M.Materials Flow and Phase Transformation in Friction Stir Welding of Al 6013/Mg[J].Trans Nonferrous Met Soc China,2013,23:1253—1261.
[21]CHOI Don-Hyun,AHN Byunag-Wook,LEE Chang-Yong.Formation of Intermetallic Compounds in Al and Mg Alloy Interface during Friction Stir Spot Welding[J].Intermetallics,2011,19:125—130.
[22]YAN Y,ZHANG D T,QIU C,et al.Dissimilar Friction Stir Welding between 5052 Aluminum Alloy and AZ31 Magnesium Alloy[J].Trans Nonferrous Met Soc China,2010,20:S619—S623.
[23]Kwang-Jin LEE,Eui-Pyo KWON.Microstructure of Stir Zone in Dissimilar Friction Stir Welds of AA6061-T6 and AZ31 Alloy Sheets[J].Trans Nonferrous Met Soc China,2014,24:2374—2379.
[24]陈影,付宁宁,沈长斌,等.镁铝异种金属搅拌摩擦焊搭接接头组织性能分析[J].焊接学报,2012,33(7):93—96.CHEN Ying,FU Ning-ning,SHEN Chang-bin,et al.Microstructure and Properties of Dissimilar Materials Mg/Allaped Joint by Friction Stir Welding[J].Transaction of the China Welding Institution,2012,33(7):93—96.
[25]MOHAMMADIA J,BEHNAMIAN Y,MOSTAFAEI A,et al.Friction Stir Welding Joint of Dissimilar Materials between AZ31Bmagnesium and 6061 Aluminum Alloys:Microstructure Studies and Mechanical Characterizations[J].Materials Characterization,2015,101:189—207.
[26]MOHAMMADI J,BEHNAMIAN Y,MOSTAFAEI A,et al.Tool Geometry,Rotation and Travel Speeds Effects on the Properties of Dissimilar Magnesium/Aluminum Friction StirWelded Lap Joints[J].Materials and Design,2015,75:95—112.
[27]FIROUZDOR V,KOU S.Formation of Liquid And Intermetallic in Al-to-Mg Friction Stir Welding[J].Metall Mater Trans A,2010,41:3238—3251.
[28]MOFID M A,ABDOLLAH-ZADEH A,MALEK Ghaini F.The Effect of Water Cooling during Dissimilar Friction Stir Welding of Al Alloy to Mg Alloy[J].Material Design,2012,36:161—167.
[29]Mohammad Ammar Mofid,Amir Abdollah Zadeh,FarshId Malek Ghaini.Submerged Friction-Stir Welding(SFSW)Underwater and Under Liquid Nitrogen:An Improved Method to Join Al Alloys to Mg Alloys[J].Metallurgic and Materials Transactions A,2012,43:5106—5114.
[30]MOFID M A,ABDOLLAH-ZADEH A,C HAKAN GÜ.Investigating the Formation of Intermetallic Compounds during Friction Stir Welding of Magnesium Alloy to Aluminum Alloy in Air and under Liquid Nitrogen[J].Int J Adv Manuf Technol,2014,71:1493—1499.
[31]ZHAO Yong,LU Zheng-ping,YAN Keng.Microstructural Characterizations and Mechanical Properties in Underwater Friction Stir Welding of Aluminum and Magnesium Dissimilar Alloys[J].Materials and Design,2015,65:675—681.
[32]CHANG Woong-Seong,RAJESH S R,CHUN Chang-Keun.Microstructure and Mechanical Properties of Hybrid Laser-Friction Stir Welding between AA6061-T6 Al Alloy and AZ31 Mg Alloy[J].J Mater Sci Technol,2011,27(3):199—204.
[33]陈峥,刘峥.厚板铝/镁合金红外热源辅助搅拌摩擦焊力学性能与组织分析[J].焊接技术,2014,43(9):9—11.CHEN Zheng,LIU Zheng.Microstructure and Properties of Thick Al/Mg Joints Welded by Infrared Hybrid Friction Stir Welding[J].Welding Technology,2014,43(9):9—11.
[34]SIMONCINIA M,FORCELLESE A.Effect of the Welding Parameters and Tool Configuration on Micro and Macro-mechanical Properties of Similar and Dissimilar FS Wed Joints in AA5754 and AZ31 Thin Sheets[J].Materials and Design,2012,41:50—60.
猜你喜欢
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2018年9期)2018-09-19
科学中国人(2017年35期)2017-06-08
滇池(2017年5期)2017-05-19
电镀与环保(2016年2期)2017-01-20
动画大王(漫画行)(2016年7期)2016-07-30
动画大王(漫画行)(2016年5期)2016-07-29
动画大王(漫画行)(2016年4期)2016-07-29
动画大王(漫画行)(2016年1期)2016-07-29
