冷态反敲法在舰船艉轴校直中的应用
2017-12-29 01:01:32崔利刚
造船技术 2017年6期
崔利刚
(大连辽南船厂, 辽宁 大连 116041 )
冷态反敲法在舰船艉轴校直中的应用
崔利刚
(大连辽南船厂, 辽宁 大连 116041 )
为解决舰船艉轴加工、装配过程中发生弯曲问题,提出应用冷态校直—冷态反敲法来解决舰船艉轴弯曲问题,通过实例详细阐述运用冷态反敲法在细长艉轴和空心艉轴校直过程中的成功应用,论证冷态反敲法在解决舰船艉轴弯曲问题的可行性。
作用力;反作用力;塑性变形;失效;跳动量;泠态反敲法;艉轴
0 前 言
舰船艉轴因各种原因在工作中易发生弯曲,径向跳动超差,尤其是小型舰船艉轴,此种情况更为普遍。它们的轴径一般在Φ50~Φ120 mm,长度在4 000~7 000 mm,材质为中碳钢或中低碳合金钢,并经过调质处理。一些大型舰船艉轴也时常发生弯曲和径向跳动超差的情况,它们的轴径一般在Φ150 mm以上,长度在10 m以上,内部结构为空心,材质与小型舰船基本相同。针对这些径向跳动超差的艉轴,在过去的修理中,既没有固定的校直方法,也没有成型的工艺标准可供参考,通常由操作者凭经验校直。使用最多的是热校直法,细长艉轴有时也采用冷校直,但过程不规范,效果不佳,效率较低,由于不了解冷、热校直的原理,也就无法了解这两种校直方法对轴颈表面产生的危害性。随着船厂舰船修理数量的增多,有必要对艉轴的校直进行深入研究,并固化校直方法,形成工艺标准,以指导生产。
1 艉轴冷校直原理
1.1 艉轴发生弯曲的原因
艉轴发生弯曲原因如下:
(1) 艉轴在加工过程中形成的内应力没有完全消除,在工作中由于受到叠加的内、外力作用,当这种力超过轴的屈服极限时,轴就会产生弯曲现象。
(2) 受到突然的、超过屈服极限的外力作用,如被撞击或被其他物体缠绕等,易导致轴发生弯曲。
(3) 由于装配等原因,使艉轴在工作时,位于垂直轴上的某一点长时间受到不平衡力的作用,导致艉轴产生疲劳变形而弯曲。
1.2 冷态校直原理
1.2.1 冷态校直法
冷态校直法是指对于已经热处理后变形的零件,在室温下对某一部位施加一种外力的作用,使歪扭、翘曲的零件矫正,包含有压力校直、正敲、反敲等方法。
1.2.2 冷态反敲法
冷态反敲法是指针对高硬度的薄、细长工件,对其变形凹面,以硬质合金小锤子仔细敲击,使工件局部产生延展挤压力,并产生小面积塑性变形,凹面伸长,从而校正变形。冷态反敲法所用的锤子,其硬质合金锤面应打磨光滑平整,被校工件应正对敲击部件垫实不得有空隙,否则将敲断工件。反敲可在工件变形凹面多处进行,直至将工件校直。
1.2.3 冷态反敲法在艉轴加工装配中的应用
众所周知,当给一个物体施加一个外力时,该物体内必然产生一个与之相等的反作用力,当外力大于该材料的屈服极限时,物体将发生弯曲,反之,物体不会发生弯曲,外力撤销,反作用力也随之消失。当外力的作用导致物体表面发生局部塑性变形时,反作用力不会消失,将始终存在于物体内部。艉轴的材质都是经过调质处理的中碳钢或中低碳合金钢,具有较好的综合机械性能,有屈服变形特点。因此,当我们用手锤用力敲击轴颈表面时,轴颈表面会出现“凹点”,该“凹点”即为作用点处发生塑性变形所致。外力作用造成的“凹点”会产生一个向内的压应力,与之相反,从轴内部便产生一个向外的反作用力作用在“凹点”处。外部施加的外力所产生的压应力不具有累加的特性,而从内部产生的反作用力,却形成了累加。一个“凹点”会产生0.1~0.5 MPa的反作用力,几百个“凹点”会产生几百兆帕的反作用力。当反作用力超过轴的屈服极限时,艉轴将向与反作用力方向相同的方向弯曲。也就是说,用锤子敲击轴的凹处,当敲击的锤数达到一定数量的时候,艉轴凹处就会在内部反作用力的作用下逐渐平直起来,即可达到校直的目的。
1.3 敲击点对轴颈表面可能产生的失效性
1.3.1 指向轴内侧的合力作用
敲击产生的“凹点”发生了塑性变形,并形成冷作硬化(即在常温下的塑性变形后,金属的强度指标如屈服点、硬度等提高,塑性指标如伸长率降低的现象,称之为冷作硬化),同时还产生一个向心的压应力。艉轴在正常工作时受到的是表层扭力的作用,方向与圆周相切,与压应力垂直,两个方向产生的合力指向轴的内侧方向(见图1)。当艉轴受到与压应力方向相同的外力作用时,两个力叠加与工作扭力形成的合力仍然指向轴的内侧方向。此时“凹点”的存在起到了钉扎作用,使“凹点”周围的金属组织更加致密,抗扭曲变形能力增强,因此对正常工作的艉轴来说,因校正产生的凹点不但不会产生破坏作用,还会加强艉轴局部的强度。
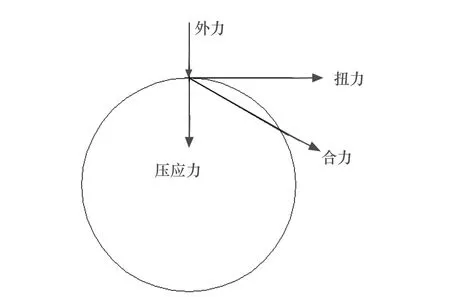
图1 指向轴内侧的合力
1.3.2 指向轴外侧的合力作用
若艉轴受到与压应力方向相反、与反作用力方向相同的外力作用时,这个叠加的力与工作扭力形成的合力指向轴外侧(见图2),会对“凹点”边缘金属组织形成撕裂,长时间作用就易在边缘产生裂纹源,对艉轴造成破坏。这种破坏力在艉轴工作时一定存在,但正好与反作用力形成最大叠加的机会则非常小,即使出现也需要长时间的作用才能在“凹点”边缘产生破坏性裂纹源。所以综合分析确认,“凹点”能给艉轴造成破坏的概率很小。

