
KNi10真空钎焊ODS高温合金MGH956组织和性能研究
2015-05-31 09:41中航工业北京航空制造工程研究所航空焊接与连接技术航空科技重点实验室孙相涛滕俊飞侯金保
航空制造技术 2015年11期
中航工业北京航空制造工程研究所航空焊接与连接技术航空科技重点实验室 孙相涛 滕俊飞 侯金保 张 胜 张 蕾
氧化物弥散强化(Oxide Dispersion Strengthened,简称ODS)合金以其高温抗氧化、高温抗腐蚀、高温抗疲劳以及低的缺口敏感性等多种性能优势,尤其是1000℃以上力学性能优于单晶高温材料,成为备受青睐的一类高温合金[1-2],其中,Fe基ODS合金是目前已有的ODS中使用温度最高的材料,可长时间在1200℃以上的温度下工作,是航空航天飞行器热端部件(如发动机燃烧室浮动壁、高超飞行器金属热防护系统)的首选材料。采用MGH956合金制造的耐高温构件均需用到钎焊技术,因此本文开展对该材料真空钎焊的研究。
1 试验材料、方法及设备
MGH956合金为钢铁研究总院近些年研究成熟的一类ODS高温合金,该合金采用机械合金化方式制备,基体成分为Fe-Cr-A l的固溶体组织,纳米级Y2O3颗粒作为弥散强化相添加其中,MGH956合金的化学成分如表1所示。该材料为扁平状的盘状晶组织,图1(a)、(b)分别是平行于和垂直于盘状晶面的晶粒形貌。试验材料的热处理条件是1350℃下4h时效处理。
试验用钎料为自制钎料KNi10,镍基钎料KNi10是在 Ni的基础上加入 Cr、W、Mo、Co、Al、B、Ti、Si等元素。其中Ni是奥氏体主要形成元素,也是强化相γ′的形成元素。Co除了与镍能够形成无限固溶体起固溶强化作用外,其主要作用是提高焊缝的腐蚀性抗力和热疲劳抗力。W、Mo、Cr为主要的固溶强化相,同时Cr还能提高焊缝金属的抗氧化性和抗热腐蚀的能力。Al是强化相γ′的主要形成元素。加入B、Si元素主要是降低钎料熔点和提高钎料的流动性和润湿性。元素Ti能提高钎料对氧化物的润湿性能,减少焊缝中氧化物的聚集,从而可以提高焊缝接头性能(见图2)。钎料的熔化温度在1150~1200℃之间。

表1 MGH956合金成分构成%
