晶片切割技术的应用与发展
2015-05-15 11:12陈超秦建新林峰
超硬材料工程 2015年4期
陈超,秦建新,林峰
(1.中国有色桂林矿产地质研究院有限公司,2.广西超硬材料重点实验室, 3.国家特种矿物工程技术研究中心,中国桂林 541004)
晶片切割技术的应用与发展
陈超,秦建新,林峰
(1.中国有色桂林矿产地质研究院有限公司,2.广西超硬材料重点实验室, 3.国家特种矿物工程技术研究中心,中国桂林 541004)
随着半导体行业的发展,尤其是太阳能电池对大直径硅片的需求不断增加,对硅片的加工精度要求也越来越高,晶片加工技术也越来越受到重视,其中晶片切割是制约后续工序中成品率高低的重要工序。采用传统内圆锯片切割已经不能满足现有硅片大尺寸、小切缝、高质量和生产效率的要求。自由磨料多线锯切割成为当前最常用的切割方式。为了追求更高的现代化生产的高效率,固着磨料多线锯切割是快速发展起来的一种精密切割技术。文章综述了现代晶片切割技术现状,提出了晶体切割技术的发展趋势。
金刚石线锯;晶片切割;游离磨料;固着磨料;综述
0 引言
在一个国家国民经济的发展中,电子信息产业是龙头,而集成电路产业则是整个电子信息产业的核心和基础,集成电路产业的振兴对一个国家的经济发展有着重要的战略意义。目前,IC(IntegratCircuit集成电路)正向着VLSI(Very Large-Scale Integration超大规模集成电路)/ULSI(Ultra Large-Scale Inte-gration)方向发展,这种发展对半导体加工设备的精度、效率、加工件的几何规格及切片的厚度、平行度、表面微观质量等主要指标均提出了更高的要求。硅单晶片的尺寸越来越大,在国内,200 mm硅片生产已形成了规模,300 mm的硅片也已开始投产。日本SUMCO集团宣布,到2010年3月,将300mm硅片的月产能再增加20万片,使集团300mm硅片总产能达166万片/月。[1]IC的制程线宽已从0.18mm过渡到0.13mm,甚至0.1mm。线宽的降低,硅片直径的增大,以及对几何尺寸的更高要求和硅片表面机械损伤层、品格的完整性等要求,均向硅片的精密加工方法提出了挑战。
IC的加工过程一般包括:(1)硅棒磨圆;(2)切边;(3)切片;(4)倒角;(5)研磨;(6)倒棱;(7)抛光; (8)清洗。其中切片加工工序是至关重要的一道工序,其主要工艺要求为:高效率、低成本、窄切缝(材料利用率高)、无损伤、无环境污染等,切片质量直接影响着IC加工的质量和成品率。传统的切割方法包括钢片切割、带锯切割和内外圆片锯切割等,虽各具优点,但存在切缝较宽、出材率较低、面形精度差、表面损伤层深等缺陷,己难以满足此类贵重硬脆晶体基片的大尺寸精密薄片切割。目前发展比较成熟的是边切割边向锯丝供应磨粒悬浮液的游离磨料方式,研究与实际应用表明,该技术在加工大尺寸晶体材料方面与内圆切片技术相比具有较大优势。目前,晶片切割主要的方法有金刚石内圆切割和线切割。本文主要介绍这两种晶片切割方式,分析切割系统存在的主要问题。文章提出固着磨料线锯切割的优势,并介绍了多种固着方法。
