
聚晶金刚石复合片导电性检测方法浅析
2015-05-15 11:12:54屈继来李思成方海江
超硬材料工程 2015年4期
屈继来,李思成,方海江
(河南四方达超硬材料股份有限公司,河南郑州 450016)
聚晶金刚石复合片导电性检测方法浅析
屈继来,李思成,方海江
(河南四方达超硬材料股份有限公司,河南郑州 450016)
主要介绍了两种检测聚晶金刚石复合片导电性的方法:EDM-W和EDM-G。通过这两种方法对不同厂家的三种产品进行了检测,检测结果表明,河南四方达产品的导电性最好,稳定性居中,国内某厂家的产品导电性和稳定性最差。
聚晶金刚石复合片;导电性
1 引言
聚晶金刚石(PDC)复合片是由粒度为微米级的金刚石颗粒与Co、Ni等金属粉末均匀混合后,在高压高温下,在碳化钨基材上烧结而成的一种刀坯新材料。其加工对象主要为木材,竹木,橡胶,塑料,铜和铝等材料[2-4]且近年来聚晶金刚石复合片的加工领域不断拓展,使用方法不断创新,促使聚晶金刚石复合片的用量越来越大。因此,将聚晶金刚石复合片制成超硬刀具时的加工效率问题正成为各刀具厂家考虑的必要因素之一。影响聚晶金刚石复合片制作成刀具效率的因素是聚晶金刚石复合片的导电性的好坏,其直接表现为聚晶金刚石复合片电加工速度的快慢。影响聚晶金刚石复合片导电性的因素有:(1)组成,即金刚石和金属的比例,金属粉的比例越大导电性越好。(2)粒度,即金刚石的粒度,金刚石的粒度越细导电性越好。在当前,检测聚晶金刚石复合片导电性[1]即加工聚晶金刚石复合片的加工速度有二种方法: EDM-W(慢走丝切割)和EDM-G(电火花研磨)。
2 实验
2.1 EDM-W方法检测导电性
EDM-W是通过测量慢走丝在一定的切割参数下切割PDC复合片的即时速度来检测PDC复合片的导电性的一种方法。即时速度越快说明PDC复合片的导电性越好。
EDM-W方法检测PDC复合片导电性的步骤:
(1)设定慢走丝切割参数;
(2)将PDC复合片装夹到慢走丝设备上,并辅以百分表测量,保证PDC复合片装夹的水平程度;
(3)启动慢走丝,开始记录切割距离分别为1mm、2mm、3mm……等位置的切割即时速度。
将粒度为25μm的四方达PDC刀坯A、国外某厂商的PDC刀坯B和国内某著名厂商的PDC刀坯C各取一片,用AgieCharmilles CA20慢走丝机床,沿直径方向切割,每隔1mm记录一个切割速度,根据切割速度来判断刀片的导电能力,速度越快则导电性越好。对比图如图1、图2:
由图1可以看出,四方达(A)的切割速度比国外(B)快,两者的切割速度都很平稳,没有大的波动。
国内(C)的切割速度很不稳定,波动较大,大部分时间切割速度较慢,这说明其整体的导电性和均匀性较差。
从图2和表1的数据看,四方达公司生产的刀片切割速度最快,比国外(B)的快21%,比国内(C)的快33.7%。
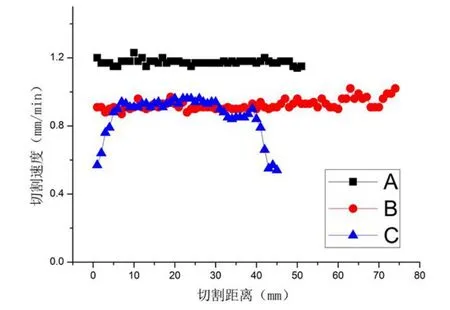
图1 切割速度对比曲线Fig.1 Contrast curves of cutting speed
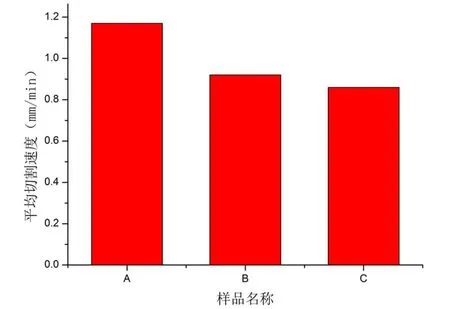
图2 平均切割速度对比柱状图Fig.2 Contrast histogram of average cutting speed
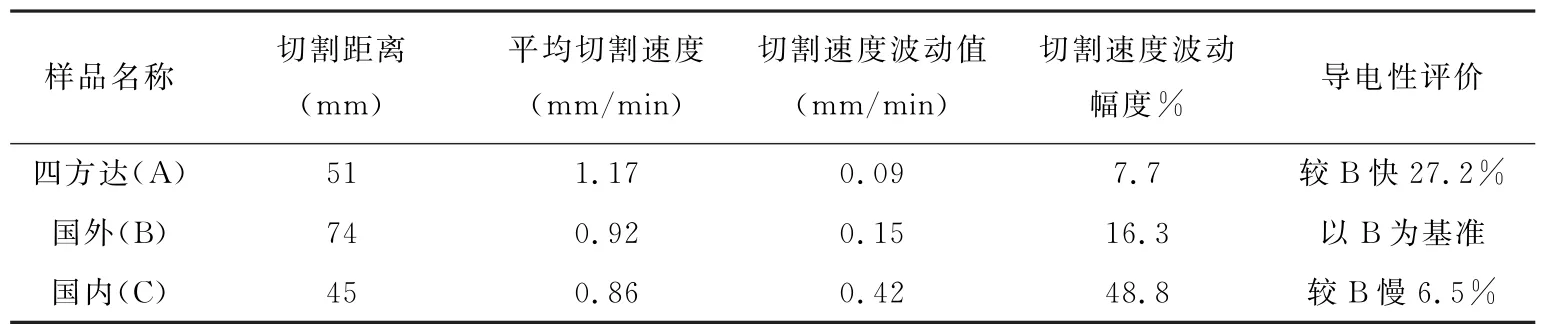
