
滚筒干燥中烟丝停留时间预测模型
2015-07-12 18:57李朋刘朝贤王乐刘楷丽朱光鲁端峰
烟草科技 2015年11期
李朋,刘朝贤,王乐,刘楷丽,朱光,鲁端峰*
1.中国烟草总公司郑州烟草研究院烟草行业烟草工艺重点实验室,郑州高新技术产业开发区枫杨街2号 450001
2.郑州轻工业学院食品与生物工程学院,郑州高新技术产业开发区科学大道166号 450001
滚筒干燥中烟丝停留时间预测模型
李朋1,刘朝贤1,王乐1,刘楷丽1,朱光2,鲁端峰*1
1.中国烟草总公司郑州烟草研究院烟草行业烟草工艺重点实验室,郑州高新技术产业开发区枫杨街2号 450001
2.郑州轻工业学院食品与生物工程学院,郑州高新技术产业开发区科学大道166号 450001
为准确预测烟丝在滚筒干燥中的停留时间,采用单因素实验的方法,利用装有12块抄板的冷态滚筒设备分别研究了滚筒转速、筒内气速、烟丝流量、滚筒倾角和烟丝含水率对停留时间的影响,建立了两种新的烟丝停留时间预测模型,并将该模型与其他3种经验预测模型进行了验证对比。结果表明:①5种试验因素对停留时间均有影响。其中,滚筒转速与停留时间为指数关系,筒内气速、烟丝含水率与停留时间均为线性关系,烟丝流量与停留时间可视为线性或倒数关系,滚筒倾角与停留时间为倒数关系。②所建新模型预测结果与试验结果一致性较高,更适用于试验用冷态滚筒设备。
滚筒干燥;烟丝含水率;单因素实验;停留时间;预测模型
滚筒干燥是烟草行业中干燥工艺的主要方式之一[1],其过程是一个气固两相流动及传热传质耦合的复杂过程,物料停留时间的长短对传热传质过程有显著影响,因而预测停留时间对于工业过程调控具有重要指导意义。已有学者对滚筒类加工过程中物料的停留时间进行了大量研究,并通过实验数据建立了相应的经验预测模型[2-6],如Friedman-Marshall(F-M)模型[7-10],Zhu Wenkui模型[7],Shahhosseini模型[8],秦国鑫模型[9]等。