关于倒锥齿加工用插齿机的设计探讨
2015-04-25 05:14严红毅代国辉
制造技术与机床 2015年9期
严红毅 代国辉
(宜昌长机科技有限责任公司,湖北 宜昌443003)
齿轮传动是很常见的一种机械传动,在各个领域得到广泛的运用。而齿轮是齿轮传动机构中的重要基础零部件。齿轮加工工艺方法主要有滚齿、插齿、铣齿、剃齿、刨齿、珩齿、磨齿等,插齿是其中使用较广泛的一种,插齿机作为插齿用设备应用较普遍。伴随军工、汽车、矿山机械、冶金机械、大型起重机械等行业的发展,各类新型的、专用途的传动齿轮大量的被设计和运用,而这些类型的齿轮绝大部分需要用专用的插齿机进行加工,倒锥齿加工用专用插齿机即是其中一种。该类机床要求可加工规定角度范围内(一般的角度范围是:+β ~-β)的任意角度的倒锥齿轮。
1 插齿机实现倒锥齿加工的途径
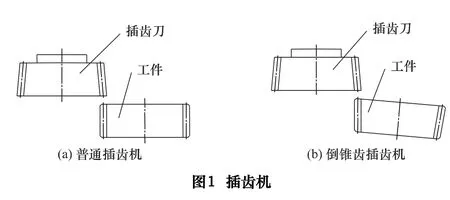
插齿机加工齿轮是采用展成原理,插削过程如同一对齿轮作无间隙的啮合运转,其中一个是工件,另一个是特殊的齿轮(插齿刀)。普通插齿机插齿刀轴与工件主轴是平行的,如图1a 所示,而倒锥齿加工则要求插齿刀轴与工件主轴相交一锐角,如图1b 所示。这就要求工件或刀具可绕垂直于两轴线所在平面的轴作倾斜旋转,旋转角即是需加工倒锥齿的根锥角。对现在通用的立式插齿机来说,实现的方式有两种,一种为刀轴旋转,如图2a 所示;一种为工作台及工件旋转,如图2b 所示。
2 几种结构的分析比较
对于图2a 所示刀轴旋转的情况,对通用立式插齿机来说,因刀轴相对工件作让刀运动,与刀轴相关部既有实现刀轴上下往复运动的主运动机构,又有实现展成运动的机构,还有让刀机构,行程及刀位调整机构等,要实现刀轴倾斜旋转运动,则需将以上机构作为整体来旋转实现,即如图中机床整个上部绕O点旋转,相对难度大,需配备动力机构,成本高,调整不便,主要还是适用于大批量工件带自动装夹及上下料的情况;对于图2b 所示工作台旋转的情况,因工作台部件相对结构紧凑小巧,对中小批量生产、灵活性更大的使用场合,工作台及工件倾斜旋转的方法更适用。
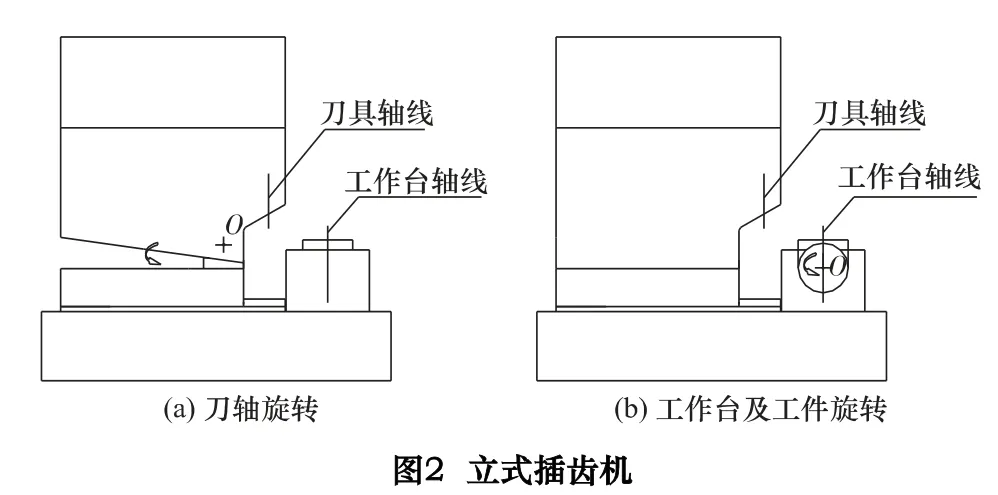
工作台是插齿机最重要的部件之一,绝大多数插齿机的工作台采用的分度副是高精度蜗杆传动副。如图3 示,运动首先由输入轴传递给蜗杆,再经蜗轮蜗杆传动副带动与蜗轮固接的工作台主轴旋转。要插倒锥齿,则工作台主轴还要有倾斜旋转运动。考虑工件装夹及工作台结构的紧凑性,可以考虑采用以下三种方法来实现工作台的旋转倾斜:
第一种方法如图3a 所示,运动由固定轴输入,经蜗杆传动副带动工作台旋转;而另一方面,工作台连同蜗杆蜗轮副绕固定轴旋转倾斜。
第二种方法如图3b 所示,运动由固定轴输入,经圆柱齿轮副传递给蜗杆传动副,带动工作台旋转;另一方面,工作台连同齿轮副、蜗杆蜗轮副绕固定轴旋转倾斜。
第三种方法如图3c 所示,由输入轴直接经蜗杆传动副,带动工作台旋转;而另一方面,工作台连同输入轴、蜗杆蜗轮副绕一固定圆弧导轨形成的轴旋转倾斜,旋转轴并不是实际轴。
现对上述三种方法分别进行讨论比较。设工作台面中心为A,蜗轮中心为B,蜗杆中心为C,AC与BC夹角为α,假设上述三种方法中分别绕各自的旋转轴O顺时钟旋转β 角,相应中心变为A'、B'、C',如图4 所示;根据相关条件可知,AB与BC垂直,A、B、C三点固定不动,可知AB、BC、AC及α 为定值,假设AC的值为L0。
