
搅拌摩擦焊接过程控制研究综述
2015-09-26 12:34陈书锦薛俊荣李浩倪瑞洋周洋
精密成形工程 2015年5期
陈书锦,薛俊荣,李浩,倪瑞洋,周洋
(江苏科技大学材料科学与工程学院,江苏 镇江 212003)
自从1991年搅拌摩擦焊接(Friction Stir Welding,FSW)技术诞生以来[1],人们对于这项绿色高效的固相连接技术的研究方兴未艾。经过20多年的发展,FSW技术能够焊接铝合金、镁合金、钛合金、铜合金、钢等材料[2—3],特别适用于弧焊效果不好的金属;同时也衍生出了搅拌摩擦加工[4]、搅拌摩擦点焊[5]、双轴肩搅拌摩擦焊接[6]等技术。
当前焊接过程正朝向高度自动化方向发展。搅拌摩擦焊机是典型的机电系统,与传统意义的铣床颇为相似,因此易于在现有数控技术基础上发展焊接过程的自动控制技术。然而搅拌摩擦焊接过程与铣削过程大不相同,影响焊接过程的因素很多,如焊接速度、旋转速度、搅拌头形状、下压量等,这些参数都会影响焊接质量,因此需要首先对相关焊接过程参数进行检测[7—11],然后分析这些参数对焊接质量的影响。众多研究集中于焊接参数特征及相互关系、产热机制及其模型、焊接参数对焊缝的微观组织影响、接触界面摩擦行为、焊缝动态再结晶行为等方面,这些研究为进一步实现搅拌摩擦焊接自动化提供了丰厚的基础;然而如要实现搅拌摩擦焊接自动控制,还需要从控制的角度开展更多的研究,从而促使这一复合交叉领域取得进一步发展。文中则从主要参数检测与分析、控制模型、控制算法等角度出发,力图综述焊接过程参数测控技术研究进展及发展趋势,为搅拌摩擦焊接技术的应用研究提供一个新的视角。
1 搅拌摩擦焊接过程参数检测与分析
常见的搅拌摩擦焊接过程参数有:旋转速度、焊接速度、下压量、焊接扭矩、前进阻力、焊接区域温度。对于常规FSW来说,还要考虑搅拌头的下压量、轴向压力;对于双轴肩搅拌摩擦焊接来说,上下轴肩间距、搅拌针所承受拉力也必须要加以考虑。上述的过程参数中,通过安装相应传感器,旋转速度、焊接速度、焊接扭矩容易被检测、显示和记录,然而焊接区域温度、搅拌头受力(轴向压力、搅拌针轴向拉力、前进阻力)的检测过程较为复杂。
1.1 焊接区域温度检测与分析
1.1.1 温度检测方法
非接触式表面温度检测是常用的方法之一,如红外测温[12],利用被测物体的热辐射,按照被测工件的亮度或辐射能量的大小,从而间接地推算出被测物体的温度。这种方法的优点是测温过程对工件没有影响,但也具有准确性不高、难以测得工件内部温度的缺点。
接触式温度检测方式可用于材料表面或内部温度检测。焊接区域温度呈现非对称特征,一般通过选取特征点的方法,在工件表面或内部埋入热电偶进行实际温度测量,这种测量方法简单可靠,但是需要在试板上开孔,这会影响试板的实际温度场,带来一定的测量误差;此外,温度是大惯量信号,热电偶所反映试板上的实际温度,存在着一定的滞后时间。
此外,检测搅拌头温度或搅拌头/工件接触面的温度时,可采用埋放热电偶的方式进行检测,为了解决搅拌头高速旋转带来的连线问题,可采用无线技术解决温度信号的传输问题[13]。以双轴肩搅拌摩擦焊接为例,检测搅拌头温度或搅拌头/工件接触面温度的方法如图1所示,在搅拌头侧面开设小通孔,用于安装热电偶,热电偶的信号经过AD采集、无线收发电路后,最后进入控制器。这种无线传输的方法还可以用于焊接扭矩、轴向力的检测中。

图1 搅拌头温度检测与传输装置结构Fig.1 Stir-welding head temperature detection and transmission device structure