图2 指向轴外侧的合力
2 冷态反敲法在细长艉轴校直上的应用
以某型船救生艇4根艉轴的校直为例,研究冷态反敲法在细长艉轴上的应用。该艉轴的长度为4 500 mm,直径为Φ60 mm,材质为中低碳合金钢,经过调质处理。下面阐述艉冷态反敲法校直的过程与方法。
2.1 检测径向跳动
如图3所示,将一根艉轴夹到机床上,轴的一端固定在机床床头的卡盘爪内,另一端用机床尾座顶尖顶在端面的中心孔内,缓慢转动艉轴,架起百分表检测a,i两点的径向跳动量,并调整控制在不大于0.02 mm范围以内,再按图样上要求测定的各点,逐一检测径向跳动情况。

图3 细长艉轴示例
2.2 径向跳动检测记录
查看各点的径向跳动情况,将跳动量最大点的最凹处朝上,检测的结果如表1所示。

表1 细长艉轴径向跳动检测结果 mm
2.3 冷态反敲法的应用
用手锤用力敲击(以不损坏手锤为宜)凹处,敲击处应选择非工作轴颈处,由于不清楚敲击能产生多大变化,建议第一次敲击100次即可。然后用百分表测量各点的变化情况。通过第一次敲击,发现各点径向跳动量发生了微弱的变化,证明冷态反敲法有效,且发生的变化与原理中的分析相吻合,说明第一次敲击的方法正确,因此可继续进行校直实践。按第一次敲击的方法继续后续校直,直到达到技术要求的范围,至此,便完成了第1根艉轴的校直。按第1根艉轴的校直经验,将其他3根艉轴也进行校直,均达到技术要求的范围。冷校直结束自然时效一周后测量,径向跳动量没有变化。总结上述4根艉轴的冷校直规律和经验,又对多型船多根艉轴(均为细长轴)进行了冷态反敲法校直,均获得成功,证明冷态反敲法对细长轴校直有效。
3 冷态反敲法在空心艉轴校直中的应用
以上针对的是实心细长艉轴的冷态反敲法校直,而空心轴从未尝试过。以某型艇4根空心艉轴为例,该艉轴的直径为Φ190 mm,长度为12 200 mm,材质为35CrMo,经过调质处理为空心结构。该形式的艉轴在以前的维修中曾用火焰校直法进行过校直,但效果不佳。此次维修,参考细长艉轴冷态反敲法校直成功经验,大胆尝试,对这4根艉轴进行冷态反敲法校直。若能取得预期效果,达到技术要求,将证明冷态反敲法校直对空心轴校直也有效,其结果将对船厂的舰船轴系修理工程有着重要的意义。
3.1 检测径向跳动
如图4所示,将一根艉轴夹到机床上,过程与2.1中的内容相同,测量结果如表2所示。