表1 EDM-W测试数据Table 1 EDM-W test data
四方达公司刀片切割速度的稳定性最好,波动幅度是7.7%,低于国外(B)的16.3%的水平,国内(C)的稳定性较差,切割速度波动幅度达到48.8%。
2.2 EDM-G方法检测导电性
EDM-G是通过测定电火花加工设备在一定的加工参数下加工掉一定厚度的PDC的时间,再通过计算求出加工0.01mm厚度的PDC所用时间来检测PDC导电性的一种方法。加工0.01mm厚度的PCD所用时间越短越说明PDC复合片的导电性越好。
EDM-G方法检测PDC复合片导电性的步骤:
(1)用慢走丝在PDC复合片的不同部位切割出5×6mm2的矩形刀片6枚,制成圆锯片,其中窄边5mm作为切削刃;
(2)设置电火花设备的加工参数;
(3)启动电火花设备,分别记录6枚刀片的放电加工时间和加工掉的PDC厚度,计算出每加工掉0.01mm的PDC时所用的时间,再把6枚PDC矩形刀片的加工时间取平均值。
将粒度为25μm的四方达PDC刀坯A、国外某厂商的PDC刀坯B和国内某著名厂商的PDC刀坯C各取一片,用AgieCharmilles CA20慢走丝机床切割5× 6mm2刀头6枚,然后在北京凝华MD-5电火花机上开刃实验。根据电火花加工速度来判断刀片的导电能力,速度越快则导电性越好。对比图如图3、图4:
由图3可以看出,四方达(A)的加工速度比国外(B略快),二者的加工速度都比较平稳,波动不大。
国内(C)的切割速度很不稳定,波动较大,大部分时间切割速度较慢,这说明其整体的导电性和均匀性较差。

图3 加工速度对比曲线Fig.3 Contrast curves of processing speed
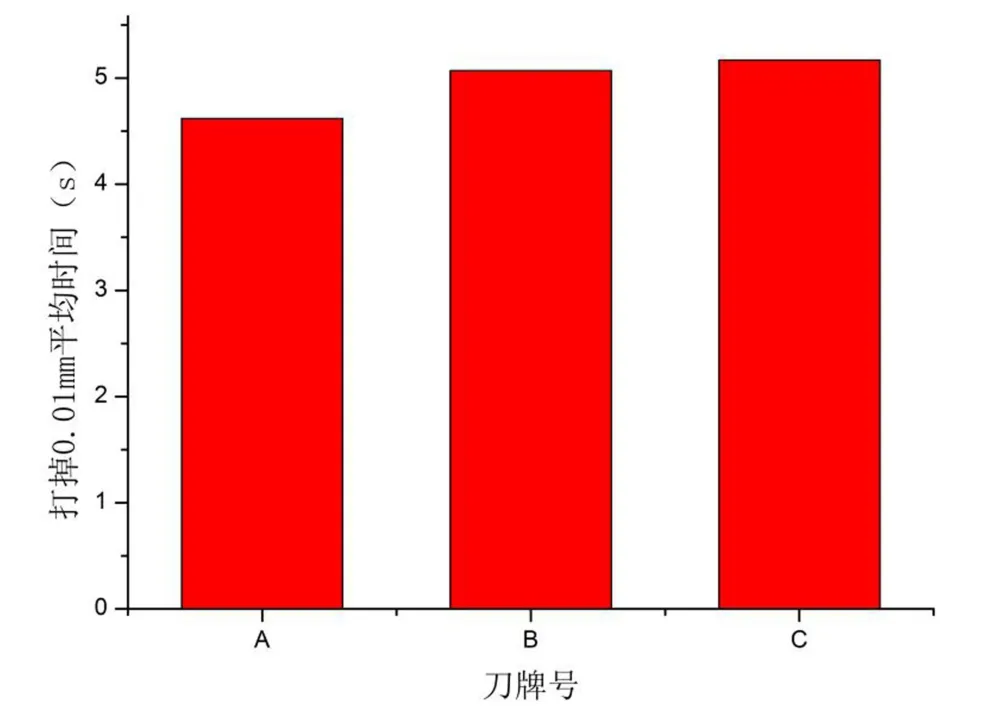
图4 平均加工速度对比柱状图Fig.4 Contrast histogram of average processing speed

表2 EDM-G测试数据Table 2 EDM-G test data
从图4和表2的数据看,四方达公司刀片的加工速度最快,比国外(B)的快8.9%,比国内(C)的快10.9%。
四方达公司刀片加工速度的稳定性居中,波动幅度是19.5%,略高于国外(B)的15.8%的水平,国内(C)的稳定性较差,加工速度波动幅度达到21.3%。
3 结论
EDM-W和EDM-G两种金刚石聚晶复合片导电性检测方法与现在电加工金刚石聚晶方式相吻合,能准确地检测出金刚石聚晶复合片的导电性和稳定性。
两种方法检测表明:四方达公司刀片的导电性最好,稳定性居中,国内(C)的导电性和稳定性最差。
[1] Minyoung Lee.Polycrystalline diamond and cemented carbide substrate and synthesizing process therefore[P].USP4,380, 471.
[2] Cook M W.Wear-resisting properties and application examples of PCD[J].Industrial Diamond Review,1996(4):107-111.
[3] Gittel H J.Cutting tool materials for high performance machining[J].Industrial Diamond Review,2001(1):17-21.