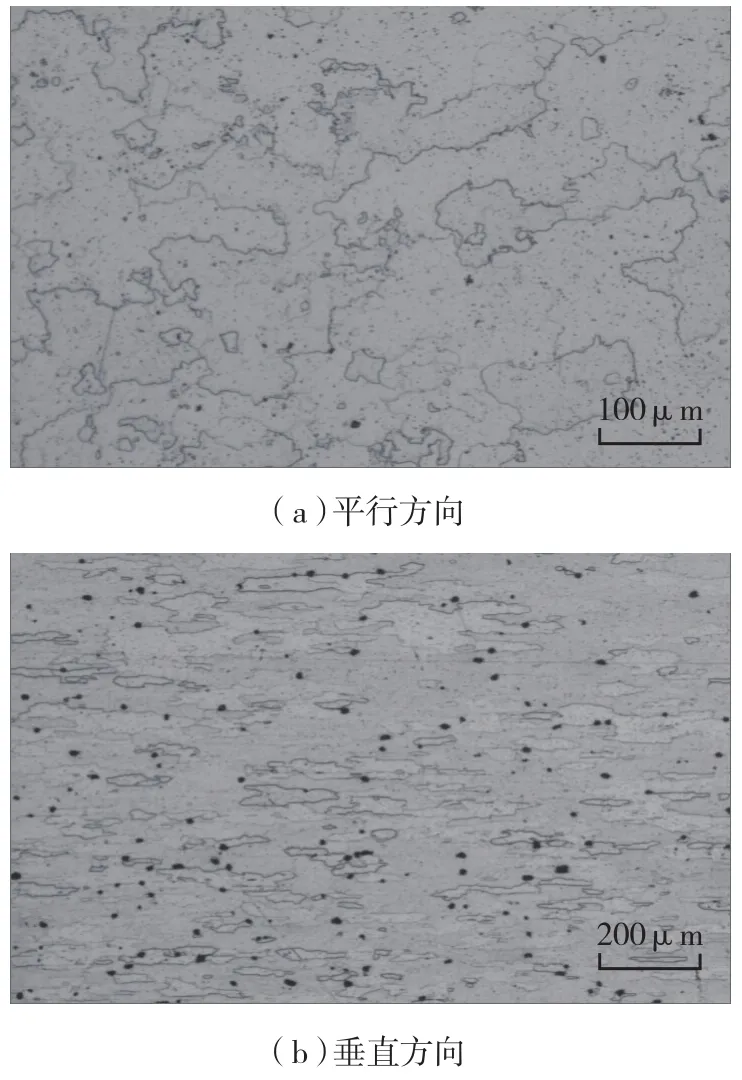
图1 不同方向上MGH956合金的晶粒形貌Fig.1 Grain morphology of MGH956 Alloy at different directions
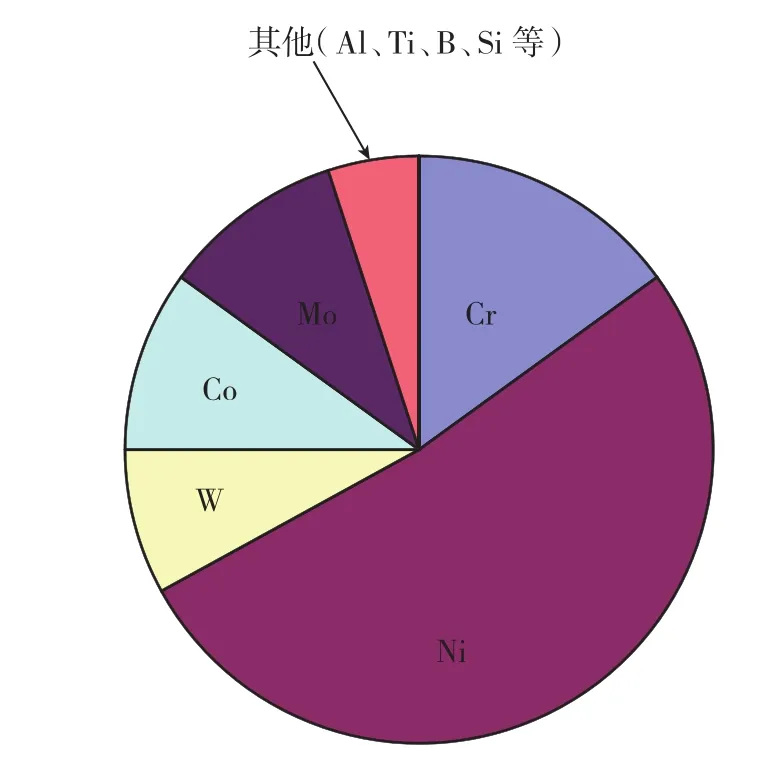
图2 钎料KNi10成分示意图Fig.2 Diagram of KNi10 solder composition
试验在VBF-80真空钎焊炉中进行,钎焊时真空度优于8.0×10-3Pa,开展不同钎焊温度和不同焊缝间隙的钎焊试验,焊缝间隙选择为20μm和50μm,焊接温度为 1220℃、1240℃、1260℃。
2 试验结果及讨论
2.1 不同钎焊温度的影响
研究发现,使用钎料KNi10在1240℃、1260℃下进行钎焊时,在钎料堆积处存在多处气孔,其最大直径超过2mm。分析认为,这些气孔的形成和母材的材质有关。MGH956合金采用的是机械合金化的制备方法,材料中存在着一定量的不溶于合金的惰性气体Ar。采用KNi10钎焊MGH956合金时,钎料熔化后,随着钎料中降低熔点元素B、Si向母材的扩散,靠近焊缝的母材被溶解,原来覆盖于母材表面之下的气体被释放出来。释放出的气体在钎料堆积处聚集,由于高温保温时间短及液态钎料的表面张力作用,这些气体来不及溢出便形成了气孔。由于是在真空5×10-3Pa环境下,所以微量的气体也会形成气孔。
2.2 不同焊缝间隙的影响
(1)预置焊缝间隙为50μm。
试验结果显示,随着焊接温度的升高,焊缝宽度变宽,钎料对母材的溶解量增大,焊缝的成分分布趋于均匀,升高到1240℃和1260℃后,焊缝基体成分与焊缝两侧母材的成分相近。对焊缝基体为Fe基的固溶体组织,在1220℃下钎焊的焊缝中,Fe元素的分布在焊缝两侧高,焊缝中心低;在1240℃、1260℃钎焊的焊缝中,焊缝基体的成分分布均匀,达到了与焊缝两侧母材成分一致的水平,但在1260℃下,焊料对母材的溶解量比1240℃大,溶蚀明显。
在不同的焊接温度下钎焊的焊缝构成相似,焊缝主要有:
· 焊缝基体, Fe-Ni基固溶体组织;
