
在多线螺纹和多头蜗杆车削教学中应注意的两个问题
2015-06-11 17:45:15李小强王宏斌
中小企业管理与科技·下旬刊 2015年11期
关键词:注意问题
李小强 王宏斌
摘 要:在车削多线螺纹和多头蜗杆的教学中,从刀具角度到刀具强度,从粗车到半精车和精车,如何正确选择刀具角度,保证刀具的强度、加工的精度和表面粗糙度,解决车削步骤地协调,是我们在教学中着重处理好的关键问题,以达到良好的教学效果。
关键词:多线螺纹;多头蜗杆;车削;注意问题
在机械加工中常会遇到多线螺纹和多头蜗杆的车削,沿两条或两条以上在轴向等距分布的螺旋线所组成的螺纹和蜗杆称为多线螺纹或多头蜗杆。多线螺纹和多头蜗杆是教学大纲中的重要教學内容,下面就多线螺纹和多头蜗杆在教学中应注意的两个问题谈一下自己的看法。
1 正确处理好刀具角度与刀具强度的关系
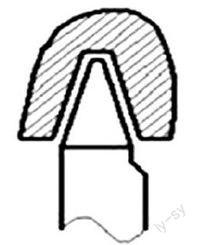
我们知道由于多线螺纹和多头蜗杆的导程较大,在车削时受螺旋线的影响,其切削平面和基面的位置发生变化,使车刀工作时的前角和后角与所刃磨的前角和后角的数值不同,而变化的程度决定与所加工导程升角的大小,所以正确的选择螺旋升角就显得尤为重要。我们在教学中根据所车削的“多线”和“多头”导程的要求,准确的计算出螺旋升角的大小。在刃磨时做到心中有数,保证刃磨角度的正确,避免螺旋升角刃磨过大,使刀具强度降低,车削时螺纹侧面容易产生振纹。那么,螺旋升角刃磨的过小,车削时顺刀后面与工件侧面产生摩擦,造成切削无法进行,如果不及时排除,可能发生工件,刀具的位移造成“扎刀”。所以合理的选择螺旋升角是保证刀具强度顺利车削的重要一环。前角是刀具的重要角度。我们在教学中根据加工的要求让学生计算出刀头宽度,选择好刀头宽度的最佳尺寸,刀头过宽,粗车后精车余量过小影响加工精度,刀头刃磨过窄影响刀具的强度和车削的效率。对前角的选择应在保证铁屑能够顺利地排出,不影响牙形角度的前提下,粗车选择10°~ 15°前角,而精车时为了保证牙形的正确一般选择5°~ 8°不超过10°的前角。我们在教学中注意到车刀的纵向前角过大时,除了造成牙形变化较大,同时减弱了刀具的强度,更容易造成“扎刀”折断刀具。所以说在刀具刃磨时选择好螺旋升角,前角和刀头宽度,抓住刀具的主要技术要求,同时必须考虑刀具的强度和耐用度,正确的处理好刀具的几何角度与刀具强度的关系是保证多线螺纹和多头蜗杆顺利车削的先决条件。
2 正确处理粗车与半精车、精车的关系
多线螺纹和多头蜗杆的教学是在学生已经掌握梯形螺纹和蜗杆的基本车削的基础上进行的。对于基本的加工方法已经了解,如:“一装、二挂、三调、四查”等就不多叙述了。下面就以小滑板分线车多线螺纹和多头蜗杆谈一下粗车和半精车、精车的关系。虽然粗车的目的是尽快车去多余的余量。但粗车是车削中最容易出现问题的环节。要保证粗车的顺利进行就要注意两个问题:
①要在粗车时注意防止“扎刀”。我们在教学中从刀具角度入手,粗车时采用“直进法”和“左右赶刀法”以减小切削变形,使刀具从三刃吃到改变为单刃或双刃吃刀,合理的使用进给量,让铁屑能顺利的排出。防止了刀具和工件的“位移”,排除了粗车时产生的“扎刀” 现象。
②基本分线保证半精车和精车时的余量。