F-M模型是Friedman和Marshall在总结了大量的工业生产数据和实验数据后得出的停留时间的预测模型,主要考察了滚筒长度、内径、倾角、转速、物料流量、气体流量和颗粒粒径等因素对停留时间的影响。该模型应用广泛,通过修正系数即可适用于其他滚筒和物料等生产条件下。Zhu Wenkui模型通过冷态试验平台将F-M模型的参数进行优化,使之适用于预测烟丝在滚筒中的停留时间。但这些模型均未考虑物料含水率的变化对停留时间的影响,Renaud等[10]发现物料含水率对停留时间的影响不可忽视,Shahhosseini模型提出用3个参数对传统预测模型进行修正,通过实验数据拟合得到不同含水率下的参数值,并将热态滚筒轴向分为有限长度,利用每段长度内物料含水率求出各段的停留时间,最终统计得出整个干燥过程的停留时间。该方法预测结果较准确,但因计算过程过于复杂难以推广应用。秦国鑫将含水率引入F-M模型的系数α中,针对装有6块抄板的滚筒对该模型进行了修正。此外,F-M模型中的系数α、β会因试验材料和试验条件不同而发生改变,需要适当修正才能进行应用。为此,以B2F单等级烟丝为试验材料,采用单因素实验方法,在12块抄板冷态滚筒试验平台上分别研究了不同操作条件(滚筒转速、筒内气流速度、烟丝流量、滚筒倾角)和烟丝含水率对停留时间的影响,并通过两种不同的方法建立新的停留时间预测模型,以提高停留时间的预测精度。
1 材料与方法
1.1 材料、设备及仪器
试验所用烟丝样品为河南洛阳产烤烟B2F单等级烟丝,试验前将烟丝样品含水率平衡至15%。试验装置主要由定量喂料机和冷态滚筒两部分构成,见图1。其中,定量喂料机可在0~300 kg/h流量范围内稳定地向冷态滚筒中连续喂料。冷态滚筒由筒壁驱动系统、气流循环系统、筒体等部分组成。滚筒内径0.77 m,长1.85 m,筒壁均匀分布12块宽0.124 m的抄板,抄板与滚筒内壁夹角为90°,滚筒倾角可在2°~4°范围内调节,滚筒转速通过变频电机调节。采用气固顺流工作方式,筒内气速在0~0.5 m/s范围内通过变频器调节。
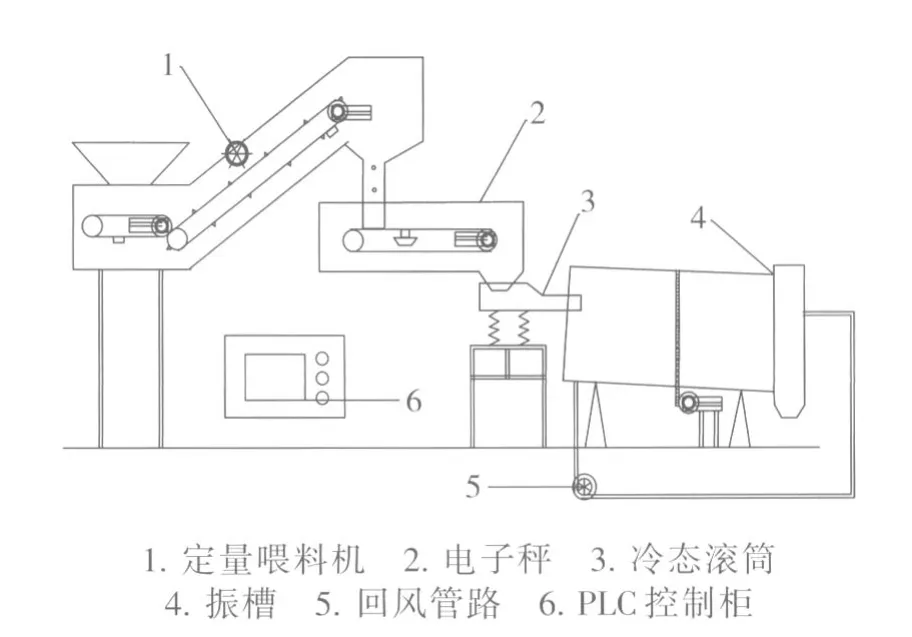