1.1.2 温度的影响因素
FSW过程是一个热-流-力耦合的复杂固相焊接过程,包括温度瞬态变化、材料软化塑性流动、动态再结晶、应力应变耦合,因此其产热机制较为复杂。焊接热量来源主要有:(1)搅拌头与工件之间的摩擦力做功转化的热量;(2)被焊部位强烈的塑性变形。对搅拌摩擦焊温度场的分析是深入研究各种工艺参数、焊接缺陷、组织结构和组织性能的前提[14]。研究发现,在一定的焊接速度条件下,随着旋转速度的提高,搅拌头最高温度升高而扭矩降低,且采用螺纹形搅拌针时试板的温度低于采用圆柱形搅拌针时的温度[15]。Friggrd等人认为塑性变形产热是主要的产热形式[16],但搅拌针的产热比例也能达到 20%[17]。
1.2 搅拌头受力检测与分析
1.2.1 检测方法
与搅拌头受力相关参数有轴向力、前进阻力、扭矩等,国内外对搅拌摩擦焊接过程中搅拌头的受力情况展开了积极探索,但一直以来,搅拌头的受力检测没有统一的标准和方法。
从检测的手段来看,可分为间接法和直接法。间接法通过检测其他相关物理量来获取受力信号。如可通过监控搅拌摩擦焊机装备的伺服电机的扭矩输出和主轴电机电流,间接测出扭矩、前进力和轴向力[18]。
直接法就是在焊机相应位置安装测力传感器,通过传感器的输出来获取受力信号,但需要较高的成本。可将压力传感器置于力学信号测量装置上,通过JW5200型数据采集仪采集传感器输出的电压信号,并直接得出电压-时间图像[19];亦或将铝板置于铣床工作台上平口钳的钳口间,使它处于能纵向自由窜动,但不能横向移动的状况,底面和侧面涂上石墨粉,以尽量减小铝板底面与垫板和侧面与钳口之间的摩擦,同时用搅拌针前进阻力动态测定装置、压力传感器(L6D)和函数记录仪测量和记录搅拌针前进阻力Fr[20]。
1.2.2 影响搅拌头受力的因素
搅拌头与被焊板材之间作用力通过产热与塑性金属流动两个方面影响整个焊接过程,焊接速度一定时,搅拌头与被焊金属之间作用力随转速提高而减小,而转速一定时作用力随焊速增大而增大[21];焊接速度的影响可忽略不计时,扭矩随转速增大而减小;前进阻力大小与焊接速度成正比,即焊接速度越高,前进力越大,但轴向力显著大于前进力[18]。对于传统的单轴肩搅拌摩擦焊接来说,插入阶段工艺参数对轴向力及扭矩也有一定影响,插入阶段最大轴向力和最大扭矩几乎同时出现在插入的尾段,若转速不变、减小插入速度,或保证插入速度不变、增加转速,都可以降低最大轴向力和最大扭矩[22]。旋转速度相同、下压量不同时,搅拌头扭矩随下压作用力增大而增大,而下压量相同、旋转速度不同时,搅拌头扭矩随旋转速度升高而减小,其中旋转速度通过温度和材料的应变速率两个途径对搅拌头扭矩产生影响,而温度的影响作用更显著[23]。
2 FSW过程控制研究
由上文分析可知,影响搅拌摩擦焊接质量的参数较多,包括搅拌头的外形及所承受的力(包括轴向力、前进阻力、侧向力、扭矩)、压入深度、焊接速度、旋转速度等,仅仅依靠类似于数控机床的功能是不能实现搅拌摩擦焊接自动化的。在搅拌头外形确定的条件下,一般选择可控且易于操作的参数进行分析。围绕压入深度、搅拌头受力、焊接区域温度进行焊接过程控制是研究重点。
2.1 焊接区域温度控制
2.1.1 离线温度控制方式