1 晶片切割方法及其加工设备
1.1 晶片内圆切割机
晶片切割过程中多应用内圆切割技术,该技术于20世纪70年代末发展成熟。内圆切割刀片是一个圆环,由刀片基体和内圆磨料工作部分组成。内圆刀片作高速旋转运动、硅晶体相对于刀片旋转中心做径向进给,从而实现对材料的切片。内圆切片的优点是技术成熟,刀片稳定性好,在小批量多规格加工时具有灵活的可调性。由于刀片外圆张紧,刚性很好,可实现高速高效切割。如图1所示。

图1 内圆切割圆锯片Fig.1 diamond inner round saw
内圆切割技术优点在于:(1)切片精度高,直径为300mm晶片的厚度差仅为0.01mm;(2)切片成本低,同规格级的内圆切片机价格是线切割机价格的1/3~1/4;(3)每片都可以进行晶向调整和切片厚度调整;(4)小批量多规格加工时,具有灵活的可调性。其缺点是:(1)晶片表面损伤层较大;(2)刀口宽,材料损失大;(3)生产效率低,每次只切割一片。另外刀片张紧后产生相应的变形,刃口表现为波浪形,在高速旋转时还会产生振动。这种波浪形的刃口变形和刀片振动使得切片锯口变宽,同时在切削液的作用下产生较大的流体动压力,当硅片切割即将结束时,会造成硅片崩边,甚至产生飞片现象。这些问题在硅片尺寸和锯片直径增加后表现得尤为严重,内圆切片技术已不适用于大尺寸硅晶体的切片,并且在产量和能力需求上已远远不能满足生产要求。由于内圆切片技术存在的问题,人们不断探索新的适用于大尺寸硅晶体的高效精密切片技术,其中线锯切片技术在芯片制造业得到关注。[2]目前常用的线锯切片技术有自由磨料和固结磨料两类。
1.2 自由磨料多线锯
到目前为止真正用于硅晶体的线锯切片技术只有往复式自由磨料线锯切片技术。[3]往复式自由磨料线锯切片技术的基本原理如图2所示。
金属锯丝(直径150~300mm)通过一定的缠绕方式,缠绕在两个线轴上,形成相互平行的网状加工部分,可以实现多片切割。加工过程中,两个线轴分别完成放线和收线操作。锯丝往复运转,硅晶体垂直于锯丝进给,通过一定的施加方式将带有磨料(金刚石或碳化硅)的浆液(研磨液)施加到切割区域。通过锯丝、磨料及硅晶体之间的三体磨损,实现材料的锯切加工。尽管自由磨料多线锯已应用很多年,但其磨料和硅片之间相互作用机理还不是很清楚。前人的研究认为磨料在锯丝的压力下通过“滚压入”的方式使硅片产生塑性变形从而不断去除,[4,6]也有人提出“滚压入”和“划擦压入”模型。[7]
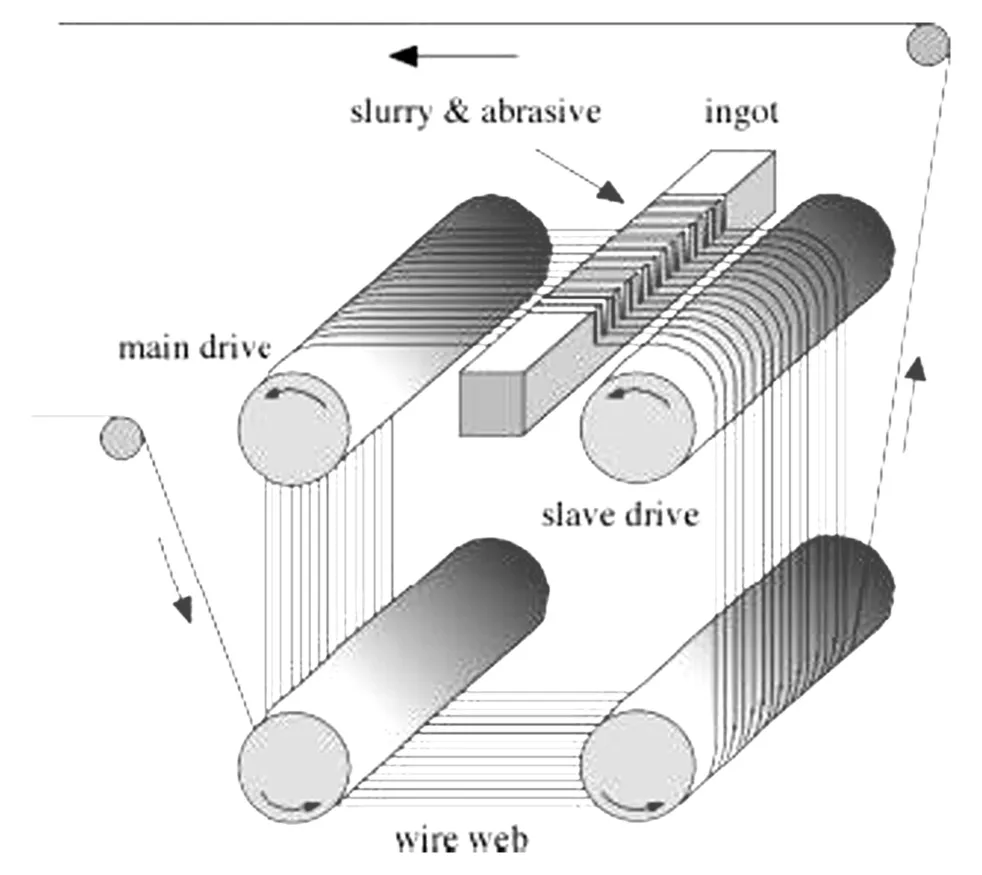
图2 自由磨料多线锯Fig.2 Free abrasive multi-wire saw
研究与实际应用表明自由磨料线锯切片技术在加工大尺寸晶片方面与内圆切片技术相比具有较大优势,主要表现在:可切割大尺寸硅晶体,可同时进行多片切割,出品率高,切片表面质量较高,很少产生崩片现象等,使晶片切割产业化成为了现实。

