
微波膨胀烟梗二次切丝工艺参数研究
2015-07-12 18:57邹泉廖晓祥赵云川卢永宏陈冉武凯张仕涛胡宏俊赵剑李新
烟草科技 2015年11期
邹泉,廖晓祥*,赵云川,卢永宏,陈冉,武凯,张仕涛,胡宏俊,赵剑,李新
1.云南中烟工业有限责任公司技术中心,云南省玉溪市红塔大道118号 653100
2.红塔烟草(集团)有限责任公司,云南省玉溪市红塔大道118号 653100
微波膨胀烟梗二次切丝工艺参数研究
邹泉1,廖晓祥*1,赵云川1,卢永宏2,陈冉1,武凯1,张仕涛2,胡宏俊1,赵剑1,李新1
1.云南中烟工业有限责任公司技术中心,云南省玉溪市红塔大道118号 653100
2.红塔烟草(集团)有限责任公司,云南省玉溪市红塔大道118号 653100
为研究微波膨胀烟梗二次切丝工艺参数对微波膨胀梗丝品质的影响,采用均匀实验设计法分析了不同切片厚度、切丝宽度组合对微波膨胀梗丝填充值、梗丝耐加工性、感官质量的影响,在此基础上建立了切丝参数组合对梗丝品质影响的回归方程,并进行了外部验证。结果表明:①整丝率、填充值与切片厚度、切丝宽度极显著正相关;碎丝率与切片厚度、切丝宽度极显著负相关;②切片厚度相同时,感官质量随切丝宽度的增加而降低;切丝宽度相同时,随切片厚度的增加,感官质量得分先增加后降低;③切片厚度范围0.75~0.85 mm、切丝宽度范围0.30~0.35 mm时,微波膨胀梗丝的综合品质最优。
微波膨胀梗丝;切片厚度;切丝宽度;均匀性;填充值;整丝率;碎丝率;感官质量
Keywords:Microwave expanded cut stem;Sliced thickness;Cutting width;Uniformity;Filling value;Percentage of long strands;Percentage of broken strands;Sensory quality
烟梗作为卷烟原料的组成部分是影响卷烟内在品质的重要因素。传统膨胀梗丝由于燃吸时香气平淡,青杂气、木质气较重,刺激性较大[1-3],因此在卷烟中的应用有限。而经微波处理后,烟梗原有的孔隙结构得到有效膨胀,形成大量多孔组织结构且排列均匀有致,空腔间隙增多增大,从而使微波膨胀梗丝具有较高的填充力,同时又可促进卷烟的燃烧,改善烟梗的抽吸品质[4-10]。于建军等[7]发现,微波处理可让梗丝快速达到生产工艺所需要的含水率,从而增加填充值。何炬等[8]发现,微波膨胀对改善梗丝吸味品质、增加烟香、提高填充能力、增加成丝率以及协调叶组配方等有明显效果。目前,微波膨胀烟梗技术主要有制梗粒和制梗丝两种形式。