基于Dynaform的汽车覆盖件冲压成型数值模拟及优化*
2015-07-18 11:24熊保玉
新技术新工艺 2015年10期
熊保玉
(四川信息职业技术学院 机电工程系,四川 广元 628017)
基于Dynaform的汽车覆盖件冲压成型数值模拟及优化*
熊保玉
(四川信息职业技术学院 机电工程系,四川 广元 628017)
应用数值模拟技术对汽车覆盖件成型规律进行研究逐渐受到重视。以汽车左、右后轮罩内板为研究对象,介绍了应用Dynaform软件对轮罩冲压成型进行数值模拟的步骤。通过模拟产品在设置不同压边力数值及有、无拉延筋情况下的成型性能,预测板料成型中可能出现的如起皱、拉裂、变薄和回弹等缺陷问题。通过模拟结果的比较分析确定,汽车左、右后轮罩内板成型工艺过程和技术参数中压边力的大小和有、无拉延筋设置对产品影响较大,为实际产品冲压成型提供了科学依据。
数值模拟;压边力;拉延筋
与一般的冲压件相比,汽车覆盖件具有结构尺寸大、变形复杂、材料薄和表面质量要求高等特点[1],因此,在汽车覆盖件板料冲压成型中,汽车模具设计与制造周期长、难度大、成本高,试制时间长。在当前市场竞争中,降低模具成本,缩短模具开发、制造和调试周期,提高产品质量,增强市场竞争力,成为企业的迫切需求。近年来,随着板料成型CAE软件的飞速发展及应用, 应用Dynaform软件对汽车覆盖件冲压成型过程进行计算机仿真模拟,以替代实际的冲压过程,为模具设计提供合理的工艺参数,从而大大缩短了模具设计时间和试模周期,降低了开发成本。
1 产品模型的建立及工艺分析
汽车覆盖件三维模型的建立常用的软件有CATIA、UG和Pro/E等,汽车左、右后轮罩内板的三维模型采用UG软件建立,产品模型如图1所示。根据该产品的形状特点,若2个产品单独成型,每幅模具都要经过拉深、冲孔、切边和整形等工序,并且每道工序需要设计制造2幅模具,这样会增加模具的实际成本并延长制造周期。通过对这2个产品的形状和特征的分析,在不改变产品形状和尺寸的情况下,对2个产品的模型进行优化(见图2)。把冲压方案设计成“一模两件”,由原来的每道工序2幅模具,设计成现在的1副模具完成2个产品的相同工序,最终产品的成型工艺如下:拉延→修边/冲孔→修边/冲孔→整形/切断。该冲压方案不仅降低了模具成本,缩短了制造周期,而且提高了工作效率。拉延工艺是本产品的第1道工序,也是难度最大的工序,对产品成型及后序工艺成型起着至关重要的作用[2]。
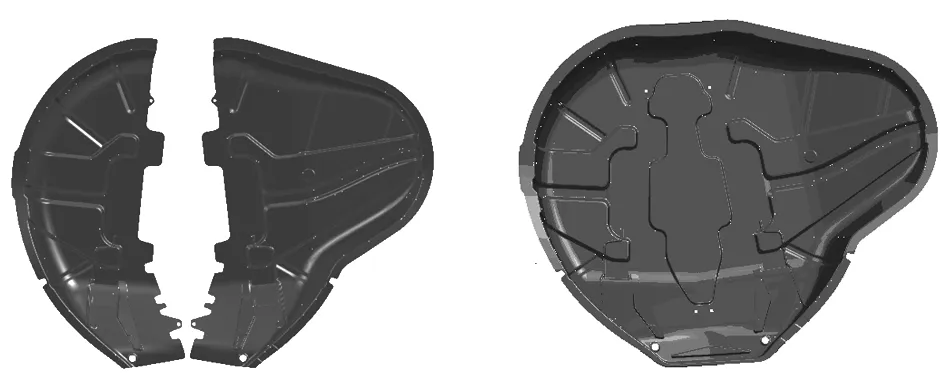