·焊缝中的中间相,主要包括两种,黑色中间相主要成分为Cr、Fe,推测为铁铬的化合物相,并溶解有一定的Co、Ni、W等元素;白色相为细长条状,该中间相主要为Cr、Ni、Fe,并固溶有一定的 Co、Ti等元素,推断该化合物为Ni、Cr、B的三元化合物或者成分更为复杂的化合物;
·焊缝中的夹杂。
(2)预置焊缝间隙为20μm。
在不同的焊接温度下,预置焊缝间隙为20μm时焊缝形貌无显著差异,对其进行成分分析可以发现,即使在1220℃下,焊缝成分分布也达到了与母材接近的水平。与相同温度下、预置焊缝间隙为50μm的焊缝相比,共同点是:焊缝均由焊缝基体、中间化合物、夹杂和孔洞构成; 不同点是:焊缝中有焊缝的孔隙数量相对较少,焊缝成分分布更均匀,焊缝中含有较少的中间相,尤其是白色的低熔点共晶组织。
2.3 钎焊试件的高温拉伸性能测试
对采用钎料KNi10钎焊MGH956合金的试件进行了1000℃高温拉伸性能测试,焊缝间隙为20μm,焊接过程为1240℃/10min,之后进行1000℃/30min的扩散处理,试验结果如表2所示。母材1000℃高温拉伸强度为90MPa,接头的平均高温强度为母材强度90%左右,接头断裂于焊缝及靠近焊缝的母材。

表2 1000℃拉伸试验结果
3 结论
(1)采用自制焊料KNi10实现了MGH956合金的钎焊,焊缝主要由Fe基焊缝基体组织和化合物构成。
(2)对MGH956合金焊缝组织进行了组织观察和分析,比较焊缝组织认为1240℃、20μm是相对合适的参数。
(3)采用钎料KNi10钎焊MGH956合金,实现了接头1000℃高温强度达到母材90%的性能指标。
[1] 田耘.高性能航空燃气涡轮动力技术用多孔层板结构MGH956合金的研制.北京:钢铁研究总院,2002.
[2] 曹义,程海峰,肖加余,等.美国金属热防护系统研究进展.宇航材料工艺,2003,33(3):9-12.
猜你喜欢
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2017年3期)2017-06-23
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