微波膨胀梗粒由于与叶丝的形态存在较大差异,密度小、端部落丝量大[9],与叶丝掺配后在卷接前的输送和卷制过程中易与叶丝分层分离,分布均匀性较差,在产品中的应用效果有限。微波膨胀烟梗制梗丝时,由于微波梗丝膨胀率、弹性、韧性高,密度、硬度低,物料间交错限制定位效果差[11-14],如按传统制梗丝工艺处理[15-19],切出的梗丝成大片状,无法保证其与叶丝掺配时的均匀性,将导致卷烟感官质量波动较大,因此需要进行二次切丝,即先切片再切丝。其中切片厚度和切丝宽度是影响梗丝特性的两项重要指标,而关于切丝参数的研究尚未见文献报道。因此,选择这两项参数进行研究,旨在制得与叶丝性状接近、尺寸均匀、结构合理、感官品质较优的梗丝成品。
1 材料与方法
1.1 材料及设备
传统梗丝、微波膨胀梗丝(2010年玉溪K326中部长梗),某牌号纯叶丝(玉溪卷烟厂提供);UT12型烘箱(德国Heraeus公司);KNF240型恒温恒湿箱(德国Binder公司);XP404S电子分析天平(感量0.000 1 g,瑞士Mettler Toledo公司);YQ-2烟丝振动分选筛、YQ-32碎丝机(郑州烟草研究院);CH888精密恒温恒湿箱(澳大利亚Thermoline公司);RH-YC152烟丝填充值测定仪(广州润湖仪器有限公司);AV5170烟支重量分选仪(中国电子科技集团公司第四十一研究所);KTC80E切丝机、Protos70卷接机组(德国Hauni公司)。
1.2 方法
1.2.1 样品的制备
使用单等级原料(2010年玉溪K326中部长梗)1 000 kg,采用微波膨胀梗丝工艺[20-21],具体流程为烟梗原料经微波膨胀后得微波膨胀梗条,然后经陈化定型、洗梗、贮梗、梗条切片、梗片切丝、梗丝加料、微波干燥及梗丝加香工序制得微波膨胀梗丝样品,过程中不施加料液与表香。由于膨胀梗在切丝时存在压缩现象、同时梗丝切得太薄反而会降低填充性能,因此切片厚度和切丝宽度均选择在0.30~0.90 mm之间。按照U7(74)均匀实验方案(表1)进行切丝参数条件的设计,制备微波膨胀梗丝样品,将梗丝置于温度22℃、相对湿度60%的恒温恒湿箱中平衡至含水率为(12.5±0.2)%。

表1 切片、切丝宽度均匀实验方案U7(74)(mm)
以微波膨胀梗丝样品的整丝率、碎丝率、填充值及感官质量为响应值(因变量)Y,切丝参数组合(X1、X2)为自变量X,分别建立各响应值与切丝参数间的回归方程。同时在0.30~0.90 mm范围内,切片厚度、切丝宽度分别以0.05 mm为梯度,根据建立的感官质量与切丝参数的回归方程,优选出感官得分排序前10位的切丝参数组合并制备得微波膨胀梗丝样品,并依据含水率测定结果,折算出标准含水率(12.0%)下的物料掺配质量,分别按13%的比例掺配至纯叶丝中并混合均匀,得梗丝掺配样品。然后将梗丝样品及梗丝掺配样品依次在Protos70机台卷制得梗丝的卷制样品,置入温度22℃、相对湿度60%的恒温恒湿箱中平衡48 h,梗丝样品及梗丝掺配样品分别按(620±5)mg/支、(900±5)mg/支分选。