图1 某汽车左、右后轮罩 图2 改进后的三维模型内板三维模型图
2 有限元网格划分
将建好的产品数模以IGES格式导入Dynaform软件中,然后对模型进行有限元网格划分。网格单元的划分是进行CAE模拟分析的一个重要环节,它不但决定着计算的精度和时间,还对产品的成型有一定的影响。应用Dynaform软件中“Surface Mesh”(曲面网格划分)对导入的几何模型进行网格划分[3],并进行模型检查,确保网格无重叠、漏孔,法向一致。
3 冲压方向的确定
拉延工序中冲压方向合理与否,直接决定了能否拉深出合格产品。在Dynaform软件中利用“DFE”(模面工程)中“Tipping”(倾斜)进行产品冲压方向的自动调整,调整后使产品所有网格单元法矢量一致,冲压负角为零且拉延深度最小。
4 工艺补充及压料面的创建
工艺补充面是指产品边缘到压料面的过渡面,是产品成型不可缺少的重要组成部分[4];同时,要求工艺补充面尽量平滑,便于产品成型充分。汽车左、右后轮罩内板成型工序首先是先冲压成型,然后再进行其他工序成型;因此,为保证汽车左、右后轮罩内板成型质量,需要将该产品内孔及相关部位进行工艺补充。压料面的设计是为了保证产品成型时毛坯不起皱、扭曲。根据实际产品的形状特点,以实用、简单和节省材料为原则,最终确定压料面如图3所示。
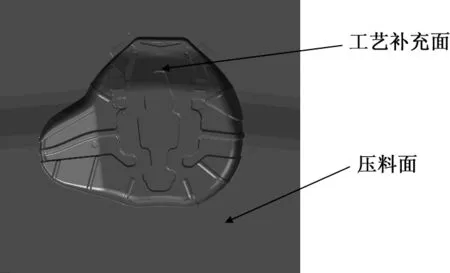
图3 工艺补充后的凹模模型
5 毛坯尺寸的估计及毛坯生成
设置压料面和工艺补充面后,毛坯在X和Y方向的最大尺寸分别为1 632.93和1 420.24 mm。在实际中考虑到材料流动,取毛坯尺寸为1 230 mm×1 075 mm。根据毛坯尺寸的边界,应用Dynaform软件的“Tool”(工具)→“Blank Generator”(毛坯生成器)得到划分好的毛坯网格。根据实际的模拟情况,对毛坯尺寸进行适当的修改及优化。
6 数值模拟及优化
利用完成定义好的凸模、凹模、压边圈和毛坯进行模拟前的参数设置,具体如下:冲压类型为双动压力机;毛坯材料为DC04高强度钢板,厚度为0.8 mm,其力学性能见表1;凸模和凹模的间隙为0.88 mm;毛坯与模具间摩擦因数为0.125;工具和压边圈的速度为默认设置;压边力设置为500 kN。设置好模具各零件的运动和边界条件,提交到LS-DYNA进行计算。

表1 毛坯材料的力学性能
6.1 结果分析