离线温度控制方式则通过数值模拟揭示FSW焊接区域温度变化规律。数值模拟研究主要集中在热-力-流耦合,或者是其中两个耦合。通常基于剪切式库伦接触产热模型[24],通过不同的接触形式(粘性接触、滑动接触、部分粘性/滑动接触)来确定产热模型。近年来,人们已经建立了完全的热-流-力耦合模型,不仅加入了随温度变化的摩擦因数,还能建立不同阶段的焊缝状态,不仅能够仿真出焊接过程缺陷,甚至还能仿真出飞边。通过热力耦合有限元仿真,可以揭示焊接温度场的分布特征[25—26],获取焊接过程的瞬态温度,分析焊接区域内部位于搅拌头后方的塑性流动区域,通过热应力来预测冷却后的残余应力[27]。相关研究表明,常规FSW焊缝的温度场梯度呈现上密下疏、前密后疏的分布状态,前进侧温度梯度远远大于后退侧[28],后退侧温度比前进侧温度高[29—30]。对双轴肩搅拌摩擦焊接温度场的研究表明,温度场横截面云图成“哑铃形状”,与金相轮廓线吻合,且出现2个高温区,分别位于上轴肩和下轴肩[31]。
通过上述数值模拟方式,可以获取焊接工艺窗口或搅拌头设计要求,再用于指导实践,但这种方式周期较长,难以在线反馈控制焊接温度。
2.1.2 在线温度控制方式
为了研究工具/工件接触面温度对焊接质量的影响,Fehrenbacher建立了一个温度闭环控制系统[32],通过改变压入深度、旋转速度、焊接速度来调节温度[33]。在温度控制过程中,关键环节是建立过程模型,建立模型的一般方法有时域响应法和频域响应法。时域响应法包括脉冲输入响应法和阶跃输入响应法,这两个方法比较形象,易于理解,能够利用已有的数据进行建模,但是当系统中环节的传递函数不可列写或系统中含有延迟环节时,这种方法误差较大;频域响应法则需要对系统输入一定频率范围的参考信号,从而根据系统的输出建立bode图和相频图,在此基础上估计系统的过程模型。焊接区域温度是典型的惯性变量,因此采用频域响应法建模。经研究发现,温度的响应频率与旋转频率是一致的[13]。在建立了控制模型后,就可以对其进行控制,控制器甚至可采用简单的积分、比例积分环节。
2.2 搅拌头受力控制
2.2.1 搅拌头轴向受力控制
轴向力控制能够较好地适应工件表面不平整的情况[34],在焊接机械系统刚度欠佳时,甚至可以避免搅拌针断裂、焊机被破坏等问题。在搅拌摩擦点焊场合,轴向力控制可以使两工件可靠地贴在一起。由于搅拌摩擦焊接机器人对机械臂的载荷能力要求较高,一般要求达到500 kg,如果机械臂刚度不足,关节会出现弯曲或变形,从而导致搅拌头偏离焊缝中心或者压入深度的检测失真,此时控制轴向力是必要的[35]。
由于工件材料的刚度随着温度变化而变化,轴向力与压入深度是非线性关系;此外旋转速度、焊接速度也会影响轴向力大小。焊接时需保持轴肩的部分高于工件表面,因为一旦轴肩陷进工件,轴肩与工件表面完全接触,从而失去了调节余度[36],严重时引起飞边缺陷。从这一角度来看,增大倾角有助于增大压入深度调节范围,提高控制系统稳定性[37]。针对搅拌头快速插入工件产生的较大轴向力峰值,可以采用搅拌头回抽或提高搅拌头光滑程度来降低扭矩尖峰。
合适的轴向力也能使焊缝获得细晶组织[38—39],焊接速度-轴向力[40]的单入单出模型,采用PID算法初步实现了轴向力控制,但下压深度一定时轴向力易产生振荡,如果只控制轴向力大小而不对下压深度进行控制,又易导致焊缝表面飞边缺陷。Davis先后采用自适应鲁棒控制方法[41]和模糊控制算法[42]控制FSW轴向力,但是所建立的动态组合模型通用性差。
2.2.2 扭矩控制
扭矩控制是一种低成本控制方式,与压力控制相比较,适用于温度范围较大的焊接过程,具有更强的稳定性[43]。扭矩与剪切流变应力之间关系[44],如公式(1)所示。

式中:T为扭矩;R为轴肩半径;r为搅拌针半径;σ为剪切流变应力。