1.2.2测试及评价方法
梗丝填充性能:采用填充值测定仪按照文献[22]中的方法进行样品填充值的测定,每组参数组合取样5次。
梗丝物料耐加工性能:分别取不同切丝参数组合下的梗丝样本各1 000 g,置于温度22℃、相对湿度60%的恒温恒湿箱中平衡48 h,按文献[23-24]中的方法测量梗丝的填充值、整丝率、碎丝率。
感官质量:参考GB 5606.4—2005[25]中的方法,对微波膨胀梗丝卷制样品及13%梗丝掺配比例下的配方丝卷制样品进行感官评吸,并进行评分与描述。
1.2.3 数据处理方法
采用SPSS数据处理软件对实测数据进行描述统计、逐步回归分析[26-29]、相关分析及因素贡献度分析[30-32]。
2 结果与讨论
2.1 切丝参数对梗丝物理性质的影响
2.1.1 切片厚度、切丝宽度对梗丝整丝率的影响

表2 不同切丝参数组合下微波膨胀梗丝的填充值及物理结构测试结果
不同切丝参数组合下微波膨胀梗丝的填充值及物理结构测试结果见表2。
依据表2中的数据,通过向后逐步回归分析法建立微波膨胀梗丝整丝率的回归方程可得:

式中:Y1为整丝率,X1为切片厚度,X2为切丝宽度。
方程的相关系数R=0.929,P=0.000,自变量与因变量之间极显著相关,说明所建方程有效。自变量相关性分析结果表明,整丝率与X1、X2间的回归标准化系数B值分别为0.835 5、0.796 8,表明整丝率与X1、X2均呈正相关。因素贡献度分析结果表明,两自变量X1、X2对整丝率的贡献率值分别为V1=1.05,V2=0.95,说明两者对整丝率的贡献度差异不明显,切片厚度对整丝率的贡献度稍高。
将试验范围内(0.30~0.90 mm)的切丝参数代入所建回归方程,建立切片厚度、切丝宽度(以0.10 mm为梯度)对梗丝整丝率的影响趋势图(图1)。可以看出,在切片厚度相同时,整丝率随切丝宽度的增加而增加;在切丝宽度相同时,整丝率随切片厚度的增加而增加。且图线不存在交叉重叠,表明试验范围内,X1、X2间无交互作用。
2.1.2 切片厚度、切丝宽度对梗丝碎丝率的影响

图1 切丝参数对梗丝整丝率的影响
依据表2中的数据,通过向后逐步回归分析法建立微波膨胀梗丝碎丝率Y2的回归方程:Y2= 8.786-13.621X1X2。方程的相关系数R=0.927,P= 0.001,自变量与因变量间极显著相关,说明所建方程有效。自变量相关性分析结果表明,碎丝率Y2与X1、X2间的回归标准化系数B值分别为-0.812 3、-0.872 8,即碎丝率与X1、X2均负相关。由因素贡献度分析结果可知,自变量X1、X2对碎丝率的贡献率值分别为V1=0.93,V2=1.07,表明切丝宽度对碎丝率的贡献度稍高。