图1 冷态滚筒试验平台示意图
1.2 停留时间的测定
滚筒内烟丝平均停留时间可通过测定稳态工作过程中滚筒内的滞料量和烟丝流量计算获得[11-12],计算公式为:

式中:τ—烟丝在滚筒内的平均停留时间,s;H—滚筒内烟丝滞料量,kg;Fs—滚筒内烟丝流量,kg/h。
测定方法:设定冷态滚筒设备的操作参数,将试验所用烟丝样品加入料仓,启动并稳定运行10 min后停止进料,收集滚筒内烟丝,称量并记录,该烟丝质量即为该试验条件下烟丝的滞料量,每组试验条件重复3次。
1.3 单因素试验方案
采用单因素试验研究了5个参数对停留时间的影响,冷态试验平台的标准工作状况为:滚筒转速9 r/min,筒内气速0.3 m/s,烟丝流量108 kg/h,滚筒倾角2°和烟丝含水率15%。在改变单个参数时,其余参数保持不变。各参数的试验设定值见表1。
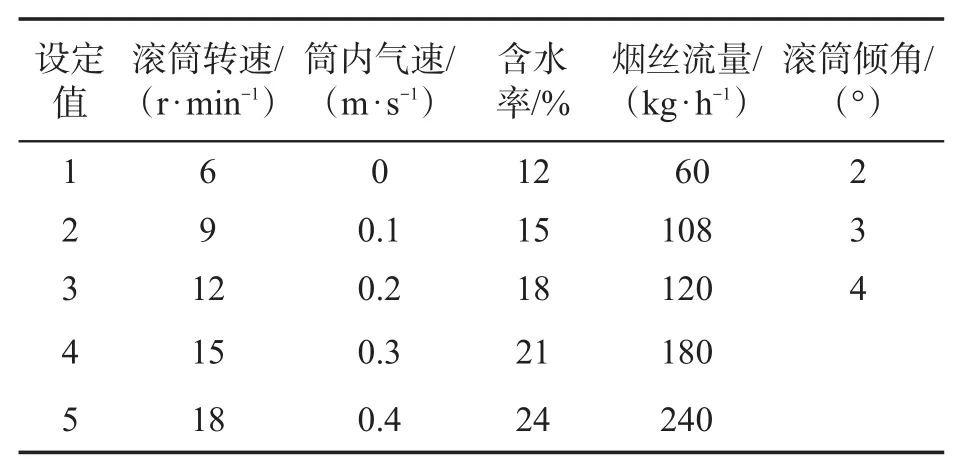
表1 单因素试验设定值
2 结果与分析
2.1 试验条件对停留时间的影响
试验中分别研究了滚筒转速、筒内气速、烟丝流量、滚筒倾角等因素对物料停留时间的影响。图2为滚筒转速对物料停留时间的影响。可见,停留时间随着滚筒转速的增加呈指数型降低,通过拟合试验数据可得指数关系式,两者的相关系数R2为0.99。这是由于随着滚筒转速的增加,烟丝抛洒的频率增加,烟丝随滚筒及抄板做圆周运动的时间随之减少,因此加快了烟丝向出口端的运动。
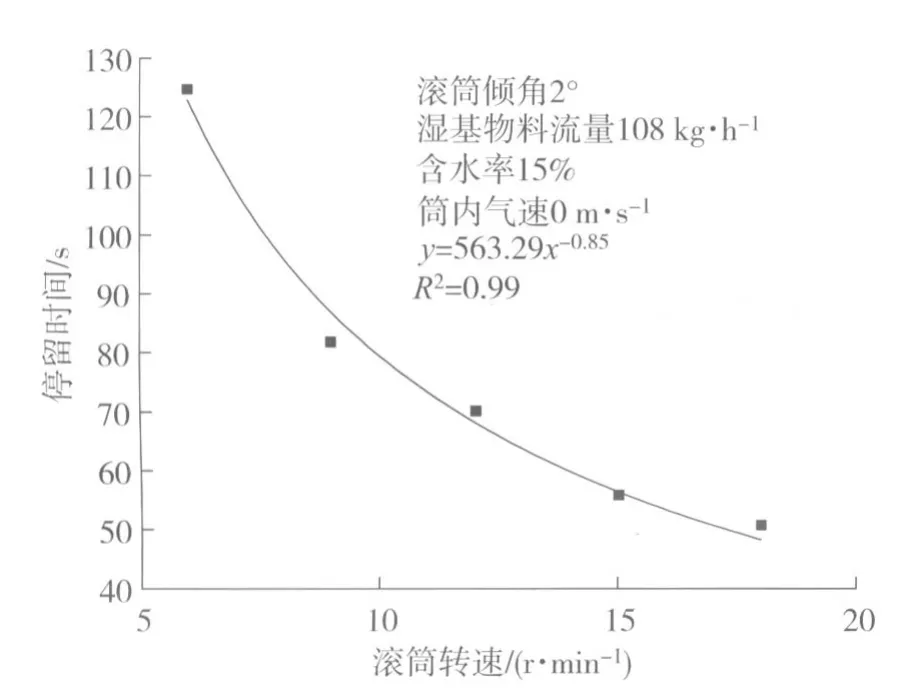
图2 滚筒转速对停留时间的影响
图3为筒内气速对物料停留时间的影响。可见,停留时间随着筒内气速的增加而线性降低,通过拟合数据可得停留时间与筒内气速的线性关系式,两者的相关系数R2为0.96。这是由于随着筒内气速的增加,气体作用于烟丝的曳力不断增加,从而使烟丝在抛物线运动过程中获得更大的轴向推动力,更快地向出口端运动。

图3 筒内气速对停留时间的影响