表1 金刚石线与内圆切割片对比Table 1 Comparison between diamond wire saw and inner round saw
但自由磨料线锯也存在一些问题:(1)在材料去除机理上由于靠磨粒的滚压钎入作用,将在晶片表面产生较大的微裂纹、残余应力较深;(2)由于锯丝的磨损,导致晶片厚度不均匀;(3)从环保角度出发,多线锯用悬浮液的废弃是个问题;(4)多线锯使用悬浮液成本较高,占整个加工成本的25%;(5)切割效率低下,速度慢。另外,随着硅片直径的增加,很难保证切断大直径硅片而保证线锯不被磨断。
多线切割机床属于大型精密数控机床,其加工精度高、控制系统复杂、制造难度大,国际上仅有少数几家大型机械制造公司掌握数控多线切割机床技术,如瑞士Meyer Burger公司、原HCT公司、日本Takatori公司、NTC公司。我国半导体制造业起步较晚,数控多线切割机床市场完全被以上几家公司所垄断。如瑞士Meyer Burger公司和曰本Takatori公司,基本上垄断了国内数控多线切割机床市场。
1.3 固着磨料多线锯
金刚石固结技术是指通过某种技术或工艺方法将超细粒度的金刚石磨粒材料均匀地固定在微细金属丝基体圆周表面,并且具有一定的把持力,能够产生切削作用,同时承受较大的切削力进行一定时间的切削加工。目前固结磨料金刚石线锯的金刚石固结技术主要有如下几种:
(1)挤压或冲压方式
采用径向挤压或冲压的方式将金刚石颗粒牢固镶入钢丝线的亚表面层,形成高强度的连续的金刚石线锯。由于这种制造方法对钢丝基体本身存在一定的破坏,钢丝的强度会下降。同时,金刚石只是通过简单的机械夹持力固定,在受到较大冲击载荷时容易脱落。图3是机械镶嵌金刚石线锯表面形貌。
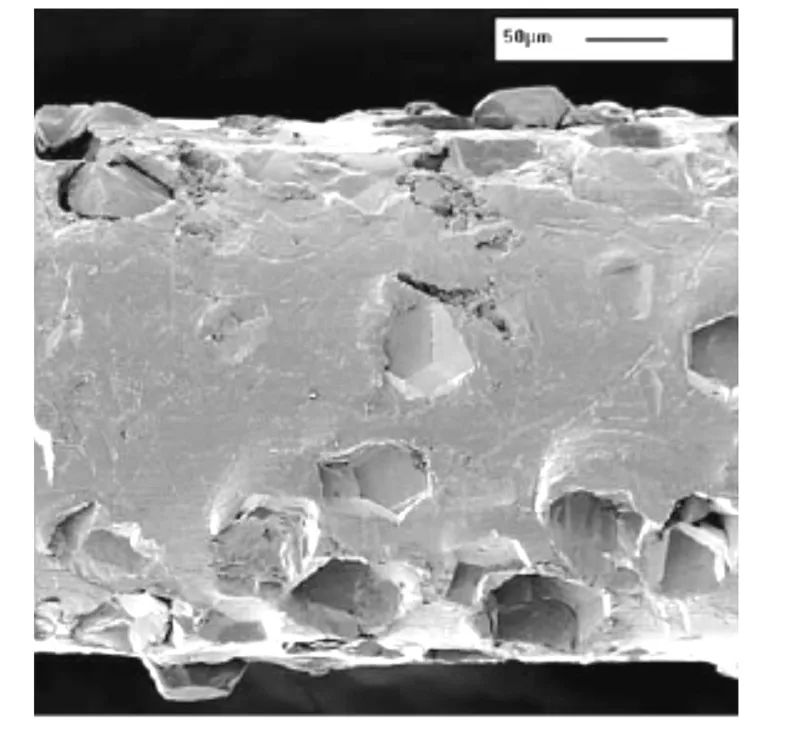
图3 机械镶嵌金刚石线锯锯丝表面[9]Fig.3 Surface of diamond wire saw made by mechanical setting
(2)树脂粘结金刚石线锯
树脂粘结金刚石线锯是使用酚醛树脂类的热固性树脂,通过加热使得树脂软化,将混有金刚石颗粒的树脂固定在芯线上,形成锯丝。日本上冈勇夫等申请的一项发明专利中提出了一种线锯的树脂结合剂制造方法。后来本俊之等人又对其进行了改进并进行了切断试验,[10]结果表明:线锯耐磨性有所提高。但是所有树脂结合剂线锯都存在磨粒把持强度不高,耐热性差,耐磨性低,加工时线锯磨损严重的问题。

图4 树脂粘结金刚石线锯剖面图[11]Fig.4 Cross-section of diamond wire saw made by resin-bonding
(3)金属结合剂焊接