在试验范围内(0.3~0.9 mm),切片厚度、切丝宽度对碎丝率的影响情况见图2,其中碎丝率最低值为零。由图2可知,在切片厚度相同时,碎丝率随切丝宽度的增加而降低;切丝宽度相同时,碎丝率随切片厚度的增加而降低。且图线不存在交叉重叠,表明对于碎丝率而言,在试验范围内,X1、X2间无交互作用。
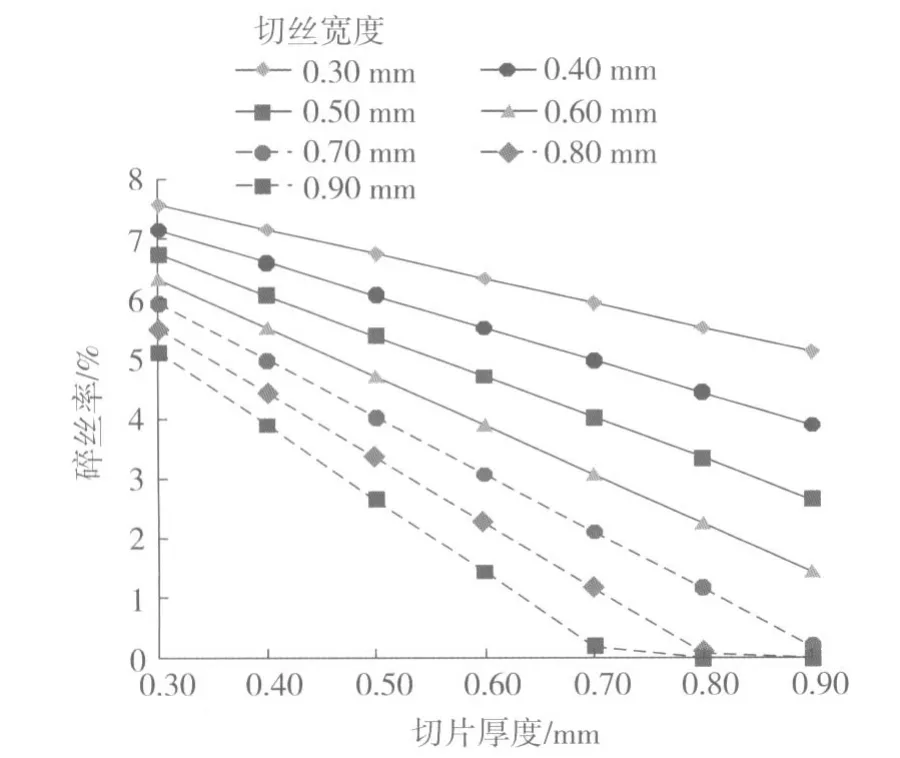
图2 切丝参数对梗丝碎丝率的影响
2.1.3 切片厚度、切丝宽度对梗丝填充值的影响
依据表2中的测试数据,通过向后逐步回归分析法建立微波膨胀梗丝填充值Y3的回归方程可得:Y3=4.956+5.830X1X2。方程的相关系数R=0.899,P=0.001,自变量与因变量之间极显著相关,说明所建方程有效。自变量相关性分析结果表明,填充值与X1、X2间的回归标准化系数B值分别为0.771 9、0.779 7,即填充值与X1、X2间均呈正相关。由因素贡献度分析结果可知,两自变量X1、X2对填充值的贡献率值分别为V1=0.99,V2=1.01,表明自变量X1、X2对填充值的贡献度相当。
在试验范围内(0.30~0.90 mm),切片厚度、切丝宽度对梗丝填充值的影响情况见图3。可以看出,在切片厚度相同时,填充值随切丝宽度的增加而增加;切丝宽度相同时,填充值随切片厚度的增加而增加。且图线不存在交叉重叠,表明对于填充值而言,在试验范围内,X1、X2间无交互作用。

图3 切丝参数对梗丝填充值的影响
2.2 切丝参数对微波膨胀梗丝感官质量的影响
表3为不同切丝参数组合下微波膨胀梗丝的感官质量评价结果。依据表3中的测试数据,通过向后逐步回归分析法建立微波膨胀梗丝感官质量Y4的回归方程:Y4=67.754+52.857X1-29.047X12-29.769X1X2+10.597X22。方程的相关系数R=0.986,P=0.027,自变量与因变量之间显著相关,说明所建方程有效。自变量相关性分析结果表明,感官得分与X1、X2间的回归标准化系数B值分别为0.578 2、-0.533 6,即感官质量与X1呈正相关、与X2呈负相关。因素贡献度分析结果表明,自变量X1、X2对感官得分的贡献率值分别为V1=1.02,V2=0.98,表明X1对感官得分的贡献度高于X2。
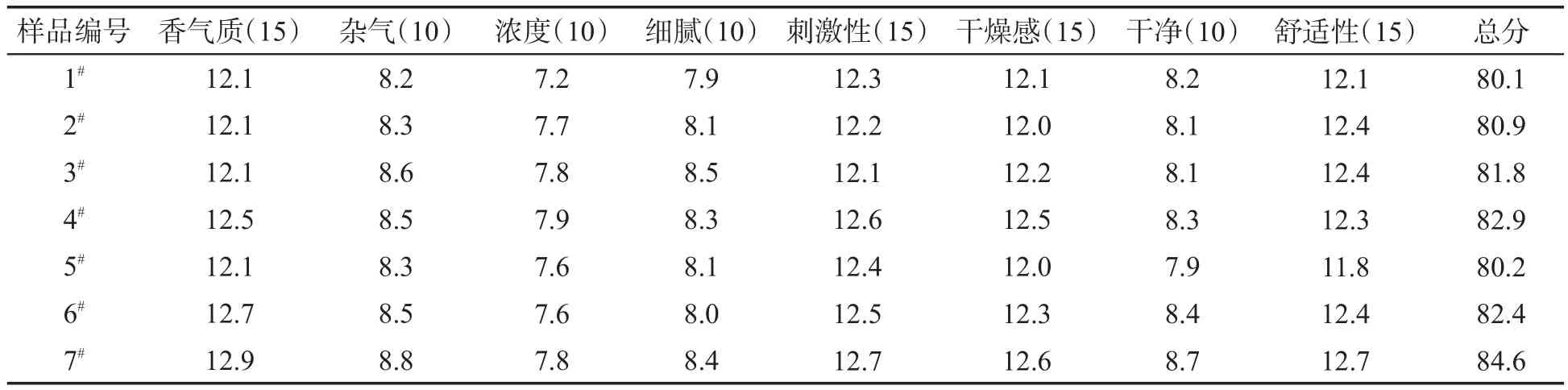
表3 不同切丝参数组合下微波膨胀梗丝的感官质量评价结果(分)