图4为烟丝流量对停留时间的影响。可见,停留时间随着烟丝流量的增加而增加,因此停留时间与烟丝流量的数学关系可以拟合为线性关系。另外,也可参考F-M模型的倒数关系进行拟合,得到各关系式及相关系数。两种拟合方法均能很好地表征其数量关系,且相关性良好。这是由于随着烟丝流量的增加,使得单块抄板上烟丝的堆积量增多,烟丝的抛洒过程延长,烟丝做圆周运动的时间增加。而与筒内气速有关的抛洒运动则未受影响,表现为烟丝的平均停留时间增加。

图4 烟丝流量对停留时间的影响
图5为滚筒倾角对停留时间的影响。受试验平台限制,选取倾角分别为2°、3°和4°。结果发现在试验平台倾角可调范围内,停留时间随着滚筒倾角的增大而减少,根据F-M模型中停留时间与滚筒倾角为倒数关系,拟合可得其数学关系式且相关系数R2为0.99。这是由于随着滚筒倾角的增加,烟丝在抛洒过程中沿滚筒轴向运动的步长增加,停留时间随之减少。

图5 滚筒倾角对停留时间的影响
2.2 烟丝含水率对停留时间的影响
图6为烟丝含水率对停留时间的影响。可见,停留时间随着烟丝含水率的增加而增加,停留时间与烟丝含水率的数学关系可以拟合为线性关系,且相关性较好。这是由于随着含水率的增加使烟丝间的相互作用力增加,降低了烟丝的流动性,延长了停留时间。此外,当筒内气速为0和0.3 m/s时,烟丝停留时间随着含水率的增加而增加,但气速为零时其增幅较大。这是由于气速为零时含水率的增加使烟丝质量增加且烟丝间的相互作用力加强,但并未改变烟丝所受的曳力,因而烟丝运动受阻。但当气速增大时,筒内烟丝含水率会有所减小,使烟丝质量减小且相互间作用力减弱,从而使烟丝运动加快。
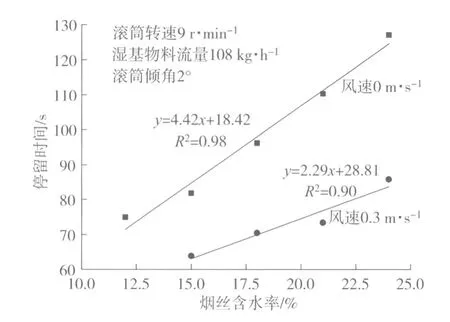
图6 烟丝含水率对停留时间的影响
2.3 建模分析
各因素对停留时间的影响均可拟合为简单的数学关系式。另外,由于烟丝流量对停留时间的影响可视为线性关系或参照F-M模型视为倒数关系,并且两种关系的相关性都很好,综合考虑各单因素对停留时间的影响,可以得到以下两种模型:
(1)线性关系:

(2)倒数关系:

式中:τ为停留时间,s;FS为干基烟丝的流量,kg/h;X为干基含水率,%;FG为气体流量,kg/h;s为滚筒倾角,°;n为滚筒转速,r/min;a1,b1,a2,b2,a3,b3,a4,b4为常数系数。
将原试验数据进行拟合求解得到以下方程:
(1)根据试验数据,以烟丝流量与停留时间关系为线性关系进行拟合得到方程,即模型(4):

(2)参考F-M模型,以烟丝流量与停留时间关系为倒数关系进行拟合得到方程,即模型(5):

2.4 试验验证
为验证模型(4)和模型(5)的准确性,设计了4组不同的操作条件进行试验,结果见表2。对比可见,停留时间的预测值与试验值的标准偏差在8%范围内,预测效果较好。
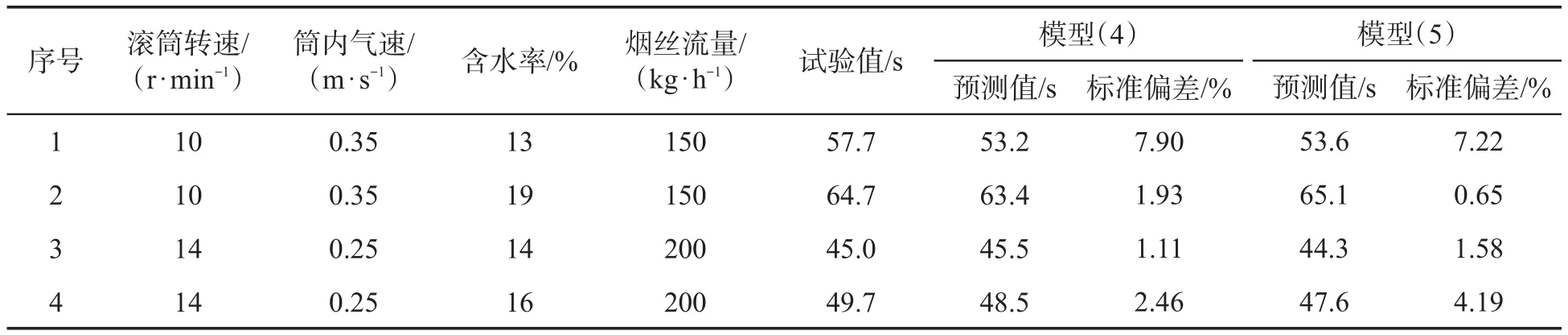
表2 停留时间试验值与预测值的对比①
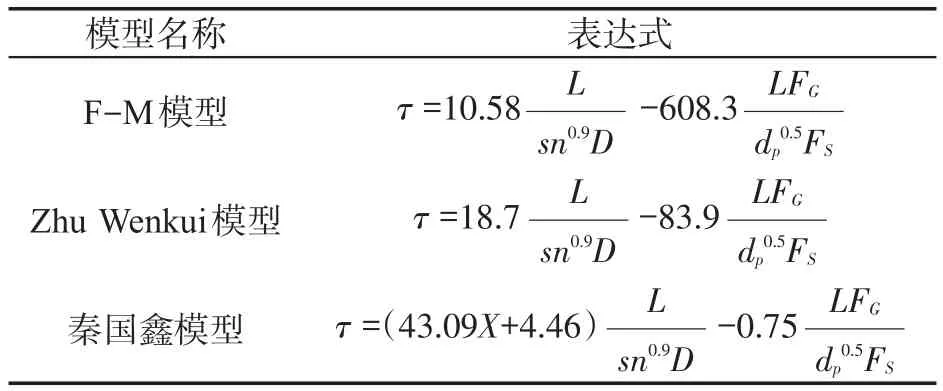
表3 3种停留时间预测模型的表达式
将所得模型(4)和模型(5)与经典的F-M模型、未考虑含水率影响的Zhu Wenkui模型以及修正含水率的秦国鑫模型进行比较,其表达式见表3,对比结果见图7。由图7可知,在不同滚筒转速、筒内气速、烟丝流量、滚筒倾角和烟丝含水率试验条件下,模型(4)和模型(5)拟合结果的相对偏差均小于8%。表3中的F-M模型、Zhu Wenkui模型以及秦国鑫模型则与试验数据偏差较大,分别达34.7%、138.08%和46.39%,其主要原因是试验物料与滚筒内部结构之间存在差异。当气流速度为零时,F-M等3种模型的停留时间与烟丝流量不相关,试验中所建立模型的停留时间与烟丝流量则为线性或倒数关系,显然这种关系更符合实际情况。
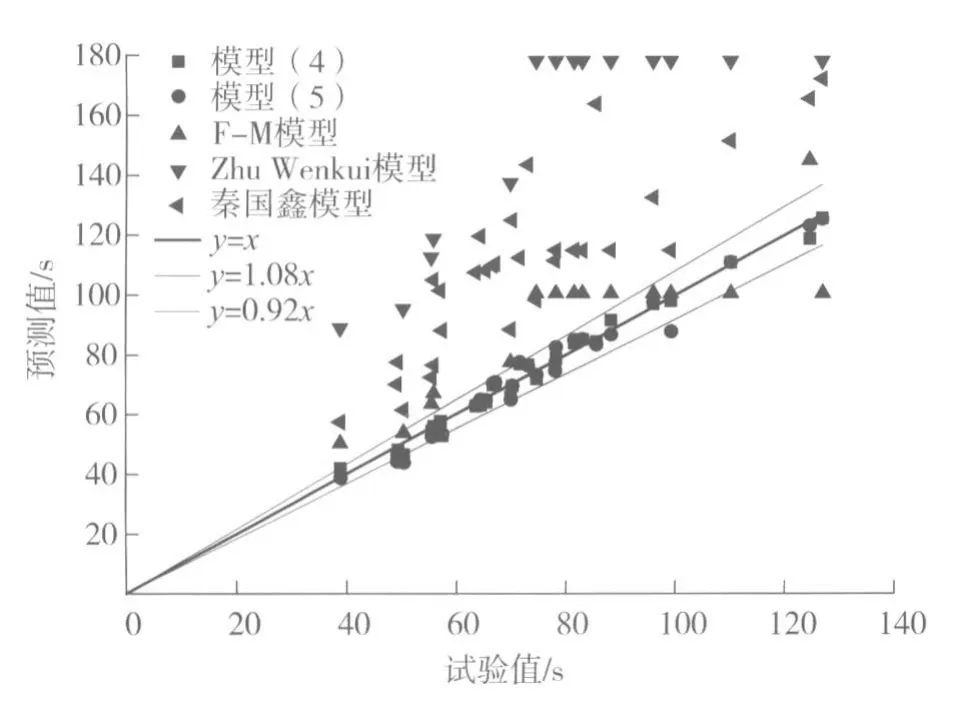
图7 5种模型预测值与试验值的对比
3 结论
(1)滚筒转速、筒内气速、烟丝流量、滚筒倾角和烟丝含水率对停留时间均有影响。当滚筒其他操作条件一定时,滚筒转速与停留时间的关系为指数关系,筒内气速、烟丝含水率与停留时间的关系均为线性关系,烟丝流量与停留时间的关系可视为线性或倒数关系,滚筒倾角与停留时间的关系为倒数关系。
(2)本文中建立了两种烟丝停留时间预测模型,并进行了试验验证且与文献报道的相关模型进行了对比分析。结果表明,所建模型与试验结果一致性较好,预测精度显著提高,更适用于冷态滚筒设备。
[1]朱文魁,李斌,温若愚,等.工业中试装置中烟丝的滚筒传输特性[J].烟草科技,2011(7):10-14.
[2]赵改菊,吴静,尹凤交,等.转筒干燥器中物料运动模型的研究现状[J].化工机械,2009,36(3):190-194.
[3]Sai P S T,Surender G D,Damodaran A D.Residence time distribution and material flow studies in a rotary kiln[J].Metall Trans B,1990,21B:1005-1011.
[4]Sheehan M E,Britton P F,Schneider P A.A model for solids transport in flighted rotary dryers based on physical considerations[J].Chemical Engineering Science,2005,60(15):4171-4182.
[5]Langrish T A G,Papadakis S E,Baker C G J.Residence times of two-and three-component mixtures in cascading rotary dryers[J].Drying Technology,2002,20(2):325-350.
[6]Renaud M,Thibault J,Trusiak A.Solids transportation model of an industrial rotary dryer[J].Drying Technology,2000,18(4/5):843-865.