某些学者认为焊接扭矩是压入深度的函数[34],因此通过调节搅拌头压入深度来控制焊接扭矩。为了简化检测过程,另有研究者采样电机电流来间接采样焊接扭矩[18]。
通过Ziegler-Nichols参数整定方法,William等人设计了FSW下压深度-扭矩PID控制器[45],但是这种控制器依赖于特定焊接工具和焊接参数范围,需要建立被控参数-可变参数之间传递函数,这对于非线性特性明显的FSW焊接来说,精确建模的难度较大,因此自适应控制方法被应用于扭矩控制[46],如图2所示。图2中,根据搅拌针磨损状态,不断改变压入深度,从而自适应控制焊接扭矩。自适应控制一定程度上解决了精确建模的困难,但对控制率和系统稳定性设计要求较高,因此除了进一步探讨FSW机理,还需要依靠全面的焊接参数数据库,建立完善的系统过程模型。

图2 自适应控制框图Fig.2 Adaptive control block diagram
2.2.3 搅拌摩擦焊缝跟踪研究
在对接或T形焊接中,搅拌摩擦头对准焊缝中心是非常重要的,而离线编程的虚拟与真实环境之间往往存在偏差,因此采用合适的规划路径技术或焊缝跟踪技术是必要的;但是,刚性较差的焊接系统可能导致偏离规划路径[47—48]越来越大。针对这一问题,可以采用与规划路径偏差相关的信号实时监测[49—50]和采用视觉跟踪系统来解决。
激光位移传感器、视觉纠偏是常用的焊缝跟踪手段[48,51],在焊接过程中利用计算机控制算法和图像边缘检测算法相结合的方法,可以修正焊缝中心与搅拌头的相对位置。跟踪难度较大的是T形接头,Fleming等人[50,52]对 T型 FSW 接头进行研究时,增加了搅拌头在直线焊缝中心两侧往复偏移运动(如图3所示)后,实验表明当搅拌针在焊缝中心时,轴向力出现极大值,偏离焊缝中心后将会降低,同时此举不但没有降低焊接质量,反而比直线焊接方式提高了拉伸强度近11.5%;对搭接 FSW 焊缝跟踪研究时[53],在焊缝中心处轴向力也出现了极大值;此外研究表明,沿着搭接工件方向作几何函数(正弦或余弦函数)轨迹的FSW焊接,连接强度比平直焊缝强度增加25%以上[54]。Yu Yang等人[55]在垂直于 FSW 直线对接焊缝方向上设置了宽度不同的间隙,实验显示搅拌针在接近间隙时轴向力最小(如图4所示),但间隙很小时轴向力的振荡会淹没极值特征。
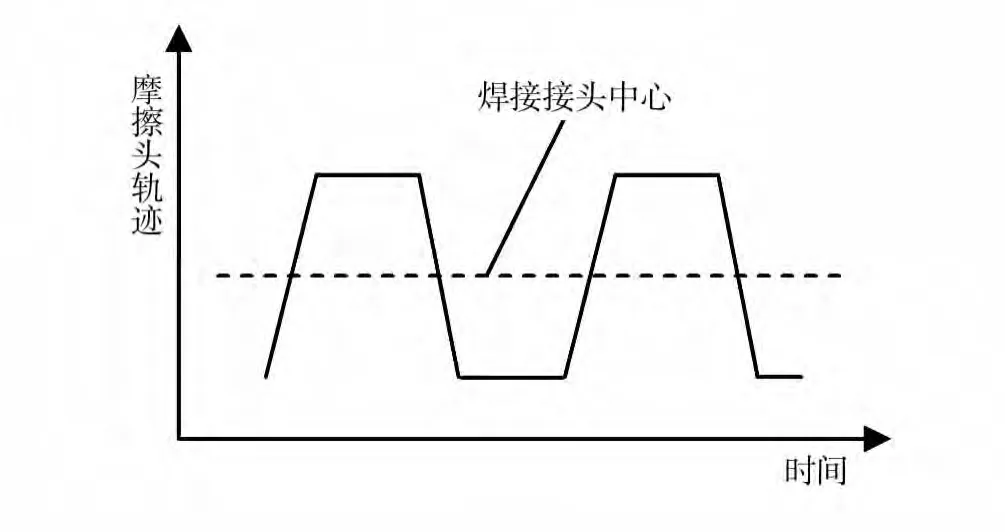
图3 搅拌头头偏移示意图Fig.3 Offset schematic diagram of friction stir tool
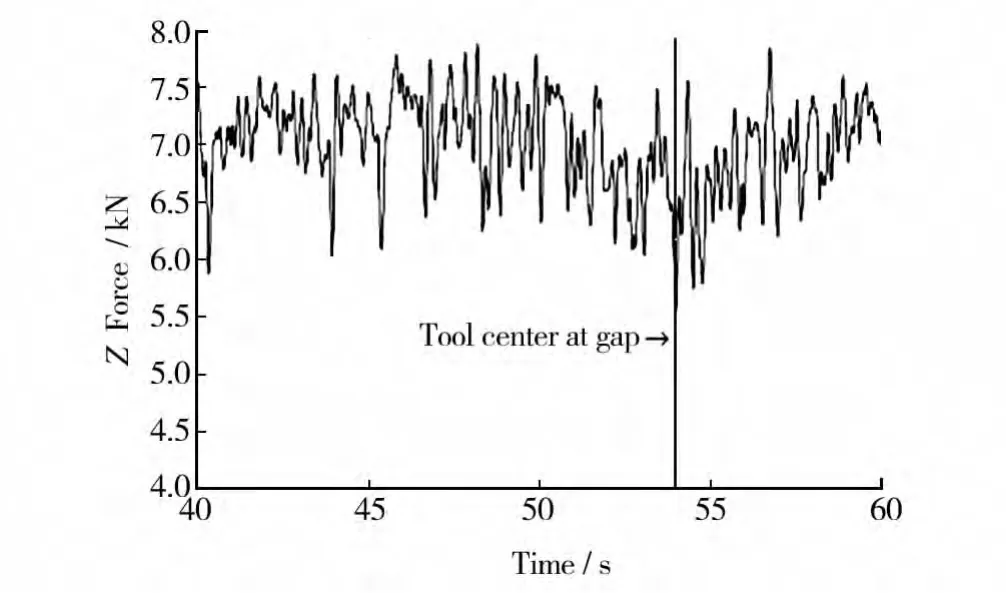
图4 搅拌头偏移时轴向力大小Fig.4 The axial force value
2.3 压入深度控制
压入深度控制与搅拌头轴向位置控制在实际意义上是等同的,这种方法适合于高刚度焊接系统,焊接工件必须可靠地固定在工作台上,但工件表面不平整时,该方式实施难度较大。搅拌头压入深度、压入速度、旋转速度、焊接速度均会影响轴向力大小[56],在这种控制方式下,当搅拌头压入深度过大时,系统稳定性降低,同时产生焊接缺陷[57],压入速度过快也会导致轴向力峰值增大,降低焊接过程稳定性[58],控制的难度在于保证系统的稳定性和表面成形。
3 结论与展望
当前搅拌摩擦焊接过程参数检测技术已日趋成熟,这为进一步研究各过程参数之间关系、揭示搅拌摩擦焊接机理提供了条件;围绕主要过程参数控制的研究已经展开,在焊接区域温度控制、轴向力控制、压入深度控制、搅拌摩擦焊缝跟踪等方面均取得了一定的进展。当前采用的多为单入单出的模型,即以某一参数为主要输入,一个参数为主要输出,忽略其他参数的影响,这限制了控制器的适用范围和效果。