在试验范围内(0.30~0.90 mm),切片厚度、切丝宽度对梗丝感官质量的影响情况见图4。由图4可以看出,图线存在交叉重叠,表明对于感官质量而言,在试验范围内,X1、X2间存在交互作用。在切片厚度相同时,感官质量得分随切丝宽度的增加而降低,切丝宽度在0.30 mm时得分最高;在切丝宽度相同时,感官质量得分随切片厚度先增加后降低,当切片厚度为0.70 mm时得分最高。

图4 切丝参数对感官质量的影响
2.3 切丝参数对微波膨胀梗丝质量影响模型的预测与验证
为进一步优化切丝参数,减少试验次数,使用上述各回归方程分别对微波膨胀梗丝的质量特性进行预测。表4为微波膨胀梗丝感官质量得分排序前10位的切丝参数组合。可以看出切丝宽度在0.30~0.35 mm,切片厚度在0.65~0.90 mm时制得的梗丝样品感官质量较优。
进一步分析表4中数据还可发现,在兼顾切片厚度、切丝宽度调节范围及配方丝感官评价结果的基础上,当切片厚度在0.70~0.85 mm时,不仅可以满足将微波膨胀烟梗制成丝状的目标,同时还可获得较高的整丝率、填充值,较好的感官质量,较低的碎丝率。
将优选的10组试验切丝参数下制备的微波膨胀梗丝样品按13%比例掺配到某牌号纯叶丝中,混配均匀后进行感官评价以得到其在成品卷烟中的应用效果,感官得分结果见表4。其中,第10组参数组合下得到的样品在燃吸时易爆口导致开花烟,因此不予采用。
对表4中综合得分较高的排序1、5、7的参数组合进行试验验证,分别对应试验1、2、3(表5)。微波膨胀梗丝样品的质量特性实测值与预测值对比结果见表5。可以看出,3组试验参数下梗丝样品的质量特性实测值与预测值的趋势一致,其中以试验2获得的微波膨胀梗丝的填充值最大、整丝率最高、碎丝率最低,预测模型有效。
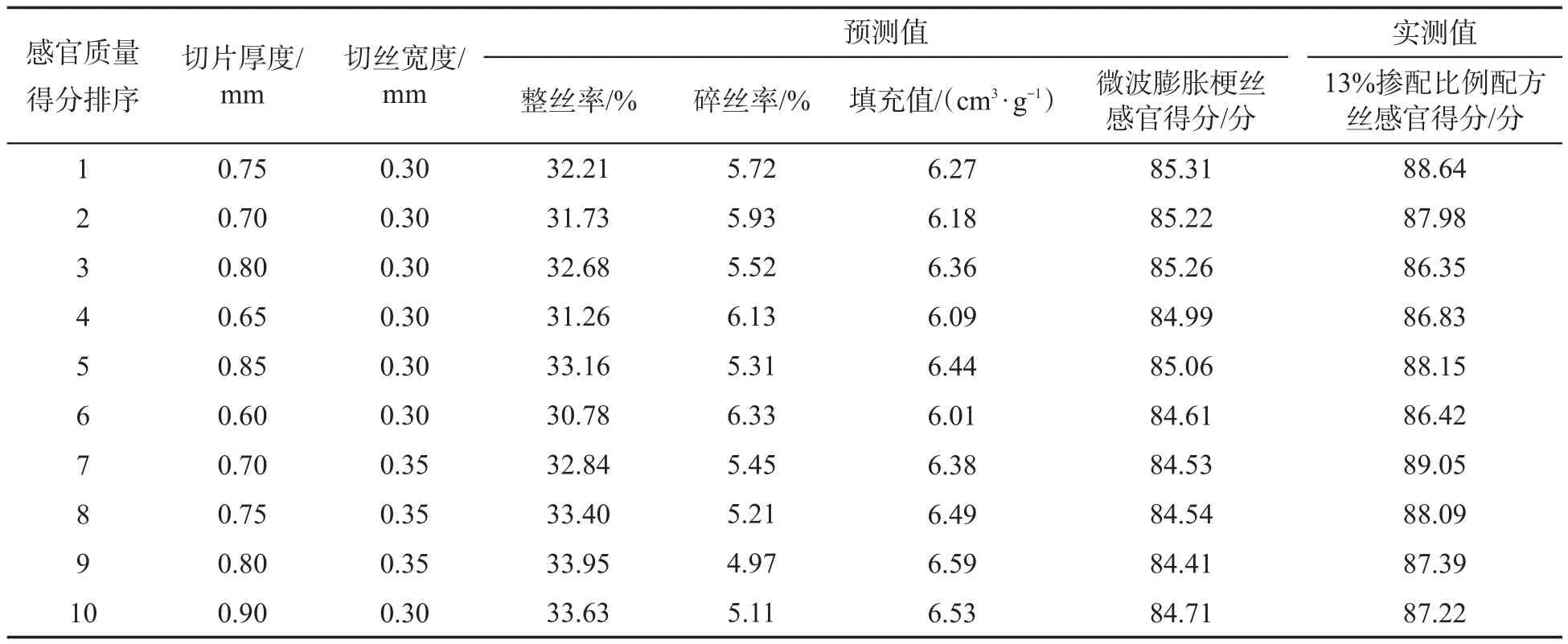
表4 优选切丝参数组合下的质量特性结果

表5 各质量特性的预测值与实测值对比结果
3 结论
①整丝率和填充值与切片厚度、切丝宽度呈极显著正相关关系;碎丝率与切片厚度、切丝宽度呈极显著负相关关系;②当切片厚度相同时,感官质量得分随切丝厚度的增加而降低,当切丝宽度相同时,感官质量得分随切片厚度先增加后降低;③不同切丝参数组合下,微波膨胀梗丝卷制样品及其13%掺配比例下的配方丝样品的感官质量变化趋势存在差异;④在实际生产过程中,兼顾微波膨胀梗丝的物理结构特性、感官质量特性及其在配方丝中的应用特性,以切片厚度范围为0.75~0.85 mm、切丝宽度为0.30~0.35 mm参数组合得到的微波膨胀梗丝综合质量最优。
[1]杨伟祖,李雪梅,邱晔,等.微波烘烤对烤烟梗丝填充力及内在化学成分的影响[J].中国烟草学报,1997,3(4):1-6.