[7]ZHU Wenkui,LI Bin,YU Chuanfang,et al.Investigation on the transport characteristics of typical biological slender particles in a pilot-scale rotary dryer[J].Proceedings of Advanced Materials Research,2011,396:315-321.
[8]Shahhosseini S,Cameron I T,Wang F Y.A simple dynamic model for solid transport in rotary dryers[J]. Drying Technology,2000,18(4/5):867-886.
[9]秦国鑫,王道宽,李斌,等.滚筒内烟丝停留时间数学模型研究[J].烟草科技,2013(6):5-9.
[10]Renaud M,Thibault J,Alvarez P I.Influence of solids moisture content on the average residence time in a rotary dryer[J].Drying Technology,2001,19(9):2131-2150.
[11]Bongo Njeng A S,Vitu S,Clausse M,et al.Effect of lifter shape and operating parameters on the flow of materials in a pilot rotary kiln:Part II.Experimental hold-up and mean residence time modeling[J].Powder Technology,2015,269:566-576.
[12]Alvarez P I,Shene C.Experimental study of residence time in a direct rotary dryer[J].Drying Technology,1994,12(7):1629-1651.
责任编辑 曹娟
Prediction Model for Residence Time of Cut Tobacco in Cylinder Dryer
LI Peng1,LIU Chaoxian1,WANG Le1,LIU Kaili1,ZHU Guang2,and LU Duanfeng*1
1.Key Laboratory of Tobacco Processing Technology of CNTC,Zhengzhou Tobacco Research Institute of CNTC, Zhengzhou 450001,China
2.School of Food and Bioengineering,Zhengzhou University of Light Industry,Zhengzhou 450001,China
In order to predict the residence time of cut tobacco in a cylinder dryer accurately,the effects of cylinder’s rotational speed,air velocity in cylinder,cut tobacco throughput,cylinder’s inclination angle and moisture content in cut tobacco on the residence time of cut tobacco in a cold-state cylinder dryer equipped with 12 shoveling plates were studied by single factor experiments.Two prediction models were developed and compared with three other empirical prediction models.The results showed that:1)All of the five experimental factors influenced the residence time of cut tobacco,among them,the influence of cylinder’s rotational speed was exponential,that of air velocity in cylinder and moisture content in cut tobacco was linear,that of cut tobacco throughput could be regarded as either linear or reciprocal,and that of cylinder’s inclination angle was reciprocal.2)The predicted results by the developed models well agreed with experiment results,the models were more suitable for experimental cold-state cylinders.
Cylinder;Moisture content in cut tobacco;Single factor experiment;Residence time;Prediction model
TS432
A
1002-0861(2015)11-0069-05
10.16135/j.issn1002-0861.20151113
2015-05-15
2015-07-08
国家科学技术部转制科研院所创新能力专项项目“滚筒干燥多点加工过程转移技术研究与应用”(212014AK0260);中国烟草总公司郑州烟草研究院院长科技发展基金项目“抄板结构对滚筒传输烟丝特性的影响”(222014CA0300)。
李朋(1988—),在读硕士研究生,研究方向:烟草工艺。E-mail:hanyanzhexian@163.com;*
鲁端峰,E-mail:paul_lu@ztri.com.cn
李朋,刘朝贤,王乐,等.滚筒干燥中烟丝停留时间预测模型[J].烟草科技,2015,48(11):69-73.
LI Peng,LIU Chaoxian,WANG Le,et al.Prediction model for residence time of cut tobacco in cylinder dryer[J]. Tobacco Science&Technology,2015,48(11):69-73.
猜你喜欢
南方农业(2022年13期)2022-08-03
化学反应工程与工艺(2021年2期)2021-10-11
西南农业学报(2020年3期)2020-05-05
石油学报(石油加工)(2020年6期)2020-03-04
江西农业学报(2019年6期)2019-06-26
天津冶金(2018年5期)2018-10-23
中国环保产业(2018年5期)2018-05-31
消费导刊(2018年8期)2018-05-25
造船技术(2017年6期)2017-12-29
科学家(2017年4期)2017-05-25