钎焊是以熔融的特殊镍合金为结合剂与金刚石磨粒加以焊接而成的,其中镍合金中含有铬,由于铬原子会和金刚石表面的碳形成碳化铬(Cr3C2),使得镍合金与金刚石间的结合能力增大,从而导致金刚石被固定的力量很大而不易脱落。[12]钎焊金刚石线锯一般都是将金刚石钎焊于套筒上再焊接于绞线形式的线材上来增加其刚性,因此缩小钎焊金刚石线锯的线径是很不容易的。图5为彭伟专利所描述的钎焊金刚石线锯,他是用熔点稍低于金刚石碳化温度的金属作为粘接金属。金刚石颗粒混入熔化金属,将金属丝从中走过,金属丝表面就被镀上了一层金属,金刚石磨粒也被均匀地把持在金属粘结层中。图6为其制作装置。这种制程因为需要经过高温硬焊(一般需要用500℃~1000℃或更高温度),容易造成钢线的变质而减低其刚性甚至造成线材的断裂。
(4)电镀金刚石线锯
电镀金刚石线锯是用电镀的方法在金属丝(线) (基体)上沉积一层金属(一般为镍及镍钴合金)并在沉积的金属内固结金刚石磨料制成的一种线性超硬材料工具。如图7所示。

图5 钎焊金刚石线锯剖面图[13]Fig.5 Cross-section of diamond wire saw made by brazing

图6 金属结合剂线锯制作装置Fig.6 Apparatus for metal bond wire saws
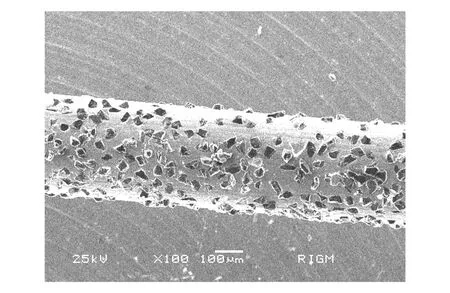
图7 电镀金刚石线锯Fig.7 Electroplated diamond wire saw
电镀金刚石线锯由于具有良好的性能,受到人们极大关注,国外生产技术已基本成熟,并且申请了多项专利。金刚石线锯切割硅单晶表面粗糙度与自由磨料切割时相当(1.0~1.6μm)。[14,15]另外,由于金刚石磨粒直接固结在芯线上,切割速度可远远高于自由磨粒线锯。但是,金刚石线锯由于金刚石磨粒固结在琴丝的表面,存在线锯直径增大、工件的切割余量增加等问题,加上线锯生产成本较高,其应用目前只局限于一定范围。为了谋求金刚石线锯的进一步发展,开发金刚石线锯既要注意减小线锯的直径,又要注意保持金刚石线锯的高切割性能。
在国内也有用电镀的方法制备的金刚石线锯,并用其进行了切割试验,但是大多都是直径较大,在0.5mm以上,且大多为环形单线切割。而日本相关文献所制备的金刚石线锯较细(0.175mm),并且已经开展了绞合线锯的研发。[16,17]
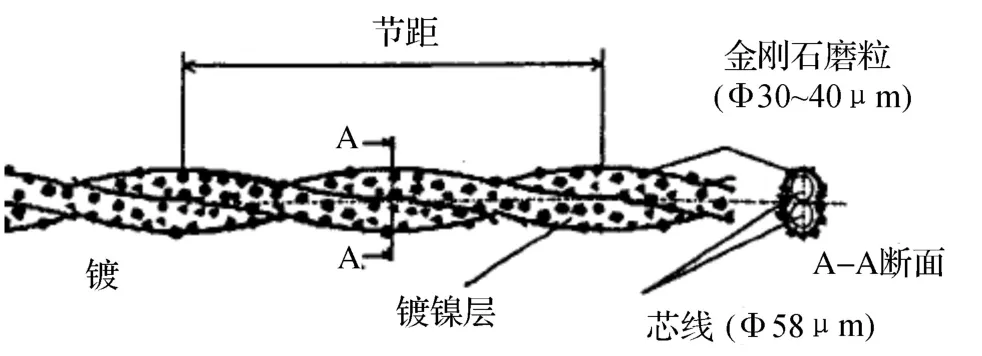
图8 金刚石绞合线锯[16,17]Fig.8 Diamond twisted wire saw
2 展望
金刚石线锯是一种相对较新的技术,近十几年来得到了快速发展,在硬脆材料加工领域的应用日益广泛。而国内对电镀金刚石线锯的研究和生产还处在起步阶段,使用的电镀金刚石线锯主要依靠进口,更谈不上上百公里长锯丝的制备。目前在硅片、太阳能光伏产品等高精高端切割领域还是由自由磨料多线锯占主导地位。但是金刚石线锯也正在越来越多的被人们关注,因为金刚石磨粒固结在琴丝表面,只靠水或油就能进行加工。不但减少了加工成本,还大大地提高了切削效率。随着研究的进一步深入,金刚石多线锯也将踏入历史的舞台,从而代替自由磨料多线锯成为精密切割的主力。
