
稀土对GH4169激光微焊接接头组织性能的影响*
2015-05-31 09:41南昌航空大学轻合金加工科学与技术国防重点学科实验室陈玉华谢吉林黄永德越祖朕
航空制造技术 2015年11期
南昌航空大学轻合金加工科学与技术国防重点学科实验室 陈玉华 谢吉林 黄永德 越祖朕
GH4169合金是一种沉淀硬化型镍基高温合金,在-253~700℃温度范围内具有良好的综合性能。650℃以下的屈服强度居变形高温合金的首位,并具有良好的抗疲劳、抗辐射、抗氧化、耐腐蚀性能,在航空航天、化工能源等工业领域得到了广泛的应用,例如,用于制造涡轮盘、涡轮轴、压气机叶片等部件[1-3]。在高温合金的应用中,焊接是一个必不可少的环节。高温合金在焊接过程中由于受到焊接热循环的作用,焊缝中会形成铸造组织,出现粗大的柱状晶粒;焊缝热影响区容易产生液化裂纹,同时,晶粒也容易受热粗化。焊接接头组织不均匀,在拉伸过程中变形不协调,容易产生应力集中,导致接头强度较低。有研究表明,稀土元素能够有效地细化焊缝组织,降低焊缝中硫、氧等的含量[4-5]。激光焊接能量密度高,熔化母材量少,熔池存在时间极短,可以获得较常规焊接方法质量更好的接头,研究者普遍认为它有利于高温合金的焊接[6-7]。
本文通过添加稀土元素对0.2mm厚的薄片状GH4169进行激光焊接试验,分析添加稀土元素后,焊缝横截面形貌、接头微观组织及力学性能的变化,从而验证在GH4169的激光焊接中添加稀土的方法是否可行。
1 试验条件及方法
试验材料选用退火态的GH4169高温合金,其化学成分如表1所示。试样经线切割加工成尺寸为30 mm×20mm×0.2mm的薄片状,稀土添加剂主要成分是CeO2。
试验采用意大利SISMA公司的SL-80型Nd: YAG脉冲激光焊机,平均功率为80W。焊前用砂纸打磨试件表面以去除氧化膜,再用丙酮清洗。用丙酮将稀土溶解后,用毛刷将其均匀地涂覆到试件的表面,涂覆程度以遮盖表面金属光泽为宜。焊接过程中采用整体气体保护罩,采用氩气保护。

表1 GH4169 的化学成分(质量分数)%
焊后垂直于焊接方向截取金相试样和拉伸试样,金相试样经镶嵌、打磨、抛光、腐蚀后,用4XB-TV显微镜进行金相分析。采用WT-401MVD型显微硬度计测量焊缝横截面的显微硬度分布,拉伸试样在Instron5543型电子精密拉伸机上进行拉伸测试。
2 试验结果与分析
2.1 焊接工艺参数的优化
通过大量焊接工艺参数探索发现,当脉冲功率百分比为8%时焊缝成形较差,背面出现氧化及未焊透缺陷;而当脉冲功率百分比为17%时,焊缝成形良好;继续增加到20%时,焊缝金属汽化严重,发生烧穿。随着脉冲功率的增加,激光对焊缝的热输入量逐渐增大,当热输入合适时,焊缝成形良好;热输入量较小时,无法充分熔化材料,造成焊缝未焊透;热输入量过大,材料汽化烧损量增加,导致剩余金属无法回流填充熔池,从而形成烧穿。
在获得良好焊缝成形的基础上,采用正交优化设计的方法以获得较高的接头承载能力为目标对其焊接工艺进行了优化,结果如表2所示。从表2的分析结果可知,当脉冲功率百分比P为17%,脉冲频率F为4.0Hz,脉冲宽度T为3.1ms时焊接接头能获得最大抗拉强度,抗拉强度为827MPa。
2.2 接头的显微组织特征