未来的研究内容仍应该加强各参数之间关系,全面考量各参数对焊接质量的影响,建立完善的焊接参数数据库,进一步揭示搅拌摩擦焊接机理;在这个基础上,建立综合多参数的多入多出的状态空间模型,基于现代控制理论进行系统控制率和稳定性设计方法,重点解决智能算法(模糊算法、神经网络算法、预测算法等)的实时性和稳定性,最终实现搅拌摩擦焊接过程的自动化和智能化。
[1]李敬勇,刘涛,郭宇文.搅拌摩擦加工铝基复合材料的高温摩擦磨损性能[J].材料工程,2015,43(6):21—25.LI Jing-yong,LIU Tao,GUO Yu-wen.High-Temperature Friction and Wear Properties of Friction Stir Processed Aluminum Matrix Composites[J].Journal of Materials Engineering,2015,43(6):21—25.
[2]肖仕琪.钢的辅助加热搅拌摩擦焊接工艺研究[D].长沙:湖南大学,2015.XIAO Shi-qi.Study on Welding Process of Flame Heated Friction Stir Welding of Steel[D].Changsha:Hunan University,2015.
[3]栾国红,关桥.高效、固相焊接新技术——搅拌摩擦焊[J].电焊机,2005,35(9):8—13.LUAN Guo-hong,GUAN Qiao.High-Effective,Solid-Phase New Welding Technology:FSW[J].Electric Welding Machine,2005,35(9):8—13.
[4]黄春平,柯黎明,邢丽,等.搅拌摩擦加工研究进展及前景展望[J].稀有金属材料与工程,2011,40(1):183—188.HUANG Chun-ping,KE Li-ming,XING Li,et al.Research Progress and Prospect of Friction Stir Processing[J].Rare Metal Materials and Engineering,2011,40(1):183—188.
[5]傅田,李文亚,杨夏炜,等.搅拌摩擦点焊及其研究现状[J].材料工程,2015,43(4):102—114.FU Tian,LI Wen-ya,YANG Xia-wei,et al.State-of-The-Art of Friction Stir Spot Welding[J].Journal of Materials Engineering,2015,43(4):102—114.
[6]刘杰,邓钢,韩凤武,等.双轴肩搅拌摩擦焊技术在铝合金车体制造中的应用发展[J].焊接,2015(1):17—20.LIU Jie,DENG Gang,HAN Feng-wu,et al.Development and Application of Bobbin Tool Friction Stir Welding to Manufacturing of Aluminum Alloy Train Body[J].Welding&Joining,2015(1):17—20.