[1] 杨晓婵.日本SUMCO计划增加300mm硅片产能[J].现代材料动态,2008(4):17.
[2] 柳滨.用于半导体材料切割的设备概况[J].集成电路应用,2002 (9):22-25.
[3] Hans Joachim Moller.Basic Mechanisms and Models of Multi-Wire Sawing[J].Advanced Engeering Materials,2004,6(7): 501-513.
[4] Kry D,Baumann S,Mayer K et al.Wafering rearch at Franhofer ISE,15thworlshop on crystalline silicon solar cells and modules [J].mate-rials and processes,2005,211-214.
[5] LiqunZhu,Imin Koa.Galerkin-based modal analysis on the vibration of wire-slurry system in wafer slicing using a wiresaw[J]. Journal of Sound and Vibartion,2005,(283):589-620.
[6] Moller H J,Funke C,Rinio M,Schoiz S.Multicrystalline silicon for solar cells[J].Thin Solid Films,2005,487:179-187.
[7] Yang FQ,Kao I.Free abrasive machining in slicing brittle materials with wiresaw.Transactions of the ASME[J].Journal of E-lectronic Packaging,2001,123,254-259.
[8] I.Kao,and V.Prasad,J.Li,M.Bhagavat.Wafer Slicing and Wire Saw Manufacturing Technology.Department of Mechanical Engineering,1-3.
[9] W.I.Clark,A.J.Shih,C.W.Hardin et a1.Fixed abrasive diamond wire machining-part I:process monitoring and wire tension force[J].International Journal of Machine Tools and Manufacture,2003,43:523-532.
[10] 本俊之,等.利用紫外线固化树脂开发树脂结合剂金刚石线锯[J].珠宝科技,2004,57(5):56-61.
[11] 上岗勇夫,等.线锯及其制造法[P].专利号:98800112.8.