表2 添加稀土后焊接正交优化试验结果及其极差分析
根据试验结果,添加稀土的焊缝呈规则的梯形,而未添加稀土的焊缝则是出现了典型的碗状(见图1(a))。分析认为,焊缝的横截面成形与焊缝热输入量有较大关系,当焊缝表面涂覆有稀土元素时,虽然焊接工艺相同,但是稀土元素在试件表面能够增加对激光的吸收率,从而增加了焊缝的热输入量;稀土元素以氧化物的形式存在,熔化后增加了焊缝中的氧含量,改善熔池表面张力,增大熔池向厚度方向的传热,减小了温度梯度,从而形成了梯形焊缝。此时稀土元素的作用是充当了活性剂的功效。
对比分析焊接接头融合线组织可知,金相组织都有明显的规律,靠近融合线的母材并没有出现粗大的热影响区组织,而靠近融合线的焊缝出现了一层细小的组织,然后是明显的柱状晶(见图1(b))。这是由于激光焊接速度非常快、能量集中、热输入量小,从而使得母材受到的热作用较小,形成的热影响区宽度很小。在靠近熔合线的焊缝边缘,由于靠近母材,受到母材的激冷作用,温度梯度很大,容易形成一层细小的晶粒。随着位置远离母材,温度梯度减小到有利于柱状晶的生成,当到达焊缝中心时,由于焊缝中心的温度分布均匀,温度梯度相对熔合区来说进一步减小,液相中形成很宽的成分过冷区,此时不仅在结晶前沿形成树枝状结晶,同时也能在液相的内部生核,产生新的晶粒。这些晶粒的四周不受阻碍,可以自由成长,形成等轴晶。接头焊缝中心区的等轴晶晶粒都非常细小,稀土元素的作用并不明显,这在一方面反映了激光微焊接的特点。
对添加稀土GH4169高温合金的激光焊接接头进行元素线扫描分析,结果如图2所示(粉红色为Ce元素的分布曲线)。从图可知,添加的稀土元素在焊缝中分布均匀,无区域偏析现象。
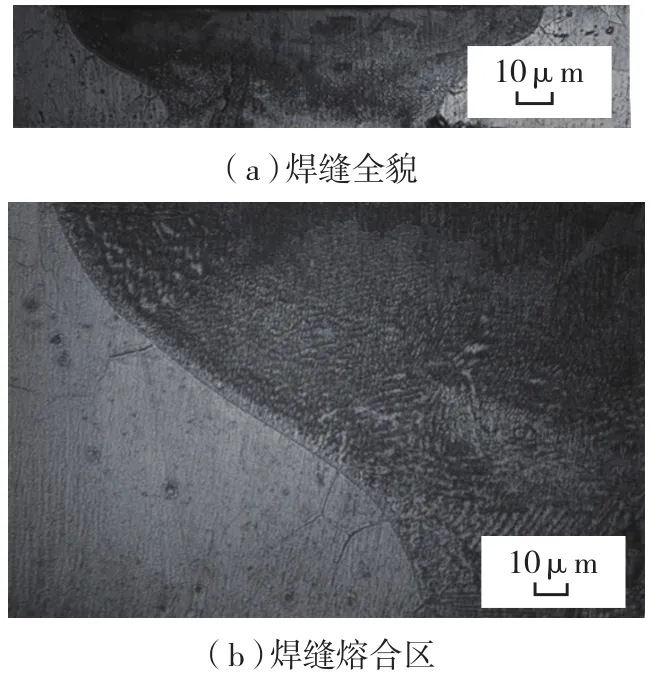
图1 未添加稀土的接头显微组织Fig. 1 Microstructure of the joint without rare earth

图2 添加稀土焊缝区EDS分析Fig.2 EDS analysis of weld zone With rare earth
2.3 接头的力学性能
图3是焊接接头的显微硬度分布图。从图中可以看出,无论是否添加稀土元素,焊缝的显微硬度都比母材的要高。未添加稀土的接头焊缝平均显微硬度为390HV,而添加稀土元素的接头焊缝平均显微硬度为340HV。添加稀土元素能够降低焊缝接头的硬度,接头的热影响区和母材区域的显微硬度在添加和不添加稀土元素时都基本保持相同的趋势,这与具体试验相符合。