[2]李红武,张强,孙力,等.微波膨胀对烟梗致香物质的影响分析[J].中国农学通报,2013,29(24):207-211.
[3]高锐,黄志强,王松峰,等.烟梗微波膨胀条件优化及其对烟梗化学成分和物理结构的影响[J].河南农业科学,2013,42(11):50-54.
[4]李涛,杨伟祖,许琨敏,等.烟梗梗丝加工方法:中国,201110132050.1[P].2011-09-14.
[5]王慧,曾晓鹰,杨涛,等.微波膨胀烟梗制备颗粒应用于卷烟的效果评价[J].烟草科技,2008(10):5-8.
[6]卢幼祥,舒俊生,徐迎波,等.微波膨胀梗丝理化指标及其应用于卷烟产品的效果[J].湖南文理学院学报:自然科学版,2013,25(3):89-93.
[7]于建军,焦桂珍,刘学枝,等.微波烘烤对烟丝填充力及吸食品质的影响[J].河南农业大学学报,2001,35(1):50-52.
[8]何炬,刘维涓,师建全,等.微波膨胀烟梗质量研究[J].烟草科技,2006(2):9-12.
[9]杨涛,杨伟祖,周川,等.一种制备膨胀烟梗颗粒的方法及其设备:中国,200710065892.3[P].2007-01-25.
[10]丁美宙,熊安言,王海滨,等.微波膨胀条状梗丝应用效果评价[J].烟草科技,2015,48(2):79-84.
[11]陈晶铃,陈明功,汪晓艳,等.烟梗微波膨化基本规律的研究[J].安徽理工大学学报:自然科学版,2008,28(3):61-64.
[12]杨威,张强,董高峰,等.微波膨胀对烟梗品质及显微结构的影响[J].江西农业学报,2014,26(3):69-72.
[13]李军,资文华,宋莲英,等.陈化时间对微波膨胀烟梗加工过程物理特性的影响[J].烟草科技,2010(11):15-17.
[14]刘英翔,刘朝辉,杨涛,等.卷烟膨胀条状梗丝的制备工艺:中国,102125293B[P].2013-05-15.
[15]高尊华,鲍文华,程红军,等.梗丝结构对卷烟质量稳定性的影响[J].烟草科技,2007(2):5-7.
[16]刘德强,张风光,王乐军,等.烟梗成丝的研究及应用[J].安徽农业科学,2010,38(33):19052-19054.
[17]吴敬华,杜媚,李坚,等.烟梗切丝厚度与STS梗丝膨胀[J].大众科技,2009(3):91-92.
[18]肖春菊,孙佐,石红雁,等.烟梗切丝宽度的探讨[J].烟草科技,2000(3):4-6.
[19]陈昆焱.烟梗切丝宽度对梗丝工艺质量的影响研究[J].安徽农业科学,2013,4l(1):307-308,350.
[20]牟定荣,王毅,邹泉,等.一种膨胀梗条的处理工艺:中国,102551189A[P].2012-07-11.
[21]赵云川,牟定荣,王毅,等.一种微波膨胀烟梗的处理方法:中国,102726826A[P].2012-10-17.
[22]YC/T 152—2001卷烟烟丝填充值的测定[S].