[12] 郑嘉藏,左培伦.晶圆切割技术—固定磨粒钻石线锯切割研究[J].机械工业快讯,2005,5(266):37-4.
[13] 彭伟,毛炜.一种金属结合剂金刚石线锯的制备方法[P].专利号:200610155479.1.
[14] 高玉飞,葛培琪,李绍杰,侯志坚.切削液对金刚石线锯切割单晶硅片质量的影响[J].武汉理工大学学报,2008.30(8):86-88.
[15] 侯志坚,葛培琪,张进生,李绍杰,高玉飞.利用金刚石线锯切割硅晶体的实验研究[J].金刚石与磨料磨具工程,2007(5): 14-16.
[16] 石川宪一,等.金刚石电沉淀绞合线锯的开发[J].珠宝科技, 2004.54(2):34-38.
[17] [日]诹访部仁,等.金刚石细线锯的开发与加工性能[J].超硬材料工程,2008.20(4):52-57.
立方氮化硼硬车刀片相关知识简介
立方氮化硼刀具(cBN刀具或PcBN刀具)的硬度一般为HV3000~5000,精HV硬度换算HRC相当于HRC95~100,对于HRC50以上高硬度淬火工件高速加工降低成本来讲最为经济划算。目前,立方氮化硼刀具用于黑色金属加工领域,是耐磨性最高的刀具材料,经过论证,立方氮化硼刀片(cBN刀具)的寿命一般是硬质合金刀片和陶瓷刀片的几倍到几十倍,而且随着研究的进步,立方氮化硼刀具(cBN刀具)适应各种高硬度复杂材料的加工,华菱HLcBN新研制的立方氮化硼刀具牌号BN-K10,可以加工HRC70以上硬度的碳化钨,在国内尚属首例;但同时,立方氮化硼刀具相对于硬质合金材料刀片,其脆性大是不争的事实,针对立方氮化硼刀片硬而脆的弱点,华菱超硬HLcBN曾推出的适合断续切削和重载粗加工立方氮化硼刀片牌号,以华菱超硬BN-S20牌号数控刀片为例,它不仅可以断续切削淬硬钢,也可以大余量切除工件的淬硬层,但前提是并没有牺牲刀具的耐磨性,这是与市场上的立方氮化硼刀具最大的不同。 (中国刀具商务网)
Application and Development of Wafer Slicing Technology
CHEN Chao1,2,3,QIN Jian-xin1,2,3,LIN Feng1,2,3
(China Nonferrous Metal(Guilin)Geology And Mining Co.,Ltd,Guangxi Key Laboratory of superhard material, National Engineering Research Center for Special Mineral Material,Guilin,Guangxi 541004,China)
With the development of semi-conductor industry,especially the increasing demand of large-diameter silicon wafer for solar cell,the requirement for machining accuracy of silicon wafer becomes higher and the wafer processing technique receives more attention than before.Among them,wafer slicing is a key process which will influence the rate of finished product during the subsequent process.The traditional diamond inner round saw cutter can not meet the needs of larger size,small kerf-loss,high quality and efficiency of silicon wafer slicing.The most commonly used cutting tool at present is the free abrasive multi-wire saw.In order to achieve higher efficiency of modern production,fixed abrasive multi-wire saw cutting technique has been rapidly developed as a precision cutting technique.Current situation of the modern wafer slicing technique has been summarized in this article and the development trend of the wafer slicing technique has been predicted.
wafer slicing;free abrasive;fixed abrasive;wire saw
TQ164
A
1673-1433(2015)04-0012-05
2015-06-10
陈超(1980-),男,主要从事超硬材料及制品的研究开发。
陈超,秦建新,林峰.晶片切割技术的应用与发展[J].超硬材料工程,2015,27(4):12-16.
猜你喜欢
现代经济信息(2022年26期)2022-11-16
海洋工程装备与技术(2020年6期)2020-03-09
金刚石与磨料磨具工程(2019年4期)2019-09-18
中国安全生产科学技术(2018年11期)2018-11-30
测控技术(2018年8期)2018-11-25
能源(2018年10期)2018-01-16
电子世界(2016年22期)2016-03-12
天津科技(2015年6期)2015-10-18
焊接(2015年5期)2015-07-18
筑路机械与施工机械化(2014年7期)2014-03-01