基本分线要保证小滑板的导轨与车床导轨,手动小滑板的误差不超过0.02/100㎜(用百分表校平行小滑板),小滑板的刻度处于“0”位对齐,同时要确定中滑板的进刀深度。我们在教学中首先根据要求选择好刀尖宽度,计算出小滑板从“0”位的赶刀量,然后进行第一条螺旋线的垂直中心对刀,即两个副刀刃与两侧面的间隙基本一样, 这时小滑板刻度回“0”位,然后向前进一个螺距,进行第二条螺旋线的粗车,这时中滑板的深度和小滑板的左右赶刀量与第一条螺旋线相同,同时注意观察两条槽的宽度和牙顶宽度是否均匀,保证两条槽宽和牙顶宽度基本一致,要保证基本分线后有足够的精车余量。
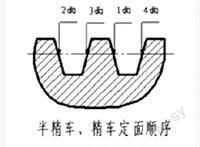
半精车要准确分线,同时纠正粗车时产生的分线误差。准确分线要注意手柄的位置,旋转方向和牙形侧面的车削顺序,具体的方法就是做好“三定”:①定面,确定牙形侧面的车削顺序。②定深度,确定中滑板的吃刀深度。③定刻度,定小滑板的刻度位置。半精车时要以粗车中较窄的牙顶面为基准做面的车削。见光第一面后同时达到要求深度。这时小滑板刻度回“零”位,转动小滑板向前走一个螺距,然后采用“直进法”逐步车到深度要求,这时第一面和第二个面为一个整螺距。在进行第三面的车削,车刀是向后移动,注意小滑板的间隙,见光第三面时就可以测量这条螺旋线的中径尺寸,保证给精车留有0.2mm左右的余量,小滑板刻度回“0”位,小滑板向后移动一个螺距,再用“直进法”逐步达到深度要求,这时第三面和第四面为一个整螺距。这种方法减少了小滑板左右赶刀的次数,使学生容易掌握,同时给精车提供了准确的分线和适量的精车余量及较好的表面粗糙度。半精车要做到准确分线就必须做好“三定”的要求,按程序和步骤进行严格控制。
精车是保证精度和表面粗糙度的关键,要格外的细心,要掌握好“三定”的车削方法,遵循“多次循环分线”,“依次逐面车削”的原则消除分线,刀具磨损等误差。采用低速薄屑,充分冷却的车削和及时,准确测量的方法,保证加工的精度和表面粗糙度的要求。
多线螺纹和多头蜗杆的车削,主要解决分线方法和车削步骤的协调问题,而车削步骤的协调就是如何处理好粗车和半精车、精车的关系。所以说如何处理好粗车和半精车、精车的关系是多线螺纹和多头蜗杆车削步骤协调的重要环节。
我们在教学中着重处理好了以上两个关系,使学生能顺利掌握多线螺纹和多头蜗杆的车削,这种教学方法,同学们反映简便易懂、思路清晰、重点突出、便于掌握,能较好的保证分线精度和表面粗糙度的要求,取得了较好的教学效果。
参考文献:
[1]高级车工技能训练[M].中国劳动社会保障出版社,1998.
[2]赵军录主编.普通车工实训指导[M].西北大学出版社,2006.
猜你喜欢
中国科技纵横(2016年20期)2016-12-28 18:06:32
中学课程辅导·教学研究(2016年14期)2016-12-23 17:52:22
甘肃教育(2016年22期)2016-12-20 22:12:20
中国科技博览(2016年25期)2016-12-20 19:35:50
电子技术与软件工程(2016年19期)2016-12-19 18:45:38
人间(2016年31期)2016-12-17 21:20:23
东方教育(2016年3期)2016-12-14 20:35:31
科学与财富(2016年26期)2016-12-01 10:49:30
读与写·上旬刊(2016年10期)2016-11-25 16:55:54
俪人·教师版(2016年14期)2016-11-22 21:24:24