[4] Clark I E,Bex P A.The Use of PCD for Petroleum and Mining Drilling[J].Industrial Diamond Review,1999(1):43-49.
Brief Analysis of Conductivity Detection Method for Polycrystalline Diamond Compact
QU Ji-lai,LI Si-cheng,FANG Hai-jiang
(Henan Sifang Diamond Co.,Ltd,Zhengzhou,Henan 450016,China)
Two Conductivity Detection Methods for polycrystalline diamond compact, EDM-W and EDM-G,have been introduced in this article.Three types of products by different companies have been tested by these two methods.Result shows that the product by Henan Sifang Diamond Co.,Ltd has the best electroconductibility and the stability of it is at average level.The product by a domestic company has the worst electroconductibility and stability.
polycrystalline diamond compact;electroconductibility
TQ164
A
1673-1433(2015)04-0017-04
2015-06-13
屈继来(1985-),男,硕士,主要从事超硬材料的研究和开发。E-mail:laiji4949@163.com;李思成(1982-),男,硕士,主要从事超硬材料的研究和开发。E-mail:lisicheng_1982@163.com
方海江(1968-),男,硕士,河南四方达超硬材料股份有限公司董事长兼总经理,主要从事超硬材料及制品的研究和开发。E-mail:fang @sf-diamond.com
屈继来,李思成,方海江.聚晶金刚石复合片导电性检测方法浅析[J].超硬材料工程,2015,27(4):17-20.
猜你喜欢
纺织科学研究(2021年7期)2021-08-14 01:42:30
石材(2020年10期)2021-01-08 09:19:54
制造技术与机床(2017年10期)2017-11-28 05:20:15
材料科学与工程学报(2017年1期)2017-03-07 11:07:12
中国塑料(2016年3期)2016-06-15 20:30:00
浙江大学学报(工学版)(2016年9期)2016-06-05 09:20:52
超硬材料工程(2016年1期)2016-02-28 22:20:05
超硬材料工程(2016年1期)2016-02-28 22:20:02
安徽地质(2016年4期)2016-02-27 06:18:10
电源技术(2015年5期)2015-08-22 11:18:02