[7]MITCHEL J E.The Experimental Thermo-Mechanics of Friction Stir Welding[D].Vanderbilt University,2002.
[8]BLIGNAULT C,HATTINGH D G,KRUGER G H,et al.Friction Stir Weld Process Evaluation by Multi-Axial Transducer[J].Measurement,2007,41:32—43.
[9]GIBSON B T.Custom Low-Cost Force Measurement Methods in Friction Stir Welding[D].Vanderbilt University,2011.
[10]GIBSON B T,COX C D,LONGHURST W R,et al.Exploiting Robotic Link Deflection for Low-Cost Force Measurement in Manufacturing[J].Measurement,2012,45(1):140—143.
[11]GIBSON B T,COX C D,AGUILAR J R,et al.Low-Costwireless Force Sensor Design with Applications in Friction Stir Welding[C].In:9th International Trends in Welding Research Conference,2012.
[12]甘雨凡,李京龙,熊江涛,等.利用红外热成像技术分析搅拌摩擦焊隧道型孔洞形成机制[J].电焊机,2012,42(1):22—25.GAN Yu-fan,LI Jing-long,XIONG Jiang-tao,et al.Analysis of Tunnel Defect Formation Procedure by Using Infrared Thermography[J].Electric Welding Machine,2012,42(1):22—25.
[13]FEHRENBACHER A,DUFFIE N A,FERRIER N J,et al.Effects of Tool-Workpiece Interface Temperature on Weld Quality and Quality Improvements through Temperature Control in Friction Stir Welding[J].The International Journal of Advanced Manufacturing Technology,2014,71(1—4):165—179.
[14]DAWES C J,THOMAS W M.Friction Stir Process Welds Alalloys[J].Welding Journal,1996,75(3):41—45.
[15]赵阳阳.铝合金搅拌摩擦焊焊接热过程研究[D].镇江:江苏科技大学,2013.ZHAO Yang-yang.The Research of Aluminum Alloy Friction Stir Welding Thermal Action[D].Zhenjiang:Jiangsu University of Science and Technology,2013.
[16]FRIGAARD Φ,GRONG Φ,MIDLING O T.A Process Model for Friction Stir Welding of Age Hardening Aluminum Alloys[J].Metallurgical and Materials Transactions A,2001,32(5):1189—1200.
[17]MAHONY M W,FLINTOFF C G.Properties of Stir Welded 7075-T651 Aluminum[J].Metallurgical and Materials Transactions,2004,29(7):1073—1083.
[18]SU H,WU C S,PITTNER A,et al.Simultaneous Measurement of Tool Torque,Traverse Force and Axial Force in Friction Stir Welding[J].Journal of Manufacturing Processes,2013,15(4):495—500.
[19]王希靖,韩道彬,张忠科.搅拌摩擦焊过程中下压力的检测及影响因素[J].焊接,2008(9):22—25.WANG Xi-jing,HAN Dao-bin,ZHANG Zhong-ke.Measurements and Influencing Factors of Longitudinal Force of Pin Tools in Friction Stir Welding Process[J].Welding & Joining,2008(9):22—25.
[20]胡波,胡礼木.搅拌针前进阻力的动态测量与分析[J].焊接,2008(11):37—40.HU Bo,HU Li-mu.Dynamic Measurement and Analyses on Forward Resistance of Pin in Friction Stir Welding[J].Welding & Joining,2008(11):37—40.
[21]王希靖,李晶,达朝炳,等.FSW中搅拌针作用力及其影响的研究[J].兰州理工大学学报,2006,32(1):12—14.WANG Xi-jing,LI Jing,DA Chao-bing,et al.Investigation of Acting Force of Stirring Pin in FSW and Its Effect[J].Journal of Lanzhou University of Technology,2006,32(1):12—14.
[22]曹丽杰,潘荣秀,郑钟盛.铝合金搅拌摩擦焊插入工艺参数对轴向力和扭矩的影响[J].轻合金加工技术,2011,39(10):55—62.CAO Li-jie,PAN Rong-xiu,ZHENG Zhong-sheng.Effect of Inserting Process Parameters on Axial Force and Torque Occurred During FSW of Aluminum Alloy[J].Light Alloy Fabrication Technology,2011,39(10):55—62.
[23]鄢东洋,史清宇,吴爱萍,等.搅拌摩擦焊中工艺参数对扭矩的影响[J].焊接学报,2010,31(12):13—16.YAN Dong-yang,SHI Qing-yu,WU Ai-ping,et al.Effect of Process Parameters on Torque in Friction Stir Welding[J].Transaction of the China Welding Institution,2010,31(12):13—16.