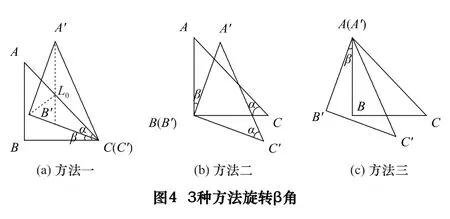
第一种方法如图4a 所示。由对称性可知,当工作台面左右倾斜旋转角度为β 时,工作台面中心最大移动范围为:
上下:△Y1=L0sin (α + β)-L0sin (α - β)=2L0cosαsinβ
左右:△X1=L0cos(α - β)-L0cos(α + β)=2L0sinαsinβ
当β 增大时,Y、X均增大,则其整个面的摆动距离会更大。所以此种结构适合于β 角不大,工件直径不大的场合。
第二种方法如图4b 所示。设倾斜旋转轴与工作台面中心距离为AB=L1,由图可知L1=L0sinα,当工作台面左右倾斜旋转时,工作台面中心的最大变动距离为:
上下:ΔY2=L1-L1cosβ=L1(1 -cosβ)=L0sinα(1-cosβ)
左右:ΔX2=2L1sinβ=2L0sinαsinβ
比较上述两种情况,当L1=L0sinα 时,ΔX2=ΔX1,ΔY2/ΔY1=L0sinα(1 -cosβ)/(2L0cosαsinβ)=tanαtan(β/2)/2
插齿机工作台部件中,为达到好的传动效果,一般取α≤45°而β≤20°,所以ΔY2<<ΔY1,即工作台面中心在上下方向的变动量显著减小。因此在同样的固定轴输入,在相同的工作台面中心变动量,相同的工作台面直径时,第二种方式可以加工的倒锥角范围更大一些,从而扩大了机床的加工范围,但同时因为多了齿轮副,结构复杂些,传动精度会受影响,所以适合于倒锥角相对较大的情况。上述两种情况都因为工作台面中心与倾斜旋转轴有距离,当工作台面直径较大时,整个工作台面的摆动区域会很大,所以适合于工作台面直径不太大的场合,也就是加工工件直径范围小一些。
第三种方法如图4c 所示。因倾斜旋转轴与工作台面中心的距离可以为零,作倾斜旋转时,工作台面中心可不变,而只有台面绕直径轴的摆动,所以工作台面直径可加大,倾斜角度可加大,加工工件直径范围和倒锥角度范围都可扩大。
3 专用工作台设计
综合以上讨论,在中型插齿机上笔者按第三种工作台倾斜旋转的方式设计了如图5 所示的专用工作台。因中型插齿机工作台面直径较大,整体结构大,所以不考虑运动输入轴固定方向,而直接由电动机驱动蜗杆3,经蜗轮副带动工作台主轴1 实现插齿的圆周进给运动,如此则传动链简化,精度更易保证。工作台的倾斜旋转运动可如图示由手动摇动调节蜗杆6 来实现旋转壳体5 整体倾斜,具体角度通过刻度尺读数,另外也可通过电动机驱动蜗杆6 实现壳体旋转。
4 结语
无论是刀轴整体旋转,还是不同旋转支点的工作台旋转均可在普通插齿机上实现倒锥齿加工,只是根据加工工件批量,工件直径、宽度、倒锥角、精度等级等不同,不同规格的插齿机设计考虑的侧重点会不同。经使用验证,针对中型插齿机所设计的专用工作台简单可靠,精度保持性好,得到用户的认可,满足了市场需求,现同其他几种方式一样,广泛应用在笔者公司插齿机上。

猜你喜欢
汽车实用技术(2022年20期)2022-11-02
设备管理与维修(2022年12期)2022-07-21
机械制造(2022年4期)2022-05-10
装备制造技术(2020年4期)2020-12-25
装备维修技术(2020年5期)2020-11-20
语文教学之友(2020年2期)2020-03-03
凿岩机械气动工具(2019年2期)2019-06-24
科技与创新(2019年3期)2019-02-19
农机使用与维修(2019年12期)2019-01-06
意林·作文素材(2018年11期)2018-07-19