模拟计算完成后,应用Dynaform软件的后处理命令“Post”→“Processor”对运算结果进行分析和判断,得到成型极限图(见图4)。由图4可知,产品区域没有出现拉裂,但有起皱和大部分区域存在严重的拉延变形不足,这种成型质量不符合设计要求。
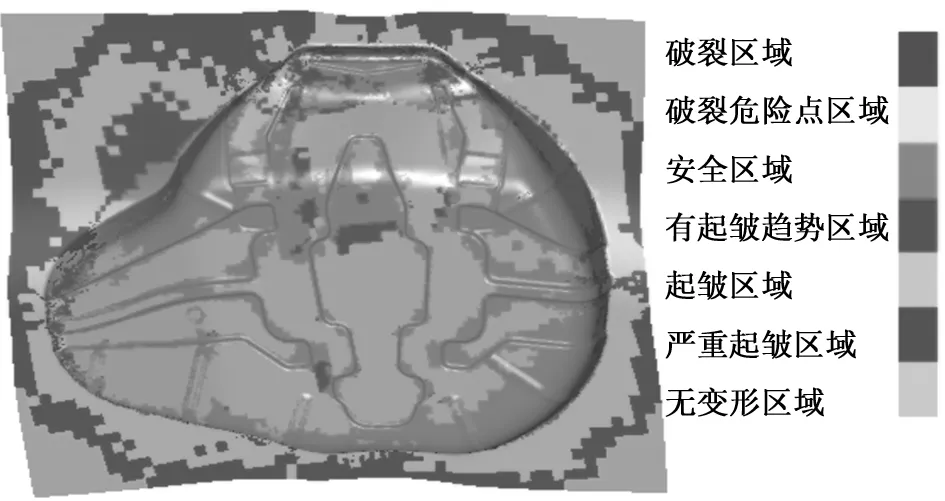
图4 压边力为500 kN时的成型极限图
6.2 工艺参数的调整
产品发生严重的变形不足和起皱是因为板料压边力和拉延阻力不够造成的,解决上述问题的方法一般是增大压边力和设置拉延筋。
6.2.1 增大压边力
在其他模拟参数不变的情况下,将压边力分别增加到700和1 000 kN,得到的模拟结果分别如图5和图6所示。从图5和图6可知,产品的变形不足和起皱得到部分改善,但随着压边力的增大,断裂区域越来越多。可见,通过继续增加压边力已经不能使产品成型达到要求,需考虑增设拉延筋来提高零件成型质量。
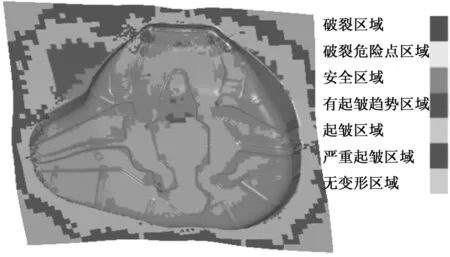
图5 压边力为700 kN时的成型极限图
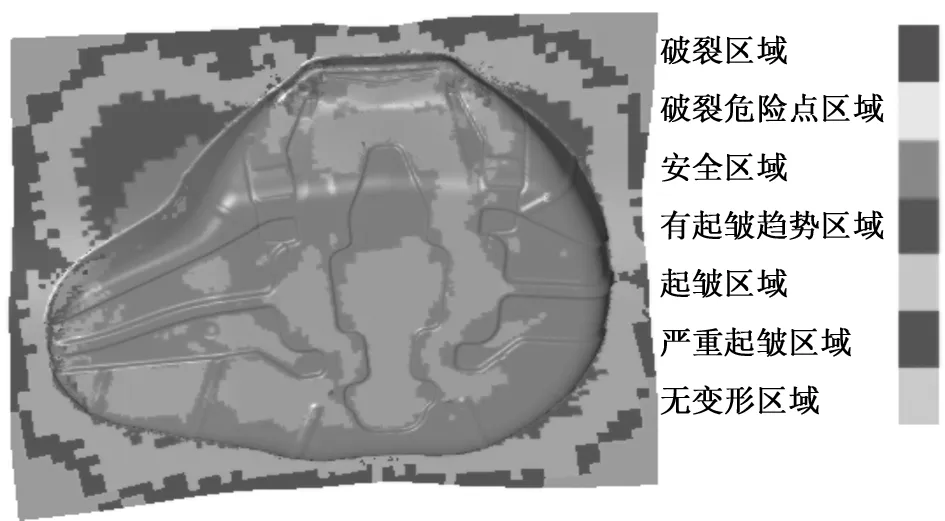
图6 压边力为1 000 kN时的成型极限图
6.2.2 设置拉延筋
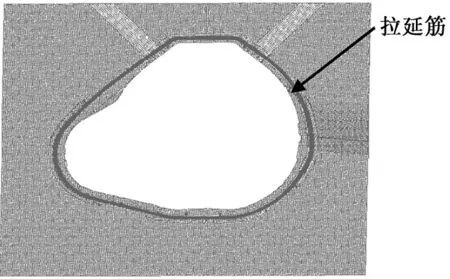
图7 1条拉延筋布置模型
拉延筋的作用是调节进料阻力的大小和分布,降低压料面作用力和改善板料的起皱,有利于变形区板材的顺利成型。Dynaform软件中拉延筋的设置分为2种:等效拉延筋和真实拉延筋。数值模拟中真实拉延筋能更好地反应实际生产中拉延筋部位的材料流动阻力状态[5]。本文采用真实拉延筋,其分布情况如图7所示。在其他模拟参数不变的情况下,分别设置压边力为700和1 000 kN进行数值模拟,得到成型极限图如图8和图9所示。从设置拉延筋和没有设置拉延筋模拟的成型极限图的对比结果来看,板料成型质量得到很大的改善,产品区域无起皱。当压边力增至1 000 kN时,产品仍有部分变形不足,但已出现拉裂区域;因此,通过布置1条拉延筋和增大压边力还是得不到满意的成型质量。由于变形不足和拉裂区域的存在,可以在原有拉延筋的基础上,在变形不足区域再增加拉延筋(见图10)。分别设置压边力为700和1 000 kN进行模拟仿真,得到成型极限图如图11和图12所示。从设置多条拉延筋的模拟结果可以看出,在大幅降低压边力的同时得到了较好的产品成型质量。板料设置多条拉延筋后,在压边力为700 kN的情况下,材料得到有效变形,产品质量为最好,产品区域无变形不足,起皱和破裂现象得到较大改善。变形区域有破裂趋势和拉裂区域,在后续的修边和切断工序中去除,不影响产品成型质量,说明产品设置的模拟参数和产品形状的设计是合理的,因此,在实际中产品可以安全冲出。