[24]SCHMIDT H,HAREL J,WEFT J.An Analytical Model for the Heat Generation in Friction Stir Welding[J].Modelling Simul Mater Sci Eng,2004(12):143—157.
[25]郭晓娟.搅拌摩擦焊中热过程数值模拟分析[D].天津:天津大学,2007:30—65.GUO Xiao-juan.The Numerical Simulation Analysis of Thermal Processes in Friction Stir Welding[D].Tianjin:Tianjin University,2007:30—65.
[26]鄢东洋,史清宇,吴爱萍,等.搅拌摩擦焊接的热力耦合分析模型[J].机械工程学报,2010,46(16):106—112.YAN Dong-yang,SHI Qing-yu,WU Ai-ping,et al.Developmental Thermal-mechanical Coupled Analysis Model for Friction Stir Welding[J].Journal of Mechanical Engineering,2010,46(16):106—112.
[27]SOUNDARARAJAN V,ZEKOVIC S,KOVACEVIC R.Thermo-Mechanical Model with Adaptive Boundary Conditions for Friction Stir Welding of A16061[J].International Journal of Machine Tools&Manufacture,2005,45:1577—1587.
[28]张昭,别俊.搅拌摩擦焊接过程数值仿真的完全热力耦合模型[J].中国机械工程,2008,19(10):1240—1244.ZHANG Zhao,BIE Jun.Fully Coupled Thermo-Mechanical Model for Numerical Simulation of Friction Stir Welding Process[J].China Mechanical Engineering,2008,19(10):1240—1244.
[29]SELVAMANI S T,UMANATH K,PALANIKUMAR K.Heat Transfer Analysis during Friction Stir Weld-Hag of A16061-T6 Alloy[J].International Journal of Engineering Research and Applications,2012,1(4):1453—1460.
[30]杜岩峰,白景彬,田志杰,等.2219铝合金搅拌摩擦焊温度场的三维实体耦合数值模拟[J].焊接学报,2014,35(8):57—70.DU Yan-feng,BAI Jing-bin,TIAN Zhi-jie,et al.Investigation on Three-Dimensional Real Coupling Numerical Simulation of Temperature Field of Friction Stir Welding of 2219 Aluminum Alloy[J].Transaction of The China Welding Institution,2014,35(8):57—70.
[31]苏斌.6061-T4铝合金板双轴肩搅拌摩擦焊研究[D].长沙:中南大学,2013.SU Bin.Bobbin Tool Friction Stir Welding of 6061-T4 Aluminum Alloy Plate Research[D].Changsha:Central South University,2013.
[32]FEHRENBACHER A,COLE E G,ZINN M R,et al.Towards Process Control of Friction Stir Welding for Different Aluminum Alloys[C].In Friction Stir Welding and Processing VI,TMS 2011 Annual Meeting and Exhibition,San Diego,CA,United States,2011:381—388.
[33]FEHRENBACHER A,DUFFIE N A,FERRIER N J,et al.Toward Automation of Friction Stir Welding through Temperature Measurement and Closed-Loop Control[J].J Manuf Sci Eng,2011,133(5):8—20.
[34]SMITH C.Robots and Machines for Friction Stir Welding/Processing,Friction Stir Welding and Processing[J].ASM International,2007,11:219—233.
[35]TALAWAR R,BOLSER D,LEDERICH R,et al.Friction Stir Welding of Airframe Structures[C].In:Proceedings of the 2nd International Symposium on Friction Stir Welding,TWI,2000.
[36]SMITH C.Robotic Friction Stir Welding Using a Standard Industrial Robot[J].In:Proceedings of The 2nd International Symposium on Friction Stir Welding,TWI,2000.
[37]LONGHURST W R,STRAUSS A M,COOK G E.Identification of The Key Enablers for Force Control of Robotic Friction Stir Welding[J].American Society of Mechanical Engineers Journal of Manufacturing Science and Engineering,2011,133(3):8—27.
[38]RAZAL ROSE A,MANISEKAR K,BALASUBRAMANIAN V.Effect of Axial Force on Microstructure and Tensile Properties of Friction Stir Welded AZ61A Magnesium Alloy[J].Transactions of Nonferrous Metals Society of China,2011,21(5):974—984.
[39]THOMAS W M,WIESNER C S,MARKS D J,et al.Conventional and Bobbin Friction Stir Welding of 12%Chromium Ally Steel Using Composite Refractory Tool Materials[J].Science and Technology of Welding and Joining,2009,14(3):247—253.