[23]张本甫.卷烟工艺规范[M].北京:中央文献出版社,2003.
[24]YC/T 178—2003卷烟烟丝整丝率、碎丝率的测定方法[S].
[25]GB 5606.4—2005卷烟第4部分感官技术要求[S].
[26]赵喜林,李德宜,龚谊承,等.应用数理统计与SPSS操作[M].2版.武汉:武汉大学出版社,2014.
[27]张涛,段沅杏,陈进雄,等.初烤烟叶25种化学成分与焦油的相关、逐步回归及通径分析[J].烟草科技,2012(8):60-65
[28]杜家菊,陈志伟.使用SPSS线性回归实现通径分析的方法[J].生物学通报,2010,45(2):4-6.
[29]薛超群,王建伟,奚家勤,等.烤烟烟叶理化指标与浓香型风格程度的关系[J].烟草科技,2012(1):52-56.
[30]Cassotti M,Grisoni F.Variable selection methods:an introduction[J].Molecular Descriptors,2012(6):1-11.
[31]Indahl U,Liland K,Næs T.Canonical partial least squares:A unified PLS approach to classification and regressionproblems[J].JournalofChemometrics,2009,23:495-504.
[32]Zou H,Hastie T.Regularization and variable selection via the elastic net[J].Journal of the Royal Statistical Society B,2005,67:301-320.
责任编辑 周雅宁
Effects of Technical Parameters of Twice Cutting on Quality of Microwave Expanded Cut Stem
ZOU Quan1,LIAO Xiaoxiang*1,ZHAO Yunchuan1,LU Yonghong2,CHEN Ran1,WU Kai1, ZHANG Shitao2,HU Hongjun1,ZHAO Jian1,and LI Xin1
1.Technology Center,China Tobacco Yunnan Industrial Co.,Ltd.,Yuxi 653100,Yunnan,China
2.Hongta Tobacco(Group)Co.,Ltd.,Yuxi 653100,Yunnan,China
In order to investigate the influences of technical parameters of twice cutting on the quality of microwave expanded cut stem,uniform experimental design was adopted to study the effects of different combinations of sliced thickness and cutting width on the filling value,processing endurance and sensory quality of microwave expanded cut stem.Based on that,a regression equation for cutting parameter combination and cut stem quality was developed and verified via external validations.The results showed that:1)The percentage of long strands and filling value extremely significantly positively correlated, while the percentage of broken strands extremely significantly negatively correlated to sliced thickness and cutting width.2)At the same sliced thickness,the sensory quality decreased with the increase of cutting width;at the same cutting width,the sensory quality scores increased first then decreased with the increase of sliced thickness.3)The best integrated quality of microwave expanded cut stem achieved when sliced thickness ranged from 0.75 to 0.85 mm and cutting width from 0.30 to 0.35.
TS452.3
A
1002-0861(2015)11-0059-06
10.16135/j.issn1002-0861.20151111
2014-11-21
2015-08-13
云南中烟工业有限责任公司项目“微波膨胀新型梗丝的应用研究”(2013GY01);红塔烟草(集团)有限责任公司自立科研项目“新型膨胀烟梗工艺、设备技术研究及应用”(K-103.26)
邹泉(1971—),学士,高级工程师,主要从事卷烟工艺方面的研究工作。E-mail:zq@hongta.com;*
廖晓祥,E-mail:zijinwangzhe@hongta.com
邹泉,廖晓祥,赵云川,等.微波膨胀烟梗二次切丝工艺参数研究[J].烟草科技,2015,48(11):59-64.
ZOU Quan,LIAO Xiaoxiang,ZHAO Yunchuan,et al.Effects of technical parameters of twice cutting on quality of microwave expanded cut stem[J].Tobacco Science&Technology,2015,48(11):59-64.
猜你喜欢
轻工学报(2022年2期)2022-05-05
湖南城市学院学报(自然科学版)(2021年2期)2021-04-24
科学与财富(2020年15期)2020-07-04
移动通信(2019年4期)2019-06-25
江西农业学报(2019年1期)2019-01-25
中国设备工程(2018年6期)2018-03-27
现代商贸工业(2016年23期)2017-02-04
中国组织化学与细胞化学杂志(2016年3期)2016-02-27
烟草科技(2015年8期)2015-12-20
中国当代医药(2015年17期)2015-03-01