图3 接头显微硬度分布Fig.3 Hardness distribution of the joint
图4是拉伸试样及拉伸断裂位置,拉伸结果如表3所示。从图3中可以看出,两种拉伸试样的拉伸区都因塑性变形而变窄,在拉伸后拉伸试样焊缝处出现明显的“竹节”现象,试样接头强度高于母材的抗拉强度。从表3的结果可以看出,添加稀土元素后接头的延伸率大幅增加,从未添加时的1.69%增加到18.18%。上述结果表明,激光焊接GH4169高温合金能够获得高于母材抗拉强度的接头,表明在稀土元素的作用下,焊接接头的塑性和韧性有了较大的改善。

图4 拉伸试样及断裂位置图Fig.4 Fracture location of the tensile sample
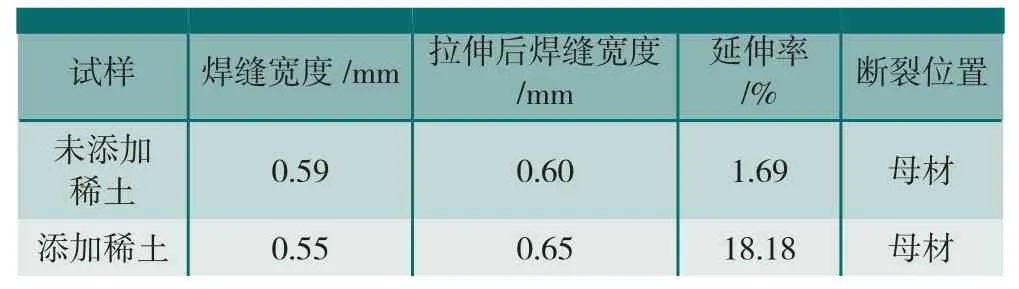
表3 拉伸试验结果
3 结论
采用脉冲激光焊接工艺对表面涂覆了稀土元素的0.2 mm厚GH4169高温合金进行对接焊接,焊接结果表明:
(1)添加稀土元素的GH4169激光焊接最优工艺参数是脉冲功率17%、脉冲频率4.0Hz、脉冲宽度3.1ms,此时接头抗拉强度为827MPa;
(2)添加的稀土能够在焊接过程中起到活性剂的作用,增加材料对激光的吸收率;
(3)稀土元素能够在焊缝中均匀分布,降低焊缝的显微硬度,增强焊缝韧性和塑性,但是对微激光焊焊缝的晶粒细化作用不明显。
[1] 师昌绪. 中国高温合金四十年.北京: 中国科学技术出版社,1996.
[2] Chen G Q, Zhang B G, Lü T M, etal. Causes and control of welding cracks in electron beam welded superalloy GH4169 joints. Trans Nonferrous Met Soc China, 2013,23: 1971-1976.
[3] 王岩,林琳,邵文柱,等. 固溶处理对GH4169合金组织与性能的影响. 材料热处理学报,2007, 28 (Sl):176-179.
[4] 杜好阳,侯来昌,杨咏梅,等. 微量稀土元素对9CrlMo钢焊缝力学性能影响研究.吉林电力, 2012, 40(2): 4-7.
[5] 王蔚,陈俐,赵兴科,等. 预置填充稀土激光焊接对TiNi形状记忆合金功能性的影响. 稀有金属材料与工程, 2008, 37(10): 1819-1823.
[6] 杨晓华, 杨武林, 兑卫真, 等. TC4 钛合金激光焊接头微观组织和硬度.材料热处理学报, 2014,35(10):70-74.
[7] 陈连喜, 刘英, 刘中益, 等. AZ91镁合金脉冲YAG 激光双面焊接的组织与性能.材料热处理学报, 2014, 35(9): 95-100.
猜你喜欢
稀土信息(2022年1期)2022-02-15
稀土信息(2022年1期)2022-02-15
粉末冶金技术(2021年3期)2021-07-28
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
四川冶金(2019年5期)2019-12-23
资源节约与环保(2018年1期)2018-02-08
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