[40]WILLIAM R L,ALVIN M S,GEORGE E C.Enabling Automation of Friction Stir Welding:The Modulation of Weld Seam Input Energy by Traverse Speed Force Control[J].Journal of Dynamic Systems,Measurement,and Control,2010,132(4):1—11.
[41]DAVIS,TYLER A,SHIN,et al.Observer-Based Adaptive Robust Control of Friction Stir Welding Axial Force[J].IEEE/ASME Transactions on Mechatronics,2010,16(6):1032—1039.
[42]DAVIS,TYLER A,NGO,et al.Multi-Level Fuzzy Control of Friction Stir Welding Power[J].International Journal of Advanced Manufacturing Technology,2011:1—9.
[43]WILLIAM R L,ALVIN M S,GEORGE E C,et al.Torque Control of Friction Stir Welding for Manufacturing and Automation[J].Int J Adv Manuf Technol,2010,51(9—12):905—913.
[44]NUNES A C,BERNSTEIN E I,MCCLURE J C.A Rotating Plug Model for Friction Stir Welding[C].In:Proceedings of The 81st American Welding Society Convention,2000.
[45]GIBSON B,COOK G,PRATER T,et al.Adaptive Torque Control of Friction Stir Welding for the Purpose of Estimating Tool Wear[J].EN,2011,225(8).
[46]SMITH C B,SCHROEDER K,FEHRENBACHER A.An Automated Path Planning and Programming System with Real-Time Adaptive Control for Friction Stir Processing of Cast Surfaces[C].In:Proceedings of The 9th International Symposium on Friction Stir Welding,TWI,2012.
[47]DE BACKER J,CHRISTIANSSON A K,OQUEKA J,et al.Investigation of Path Compensation Methods for Robotic Friction Stir Welding[J].Industrial Robot:An International Journal,2012,39(6):601—608.
[48]SORON M,De BACKER J,CHRISTIANSSON A K,et al.A Local Model for Online Path Corrections in Friction Stir Welding[C].Friction Stir Welding and Processing Conference,2010.
[49]FLEMING P A,LAMMLEIN D H,WILKES D M,et al.Misalignment Detection and Enabling of Seam Tracking for Friction Stir Welding[J].Science and Technology of Welding and Joining,2009,14(1):93—96.
[50]CHRISTNER B,HANSEN M,SKINNER M.Friction Stir Welding System Development for Thin Gauge Aerospace Structures[C].In:Proceedings of the 4th International Symposium on Friction Stir Welding,TWI,2003.
[51]FLEMING P A,HENDRICKS,CHRISTOPHER E,et al.Automatic Seam-Tracking of Friction Stir Welded T-Joints[J].Int J Adv Manuf Technol,2009,45:490—495.
[52]FLEMING P A,HENDRICKS,CHRISTOPHER E,et al.Seam-Tracking for Friction Stir Welded Lap Joints[J].Journal of Materials Engineering and Performance,2010,19(8):1128—1132.
[53]栾国红.飞机制造中的搅拌摩擦焊技术及其发展[J].航空制造技术,2009(20):26—32.LUAN Guo-hong.Fricition Stir Welding Technology and Its Development in Manufacturing of Aircraft[J].Aeronautical Manufacturing Technology,2009(20):26—32.
[54]YANG Yu,KALYA,PRABHANJANA,et al.Automatic Gap Detection in Friction Stir Butt Welding Operations[J].International Journal of Machine Tools and Manufacture,2008,48(10):1161—1169.
[55]LONGHURST W R,STRAUSS A M,COOK G E,et al.Investigation of Force Controlled Friction Stir Welding for Manufacturing and Automation.Proceedings of the Institution of Mechanical Engineers,Part B[J].Journal of Engineering Manufacture,2010,224(6):937—949.
[56]COOK G E,SMARTT H,MITCHELL J,et al.Controlling Robotic Friction Stir Welding[J].Welding Journal,2003,82:28—34.
猜你喜欢
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
水泵技术(2021年5期)2021-12-31
中国煤层气(2021年5期)2021-03-02
中学生数理化·中考版(2019年10期)2019-11-25
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
制造技术与机床(2018年12期)2018-12-23
凿岩机械气动工具(2017年3期)2017-11-22
中学生数理化·中考版(2017年10期)2017-04-23
电子产品可靠性与环境试验(2016年6期)2016-05-17
华东理工大学学报(自然科学版)(2015年4期)2015-12-01