7 结语
本文以Dynaform软件为平台,通过对汽车左、右后轮罩内板冲压成型过程进行数值模拟研究, 可以预知传统制造中实际冲压时可能出现的产品缺陷。通过对模拟参数的优化和调整以及对模拟结果的对比,确定了合理的产品成型工艺参数和拉延筋设置分布情况。从而为实际汽车左、右后轮罩内板的成型确定了合适的冲压工艺参数,对类似汽车覆盖件产品模具设计与制造具有重要的参考价值。
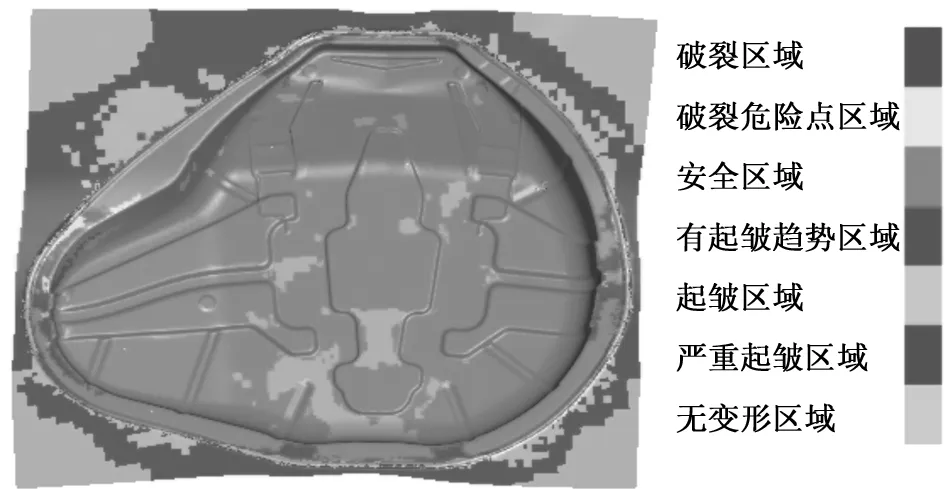
图8 设置1条拉延筋后压边力为700 kN时的成型极限图
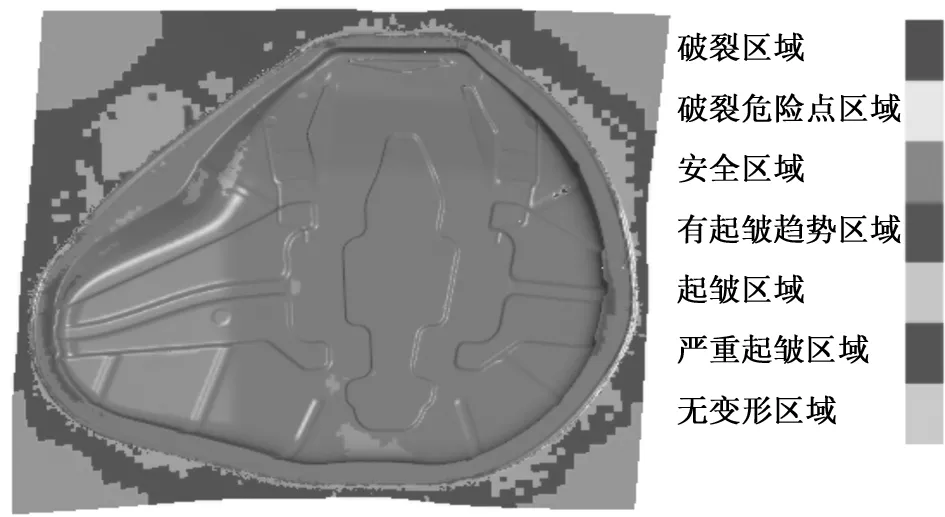
图9 设置1条拉延筋后压边力为1 000 kN时的成型极限图
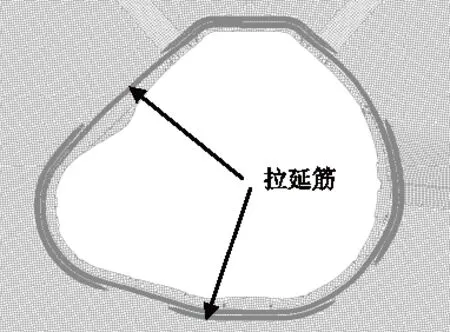
图10 多条拉延筋布置模型
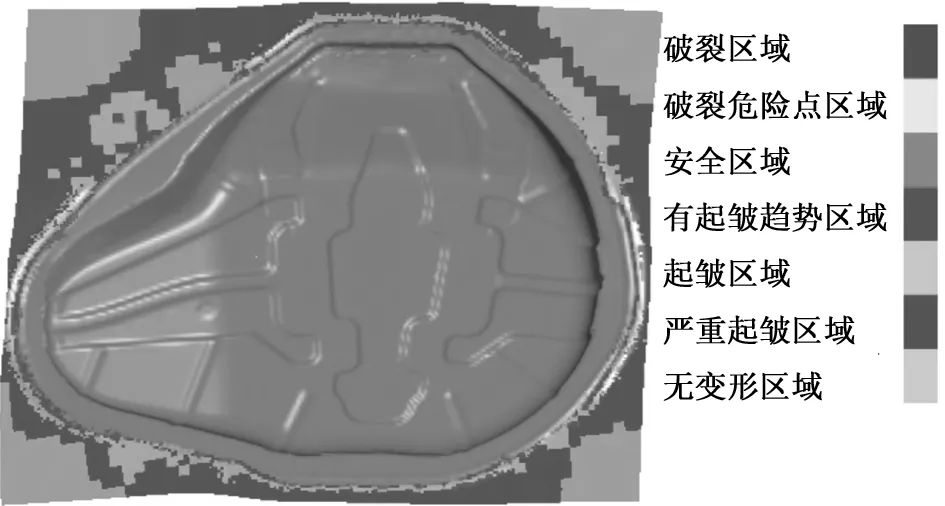
图11 设置多条拉延筋后压边力为700 kN时的成型极限图

图12 设置多条拉延筋后压边力为1 000 kN时的成型极限图
[1] 陈小芳,扶名福,袁志军. DYNAFORM数值模拟技术在汽车覆盖件成形中的应用[J].热加工工艺,2009(6):89-92.
[2] 刘细芬,黄华艳,张洪锐. 基于CAE技术的汽车覆盖件拉延模具设计[J].机械设计与制造,2010(4):242-244.
[3] 卢军平,芮延年.基于Dynaform对电视机后盖成形的数值模拟研究[J]. 模具工业,2010(11):16-18.
[4] 孙晓.基于ETA/Dynaform某车型前围内板拉延模面优化设计[J]. 新技术新工艺,2013(7):79-84.
[5] 刘细芬.基于Dynaform的汽车覆盖件拉延成形有限元模拟分析[J]. 机械研究与应用,2013(2):33-35.
*广元市科技支撑计划项目(14KJZCZC006)
责任编辑郑练
NumericalSimulationandOptimizationofAutomobilePanelbasedonDynaform
XIONG Baoyu
(Mechanical & Engineering Department, Sichuan Information Technology College, Guangyuan 628017, China)
It has gradually been paid more attention to study forming law for automobile panel by applying numerical simulation. Left and right inner plates on automobile rear wheels are investigated, the stamping process of auto rear wheel is simulated based on Dynaform software. Simulation of stamping forming by changing magnitude of blank holder force and setting drawbead, predicting wrinkle, fracture, thinning, rebound and other defects is done. Blank holding force and drawbead of process and technical parameters of left and right inner plates on automobile rear wheels are determined by comparing the simulation results, and it provides a scientific basis for the practical products shaping.
numerical simulation, blank holding force, drawbead
TP 391
:A
熊保玉(1980-),男,讲师,主要从事板料成形及模具CAD/CAE技术等方面的研究。
2015-03-26
猜你喜欢
模具技术(2021年5期)2021-10-13
模具制造(2021年5期)2021-08-12
制造技术与机床(2019年6期)2019-06-25
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
山东工业技术(2018年3期)2018-11-30
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2018年5期)2018-06-02
制造技术与机床(2017年2期)2017-05-04