图4 空心艉轴示例

表2 空心艉轴径向跳动检测结果 mm
[][]
3.2检测结论
观察各点的径向跳动情况,将跳动量最大点的凹处朝上。
3.3冷态反敲法的应用
用手锤用力敲击(以不损坏手锤为宜)最凹处表面,敲击处应选择非工作轴颈处,根据整个轴的弯曲情况,建议第一次敲击100次,然后用百分表测量各点的变化情况。经过第一次敲击后,发现各点径向跳动量均发生了数值不等的变化,即都变小,证明冷态反敲校直法对空心轴校直也起作用,且发生的变化与原理中的分析相吻合,可继续进行校直。按第一次敲击的方法对艉轴继续进行校直,直到符合技术要求,成功完成了对第一根空心轴的校直。按第一根艉轴的校直经验,将其他3根艉轴也进行校直,结果均达到技术要求的范围。采用冷态反敲校直法对4根空心艉轴进行校直均获得成功,证明冷态反敲校直法对空心轴校直有效。
4 冷态反敲法优势分析
冷态反敲法与冷态压力校直(冷态正敲)法及热态校直法相比,具有一定的优势:
冷态压力校直(冷态正敲)法是在弯曲最大点的凸面施加一个压力,使之产生反向变形,校正弯曲后还要产生一定的与原变形方向相反的变形,确保外力撤去回弹后弯曲变形在要求的范围内,其缺点一是施加的外力大小不好掌握,二是经过一定时间的自然时效处理及使用后,可能会产生回弹变形。冷态反敲法施加的敲击力大小可控并能随时监控校直情况,同时锤击产生的塑性变形可以确保不会产生回弹变形。
热态校直法是通过在弯曲最大点的凸面采用局部加热的方法来消除弯曲变形,其缺点一是加热温度不好掌控,二是局部加热对金属内部晶体结构会带来改变,存在一定的使用风险。
5 结束语
通过积极研究和探索,逐步使冷态反敲校直法在舰船艉轴校直中得到广泛应用,尤其是对空心艉轴进行冷态反敲校直研究获得成功,更具有重要意义。冷态反敲校直法校正艉轴的成功,有力地提高了工厂的装备保障能力。
ApplicationofColdStraighteningMethodduringProcessofShipSternShaftStraightening
CUI Ligang
(Dalian Liaonan Shipyard, Dalian 116041, Liaoning, China)
In order to solve the bending problem of ship stern shaft during the process of machining assembling, the cold straightening method is proposed to solve the bending problem of stern shaft. The successful application of cold straightening method in slender stern and hollow stern straightening process is elaborated. The feasibility of cold straightening method in solving the problem of ship stern shaft bending is demonstrated.
force; reactive force; plastic deformation; invalid; jeck value; cold straightening method; stern shaft
崔利刚(1973-),男,工程师,主要从事船舶零部件机加工工艺管理工作
1000-3878(2017)06-0057-03
U671
A
猜你喜欢
石油沥青(2023年4期)2023-09-21 07:18:06
北京航空航天大学学报(2021年7期)2021-08-13 08:33:34
阅读(科学探秘)(2020年11期)2020-12-28 07:00:38
制造技术与机床(2018年10期)2018-10-13 06:36:48
课堂内外·教师版(2017年12期)2018-01-19 09:11:18
科学中国人(2016年35期)2016-01-28 15:15:53
中国粮油学报(2016年5期)2016-01-23 02:44:54
化工进展(2015年3期)2015-11-11 09:18:03
机械制造与自动化(2014年1期)2014-03-01 04:21:46
河南科技(2014年5期)2014-02-27 14:08:40